CIP-2021 : E06B 3/96 : Uniones en ángulo o uniones esquinadas para ventanas, puertas, chasis, o batientes similares.
CIP-2021 › E › E06 › E06B › E06B 3/00 › E06B 3/96[1] › Uniones en ángulo o uniones esquinadas para ventanas, puertas, chasis, o batientes similares.
E CONSTRUCCIONES FIJAS.
E06 PUERTAS, VENTANAS, POSTIGOS O CORTINAS METALICAS ENROLLABLES, EN GENERAL; ESCALERAS.
E06B CIERRES FIJOS O MOVILES PARA LA ABERTURA DE LOS EDIFICIOS, VEHICULOS, EMPALIZADAS O CERCADOS SIMILARES EN GENERAL, p. ej. PUERTAS, VENTANAS, CORTINAS, PORTICOS (persianas de cierre o similares A01G 9/22; cortinas A47H; capós o tapas para vehículos B62D 25/10; claraboyas, lumbreras E04B 7/18; sombrillas, toldos E04F 10/00).
E06B 3/00 Bastidores móviles de ventanas, batientes de puertas o elementos similares para cerrar huecos; Colocación de cierres fijos o móviles, p. ej. ventanas; Características de bastidores fijos, relativas al montaje de bastidores en los batientes (E06B 5/00 tiene prioridad; contraventanas o piezas análogas E06B 9/00; cristales C03; unión de hojas de vidrio por fusión C03B 23/203; unión vidrio a vidrio por procedimientos distintos a la fusión o unión de vidrios a otros materiales inorgánicos C03C 27/00).
E06B 3/96 · Uniones en ángulo o uniones esquinadas para ventanas, puertas, chasis, o batientes similares.
CIP2021: Invenciones publicadas en esta sección.
Dispositivo de conexión de esquina de rail de puerta de ducha, bastidor de puerta de ducha y puerta de ducha.
(23/10/2019) Un dispositivo de conexión de esquina de carril de una puerta de ducha, que comprende:
un miembro de inserción, un miembro de recepción, y una cubierta protectora, el miembro de inserción que se puede conectar de forma fija a un primer rail de la puerta de ducha, el miembro de recepción que se puede conectar de forma fija a un segundo rail de la puerta de ducha, en donde:
el miembro de inserción comprende un inserto provisto de un primer agujero de pasador abierto;
el miembro de recepción comprende un receptor provisto de un segundo agujero de pasador abierto, en donde después de que el inserto es insertado…
Dispositivo para soldar elementos perfilados en material plástico, en particular PVC.
(09/05/2019) Dispositivo para soldar elementos perfilados en material plástico, en particular PVC, que comprende:
- Un marco base que soporta un par de miembros de retención de los elementos perfilados respectivos (3, 3a, 3b, 60, 61), para acoplar dichos elementos perfilados (3, 3a, 3b, 60, 61) con las zonas correspondientes a soldar una enfrente de la otra;
- Medios de calentamiento para dichas zonas de calentamiento a soldar de los elementos perfilados (3, 3a, 3b, 60, 61) que comprende al menos un elemento de sellado térmico de la placa térmica y es móvil entre una condición activa donde se sitúan entre dichos elementos perfilados (3, 3a, 3b, 60, 61) y una condición de no uso donde están espaciados a una distancia a de dichos elementos…
Procedimiento para soldar elementos perfilados en material plástico, en particular PVC.
(09/05/2019) Un procedimiento para soldar elementos perfilados en material plástico, en particular PVC, que comprende las etapas de:
- preparar al menos dos elementos perfilados respectivos (3, 3a, 3b, 60, 61) dispuestos con las zonas respectivas que se van a soldar una enfrente de la otra;
- hacer una ranura en correspondencia con al menos una zona a soldar de los elementos perfilados (3, 3a, 3b, 60, 61), realizándose dicha de hacer la ranura por medio de una operación de eliminación en un borde periférico de al menos un elemento perfilado (3; 3a, 3b; 60, 61);
- calentar dichas zonas que se van a soldar ;
- acoplar las zonas que se van a soldar entre sí, presionando los elementos perfilados (3; 3a, 3b; 60, 61) unos contra otros para mantener las zonas que se van a soldar en contacto recíproco;
- comprendiendo dicha etapa…
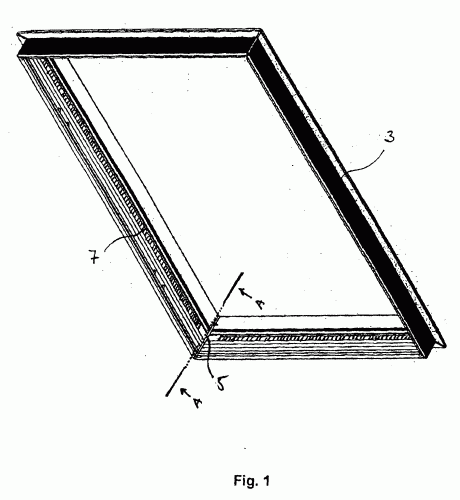
Carpintería con batiente oculto y procedimiento de fabricación correspondiente.
(11/04/2019). Solicitante/s: MILLET PORTES ET FENETRES. Inventor/es: BOURY,SÉBASTIEN, GUERET,FRÉDÉRIC.
Carpintería con batiente oculto que comprende un marco batiente equipado con un acristalamiento y un durmiente que oculta dicho marco batiente, siendo los montantes y traviesas de dicho marco batiente metálicos y terminándose la cara exterior de dicho marco batiente por una superficie de apoyo, paralela a dicho acristalamiento, estando la colocación de dicho acristalamiento sobre dicha superficie de apoyo efectuada por dicha cara exterior, caracterizada porque los montantes y traviesas de dicho marco batiente son de acero y están ensamblados únicamente por soldeo, sin pieza de conexión suplementaria, de forma que se forme un marco monobloque sin línea de corte, después de aplicación de un acabado por pintura y porque comprende un durmiente de aluminio.
PDF original: ES-2708817_T3.pdf
Procedimiento y dispositivo para unir piezas perfiladas.
(28/02/2019) Procedimiento para unir piezas perfiladas de plástico , en el que se ponen en contacto una con otra al menos una pieza perfilada y una superficie de calentamiento de un elemento de calentamiento en una dirección de ensamblaje, para fundir inicialmente la al menos una pieza perfilada en su zona de soldadura antes de un ensamblaje con la otra pieza perfilada , en el que está previsto un elemento de limitación , con el que pueden controlarse un flujo y una deformación del producto fundido, en el que el elemento de limitación presenta al menos un elemento de asiento y una pieza conformada que pueden moverse tanto uno con relación a otra como también con relación a la pieza perfilada , en el que el elemento de asiento junto con la pieza conformada , al realizar una fusión final de la al menos una…
Medios de presión para dispositivos para soldar elementos perfilados hechos de material plástico, en particular PVC.
(22/02/2017). Solicitante/s: Graf Synergy S.r.L. Inventor/es: VACCARI,ANDREA.
Medios de presión para dispositivos para soldar elementos perfilados hechos de un material plástico, en particular PVC, caracterizados por el hecho de que dichos medios de presión comprenden:
• al menos una primera superficie de trabajo que tiene una parte saliente ; y
• al menos una segunda superficie de trabajo de acabado final; y.
PDF original: ES-2656420_T3.pdf
Dispositivo para soldar elementos perfilados en material plástico, en particular PVC.
(23/11/2016) Dispositivo para soldar elementos perfilados en material plástico, en particular PVC, que comprende:
- Un marco base que soporta un par de miembros de retención de los elementos perfilados respectivos (3, 3a, 3b, 60, 61), para acoplar dichos elementos perfilados (3, 3a, 3b, 60, 61) con las zonas correspondientes a soldar una enfrente de la otra;
- Medios de calentamiento para dichas zonas de calentamiento a soldar de los elementos perfilados (3, 3a, 3b, 60, 61) que comprende al menos un elemento de sellado térmico de la placa térmica y es móvil entre una condición activa donde se sitúan entre dichos elementos perfilados (3, 3a, 3b, 60, 61) y una condición de no uso donde están espaciados a una distancia a de dichos elementos perfilados (3, 3a, 3b, 60, 61);
- Medios…
Marco o unión en T y método para el montaje de un marco o unión en T.
(13/07/2016). Solicitante/s: SCHUCO INTERNATIONAL KG. Inventor/es: LEISTNER,ANDREAS, FERRARI-HOH,SEBASTIAN, MATTHIES,DANIJEL, FINKEMEYER,CARSTEN, EL FARTOUKH,ABDELAZIZ, GEHLE,JÖRN.
Marco empotrado para una ventana o una puerta con un marco o una unión en T (1') y un perfil de estanqueidad , que está fijado con una parte de pie a un perfil de marco (2, 2', 3, 3'), en donde el perfil de estanqueidad está dispuesto en una zona central del perfil de marco (2, 2', 3, 3'), caracterizado por que el perfil de estanqueidad está entallado en una zona de la esquina del marco o de la unión en T (1') en el lado exterior y está orientado en ángulo.
PDF original: ES-2597751_T3.pdf
Ventana o puerta que comprende un marco o chasis, con un umbral de puerta o ventana enmarcado mediante un adaptador de umbral.
(06/01/2016) Ventana o puerta que comprende un marco o chasis en el que está dispuesta de forma basculante una hoja giratoria, en donde el marco o el chasis se compone de un perfil superior dispuesto horizontalmente así como de dos perfiles dispuestos verticalmente, y en donde por los extremos entre los perfiles dispuestos verticalmente está integrado un perfil de umbral, el cual está inmovilizado mediante un adaptador de umbral formado por una pieza perfilada en el lado interior de los perfiles, y el adaptador de umbral está formado por un perfil acodado, cuyo brazo horizontal se corresponde con el perfilado del umbral de puerta, en donde su brazo que discurre verticalmente comprende una sujeción en forma de placa para…
Sistema de umbral para una puerta de vivienda, de comercio o similares.
(23/12/2015) Sistema de umbral para una puerta de una vivienda, de un comercio o similares que abarca un marco de una puerta con una hoja de una puerta giratoria , en donde el sistema de umbral abarca un umbral de separación térmica , que está compuesto por un perfil base con perfiles de paso sobrepuestos , en donde el umbral se puede adaptar en el estado de montaje a los extremos de perfil del marco de la puerta dispuestos en vertical, de manera que el umbral en el estado montado es apto para interaccionar sellando en estado de cierre con el perfil inferior de la hoja de la puerta giratoria , caracterizado porque para la puesta a disposición de una puerta sin barrera arquitectónica, compuesta por un marco de puerta montado con una hoja de puerta giratoria , el sistema de umbral para una puerta además abarca un perfil sobrepuesto y un…
Procedimiento y dispositivo para soldar elementos perfilados hechos de material plástico, en particular PVC.
(16/12/2015) Un procedimiento para soldar elementos perfilados hechos de un material plástico, en particular PVC, que comprende las etapas de:
- preparar al menos dos elementos perfilados hechos de un material plástico, dispuestos con las zonas respectivas a soldar enfrentadas entre sí;
- calentar dichas zonas a soldar ;
- acoplar las zonas a soldar entre sí, presionando entre sí los elementos perfilados y manteniendo en contacto recíproco las zonas a soldar ;
- dicha etapa de acoplamiento de las zonas a soldar que define una subetapa de fusión de las zonas a soldar entre sí para definir un cordón de soldadura; y
- antes de la etapa de calentamiento, la etapa de hacer una ranura en correspondencia con un borde periférico de cada una de dichas zonas a soldar…
Procedimiento para la fabricación de una caja de puerta de una hoja de puerta formada por caja y tapa.
(04/12/2015) Procedimiento para la fabricación de una caja de hoja de puerta de una hoja de puerta formada por caja y tapa, con:
a) preparación de una chapa metálica y conformación de una primera tira de borde y de una segunda tira de borde de la chapa metálica ,
b) flexión de la primera tira de borde para la formación, al menos parcial, de un lado superior o inferior de la hoja de puerta,
c) flexión de la segunda tira de borde para la formación, al menos parcial, de un lado estrecho lateral de la hoja de puerta,
d) soldadura de las dos tiras marginales en una zona marginal de la caja , en el que la secuencia de las etapas b) y c) es opcional, y
en el que las dos tiras de borde son soldadas en una zona de unión , en la que las tiras de borde se unen entre sí sobre la esquina, sin el empleo de pestañas…
ESCUADRA DE UNIÓN Y FIJACIÓN DE PERFILES CORTADOS A INGLETE.
(09/07/2015). Ver ilustración. Solicitante/s: RAMÍREZ PARRA, PEDRO JOSÉ. Inventor/es: RAMÍREZ PARRA,PEDRO JOSÉ.
Constituida a partir de cuatro perfiles cortados a inglete que forman los costados y travesaños de cada marco de hoja de cerramiento corredera o no, introduciéndose en los extremos de dichos perfiles para su unión en ángulo recto los dos lados de una escuadra, uno en horizontal en el perfil que hace de travesaño y otro en vertical en el que hace de costado del marco hasta obtener una óptima unión entre las molduras que residen a ambas caras de la escuadra, y las contra molduras del perfil, inmovilizando así la escuadra en el interior de los perfiles, quedando éstos en ángulo de noventa grados y una vez realizada dicha unión se realiza la fijación mediante un par de tornillos autorroscantes de acero inoxidable, que pasan a través de dos orificios roscados que se encuentran en la propia estructura interna de la escuadra.
Escuadra de unión y fijación de perfiles cortados a inglete.
(06/07/2015) Escuadra de unión y fijación de perfiles cortados a inglete.
Constituida a partir de cuatro perfiles cortados a inglete que forman los costados y travesaños de cada marco de hoja de cerramiento corredera o no, introduciéndose en los extremos de dichos perfiles para su unión en ángulo recto los dos lados de una escuadra, uno en horizontal en el perfil que hace de travesaño y otro en vertical en el que hace de costado del marco hasta obtener una óptima unión entre las molduras que residen a ambas caras de la escuadra, y las contramolduras del perfil, inmovilizando así la escuadra en el interior de los perfiles, quedando éstos en ángulo de noventa grados y una vez realizada dicha…
Dispositivo y procedimiento para la soldadura de piezas perfiladas.
(25/02/2015) Dispositivo para la soldadura de piezas perfiladas , en particular de piezas perfiladas de plástico, con al menos una cabeza de soldadura , que se puede posicionar con relación a otra cabeza de soldadura y/o con relación a un dispositivo de retención en una posición teórica de soldadura predeterminada o predeterminable, caracterizado porque la cabeza de soldadura y/o una parte de la cabeza de soldadura , pero al menos un elemento calefactor de la cabeza de soldadura para la fundición inicial de las piezas perfiladas, en particular un espejo de soldadura, son móviles en función de al menos una desviación de…
Ensamblaje de corte recto.
(12/11/2013) Unión obtenida por ensamblaje de corte recto de los elementos horizontales y de los elementos verticales que forman el marco (C) de un cerco de una ventana corredera,
donde los elementos horizontales y los elementos verticales están formados por uno o varios perfiles,donde los elementos horizontales y los elementos verticales presentan caras orientadas hacia el exterior delmarco preformadas para cooperar con el bastidor que recibe la hoja de la ventana y caras orientadas hacia el interior delmarco preformadas para cooperar con la o las hojas de la ventana corredera,
donde las extremidades de los elementos horizontales se cortan según un plano…
Procedimiento para fabricar elementos de ventana o de puerta.
(09/10/2013) Procedimiento para fabricar elementos de ventana o de puerta que comprenden un marco perfilado ensamblado apartir de piezas perfiladas y al menos una luna fijada al mismo, fijándose previamente las piezas perfiladas una aotra para formar uniones de esquina, caracterizado por que al menos una de las uniones de esquina previamentefijadas presenta - sin la luna pegada - una estabilidad que es más baja que la estabilidad necesaria para unelemento de ventana o de puerta, y/o por que las uniones de esquina previamente fijadas presentan una resistenciamás baja que 35 N/mm2, y por que a continuación se pega la al menos una luna con el marco perfilado previamentefijado, con lo que las uniones de esquina adquieren su estabilidad por efecto de la luna pegada.
Perfil de esquina para unir piezas cortadas en ángulo.
(07/08/2013) 1. Perfil de esquina para unir piezas cortadas en ángulo, caracterizado porque comprende:
- una primera superficie de apoyo , en la que puede apoyarse una superficie de una primera pieza a unir (A),
- una segunda superficie de apoyo , en la que puede apoyarse una superficie de una segunda pieza a unir (B), y
- un nervio intermedio que se extiende exteriormente a las superficies de apoyo formando un ángulo obtuso con cada una de dichas superficies de apoyo , de forma que dicho nervio intermedio puede quedar en contacto con un canto en ángulo de las dos piezas a unir (A, B).
2. Perfil de esquina según la reivindicación 1, en el que el nervio intermedio comprende un extremo libre (3'), situado en oposición a las superficies de apoyo , donde dicho extremo libre (3') puede quedar enrasado con una superficie opuesta a la de apoyo…
Unión resultante de un ensamblaje en corte recto.
(29/08/2012) Unión resultante de un ensamblaje en corte recto de los montantes y de los travesaños que formanel marco de batiente (O) de ventana,
donde los travesaños y los montantes se constituyen de uno o varios perfilados que adoptan laforma general de una L,
donde una primera rama de la L se preforma para constituir el rebajo que recibe el cristal y donde la segundarama constituye un reborde saliente hacia fuera con el fin de proporcionar una superficie de apoyo del batiente(O) sobre el bastidor fijo que lo recibe,
donde los travesaños y los montantes presentan superficies orientadas hacia el exterior del marcopreformadas…
Procedimiento para la generación de un canteado en un elemento de chapa, elemento de chapa fabricado mediante este procedimiento, así como dispositivo para el perfilado previo de un elemento de chapa.
(21/03/2012) Procedimiento para la generación de un canteado en un elemento de chapa , que comprende las siguientesetapas del procedimiento:
- perfilado previo del elemento de chapa de tal manera que en un primer lado del elemento dechapa se genera una cavidad que se extiende a lo largo de una línea de canteado deseada y enun segundo lado del elemento de chapa se genera una proyección opuesta a la cavidad y que se extiende de la misma manera a lo largo de la línea de canteado deseada; y
- flexión del elemento de chapa en la línea de canteado, a lo largo de la cual se extienden la cavidad y la proyección para la generación del canteado.
MEJORAS INTRODUCIDAS EN LA PATENTE DE INVENCION Nº P200400541 POR: ESCUADRA PERFECCIONADA DE SUJECION O ENSAMBLAJE CON INCLINACION INVERTIDA Y TACO DE UNION PARA CORTE RECTO EN SISTEMA CORREDERA Y ABATIBLE.
(01/02/2008) Mejoras introducidas en la patente de invención nº P200400541 por: escuadra perfeccionada de sujeción o ensamblaje con inclinación invertida y taco de unión para corte recto en sistema corredera y abatible.#Caracterizado porque la escuadra propiamente dicha está dotada en uno de sus lados con la inclinación invertida, lo que permite que la pieza de apriete ayudada con un muelle , quede encajada en la caja del perfil y la segunda pieza de apriete (2'') que mantiene el prisionero, al ser apretado éste actúa subiendo y desplazando las piezas, lo que permite que encaje en la caja (4'') del perfil (3'') y presione, quedando los perfiles y (3'') unidos con un solo apriete. El taco de unión para corte recto que puede…
DISPOSITIVO AUTOMATICO DE ALIMENTACION Y POSICIONAMIENTO DE TIRAS EN MAQUINAS DE FABRICACION DE CUADROS RECTANGULARES.
(16/06/2007). Solicitante/s: RAFFONI, GIUSEPPE. Inventor/es: RAFFONI, GIUSEPPE.
Aparato automatizado para suministrar y posicionar listones en máquinas para producir marcos rectangulares, estando equipada dicha máquina con cuatro unidades de grapado para unir, mediante grapas de acero, los listones (L1-L4) que forman los marcos, caracterizado por el hecho de que el aparato está equipado con cintas transportadoras (N1-N4) correspondientes y cuatro carros motorizados (A-B-C-D) que están dotados de brazos giratorios acoplados a pinzas para sujetar los listones individuales, y que se desplazan por guías respectivas, que son paralelas a las cintas transportadoras que suministran los listones para un primer par de carros (A, B) y son perpendiculares a dichas cintas transportadoras para un segundo par de carros (C, D), en el que los listones se recogen de las cintas transportadoras (N1-N4) y son trasladados y posicionados correctamente en las unidades de grapado mediante los cuatro carros motorizados (A-B-C-D).
JUNTA ANGULAR Y PROCEDIMIENTO DE FABRICACION DE LA MISMA.
(16/11/2006) Una junta angular para un marco, comprendiendo la junta molduras huecas, teniendo cada moldura una cavidad con una pared interior contigua al espacio limitado por el marco y una pared exterior, en particular una junta angular para marquetería, en la que esta junta angular tiene al menos una pieza angular de inserción que consta de dos partes de inserción que se extienden en el respectivo extremo lejano de las molduras a unir, y en la que las partes de inserción comprenden partes unidas entre sí formando ángulo caracterizada porque dichas partes unidas entre sí formando ángulo están provistas cada una en sus extremos lejanos con partes inclinadas, cooperando cada parte inclinada con un medio de bloqueo provisto en una moldura afectada de manera tal que la presión creada en la parte inclinada crea una fuerza de tracción en dichas…
MARCO PARA VENTANAS, PUERTAS, FACHADAS O SIMILARES.
(01/06/2006) EL PRESENTE MARCO SE PREVE PARA VENTANAS, PUERTAS, FACHADAS Y SIMILARES Y SE CONSTRUYE CON PERFILES HUECOS QUE CONSTAN PREFERENTEMENTE DE METAL, ASI COMO CON ELEMENTOS DE UNION QUE SE INTRODUCEN EN LOS PERFILES HUECOS . PARA CADA UNO DE LOS PERFILES HUECOS EL ELEMENTO DE UNION MUESTRA AL MENOS UN CANAL QUE SE EXTIENDE DESDE LA PARTE EXTERIOR DEL MARCO HASTA LA PARTE INTERIOR DEL MARCO Y QUE SE UTILIZA PARA UN AGLUTINANTE QUE DEBE INCORPORARSE ENTRE EL ELEMENTO DE UNION Y EL PERFIL HUECO . ADICIONALMENTE EN EL PERFIL HUECO DE LA PARTE EXTERIOR DEL MARCO SE PREVE UN ORIFICIO DE INYECCION PARA EL…
(01/04/2006) Pieza de refuerzo para estabilizar y adaptar la altura de superficies adyacentes de perfiles de marcos, que está configurada a través de su forma y dimensiones para la sujeción inferior por encastre o bloqueo, de nervaduras dispuestos en las áreas de adyacencia de las superficies y como pieza plana, donde una de las áreas finales está conformada para la fijación inferior del área angular de los nervaduras externos adyacentes del perfil de marco, y donde en la pieza de refuerzo se previeron medios para colocar o insertar una herramienta, bajo cuya acción la pieza de refuerzo es llevada a la posición final que encastra o bloquea, y cubre el corte a sesgo, caracterizada porque presenta dos bordes que se extienden en sentido longitudinal…
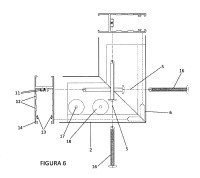
DISPOSITIVO DE ESTANQUEIDAD PARA LA UNION DE DOS PERFILES METALICOS.
(16/10/2005). Ver ilustración. Solicitante/s: TECHNAL. Inventor/es: JACQUET, DIDIER, JOURNOT, THIERRY.
LA INVENCION SE REFIERE A UN DISPOSITIVO CONSISTENTE EN UNA CONTERA PARA EL ENLACE MECANICO DE DOS PERFILES PERPENDICULARMENTE UNO DEL OTRO, UNIDA A UNO DE DICHOS PERFILES Y QUE RECIBE POR ACOPLAMIENTO EL OTRO PERFIL QUE SE APLICA HACIENDO TOPE CONTRA EL ANTERIOR. SE CARACTERIZA POR QUE LA CONTERA ESTA DOTADA DE UN ORIFICIO DE INYECCION A PRESION EN EL INTERIOR DE LA MISMA DE UN VOLUMEN DETERMINADO DE UNA MASILLA DE ESTANQUEIDAD. EL ORIFICIO VA CONECTADO A VARIOS CANALES DE DISTRIBUCION DE LA MASILLA INYECTADA QUE DESEMBOCAN O ESTAN ABIERTOS EN LAS ZONAS QUE DEBEN QUEDAR ESTANCAS ENTRE LOS DOS PERFILES Y/O ENTRE CADA UNO DE ELLOS Y LA CONTERA.
PROCEDIMIENTO Y DISPOSITIVO PARA SOLDAR PERFILES DE MARCO DE MATERIAL SINTETICO, CORTADOS A INGLETE, QUE SE ESTRECHA.
(16/07/2005) SE PRETENDE CONFIGURAR UN PROCEDIMIENTO Y UN DISPOSITIVO PARA REALIZAR DICHO PROCEDIMIENTO DE TAL MODO, QUE SE MANTENGA LA FUNCION ELASTICA DE LAS JUNTAS QUE DEBEN SOLDARSE CON LOS PERFILES DE MARCO EN EL AREA DE LAS ESQUINAS DE SESGO. RESPECTO AL PERIODO DE SOLDADURA DE LOS PERFILES DE MARCO Y DE LAS JUNTAS EL CONTORNO INTERNO DE LA JUNTA FORMADO POR LA FALDA DE OBTURACION Y LA PATA DE FIJACION DE LA JUNTA SE CUBRE EN LA ZONA DE SESGO Y JUNTO A ESTA MEDIANTE AL MENOS UNA PIEZA PERFILADA SEGUN EL CONTORNO Y CASI SEGUN EL CONTORNO Y, TRAS LA UNION POR SOLDADURA, LA PIEZA PERFILADA SE DESPLAZA FUERA DEL AREA DE LA JUNTA . SI DURANTE LA UNION POR SOLDADURA DE LOS PERFILES DE…
PROCEDIMIENTO PARA EL ENSAMBLAJE DE PERFILES MIXTOS PARA LA REALIZACION DE UN CHASIS DE PUERTA O VENTANA.
(16/06/2005) Procedimiento para el ensamblado de perfiles mixtos que forman los lados de un chasis, siendo estos perfiles cortados en sus extremos para encajarse dos a dos en cada uno de los ángulos de este chasis, comprendiendo cada perfil por lo menos un elemento metálico y por lo menos un elemento de material plástico, unidos mutuamente entre sí por engarzado u otro medio de unión similar según su dirección longitudinal, caracterizado porque consiste, para cada uno de los perfiles mixtos del marco, en cortar el extremo del elemento de material plástico en cada ángulo del chasis de manera que presente una longitud ligeramente más importante que la del elemento metálico asociado en este perfil, y en unir a continuación mutuamente los dos elementos de material plástico de los dos perfiles que constituyen dos lados consecutivos del marco en la…
DISPOSITIVO PARA LA FIJACION DE UNA PIEZA EN UN PERFIL MOLDEADO POR EXTRUSION.
(16/04/2005) Dispositivo con pieza de retención para la fijación de una parte con preferencia de una parte de bisagra en un perfil moldeado por extrusión por medio de una instalación de sujeción, en el que el perfil moldeado por extrusión presenta dos nervaduras paralelas entre sí distanciadas una de la otra, entre las cuales se puede insertar la pieza de retención de la parte a fijar, que se apoya sobre los lados frontales dirigidos entre sí de las nervaduras , y en el que la pieza de retención posee pestañas de apoyo , que se pueden apoyar contra los lados exteriores de las nervaduras , estando provista la pieza de retención con al menos un taladro, en el que está retenido un pasador de forma giratoria, pero no se puede…
APARATO PARA FABRICAR MARCOS RECTANGULARES.
(16/03/2005) Aparato para la fabricación de marcos rectangulares compuestos por bandas que se unen mediante elementos de unión entre sí que se colocan en dichas bandas mediante máquinas de grapado para unir a ambos lados las uniones formadas por el ajuste de dichas bandas en ángulo recto, caracterizado por el hecho de que comprende: una viga horizontal , que está soportada de manera que es giratoria de manera centrada alrededor de un eje vertical (A) para formar dos brazos que están dispuestos diametralmente respecto a dicho eje vertical, estando provisto cada brazo de dichos dos brazos de guías de deslizamiento con respectivas correderas ; dos palancas , que están articuladas entre sí de dichas…
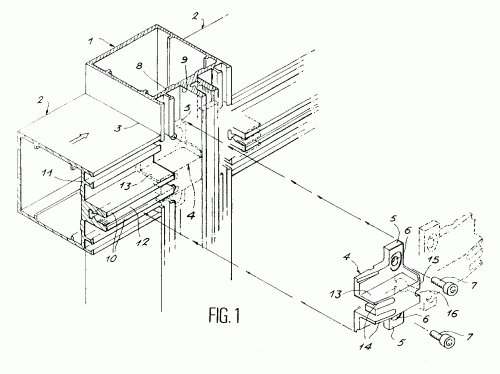
MARCO PARA LA RETENCION DE UN ELEMENTO PLANO.
(01/02/2005). Ver ilustración. Solicitante/s: INNOWERT SERVICE-CENTER IN GESELLSCHAFT FUR INNOVATION UND KOMMUNIKATIONSTECHNIK MBH. Inventor/es: WELLHIFER, STEFAN.
Marco para sujetar un cuerpo plano de contorno poligonal, formado por un número de largueros perfilados esencialmente rectos equivalente al número de lados del contorno, que se encuentran unidos entre sí por sus lados frontales y son mantenidos juntos por medio de un elemento tensor periférico, en el que entre los lados frontales de dos largueros perfilados adyacentes se halla dispuesta en cada caso una rinconera de unión sobre la que actúa el elemento tensor , y en el que los largueros perfilados presentan un canal por el que pasa el elemento tensor , caracterizado por el hecho de que el canal se encuentra abierto hacia el lado interior del marco , de manera que el elemento tensor es accesible desde el lado interior del marco , y el elemento tensor atiranta los largueros perfilados , uniéndolos entre sí, desde el lado interior del marco.
CONECTOR PARA UNIR UN DURMIENTE CONSTRUIDO COMO PERFIL HUECO AL PERFIL DEL MARCO O DE LA HOJA DE UNA PUERTA O UNA VENTANA.
(01/01/2005) Conector para unir un durmiente construido como perfil hueco al perfil del marco o de la hoja de una puerta o una ventana, especialmente para elementos de protección contra fuego y humo, constituido por un cuerpo insertable de manera solidaria en rotación en el durmiente y dotado de elementos de acoplamiento positivo de forma sobresalientes en el lado frontal, los cuales, después de un giro del cuerpo , encajan en una ranura longitudinal de forma de T del perfil del marco o de la puerta, caracterizado porque los elementos de acoplamiento positivos de forma están configurados como orejetas en forma de alas cuyo canto delantero en la dirección de giro está redondeado en forma de arco y cuyo canto trasero en la dirección de giro se une en ángulo recto con el canto longitudinal de las orejetas , y porque la distancia entre las orejetas …
{kind=link}
{kind=link}
{kind=link}