CIP-2021 : B29L 23/18 : Mangueras plisadas.
CIP-2021 › B › B29 › B29L › B29L 23/00 › B29L 23/18[1] › Mangueras plisadas.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29L SISTEMA DE INDEXACION ASOCIADO A LA SUBCLASE B29C, RELATIVO A OBJETOS PARTICULARES.
B29L 23/00 Objetos tubulares (B29L 24/00 tiene prioridad).
B29L 23/18 · Mangueras plisadas.
CIP2021: Invenciones publicadas en esta sección.
Cuerpo de moldeo tubular flexible, tal como un fuelle de ondas, y procedimiento para su fabricación.
(31/08/2016) Cuerpo de moldeo tubular flexible con una superficie de pared con un perfil de onda, tal como un fuelle de ondas , para aspiración de aire, turbosobrealimentación, circuitos de agua de refrigeración y de aceite y climatización para la aplicación en la construcción de vehículos, industria naval, construcción mecánica y construcción aeronáutica,
componiéndose la superficie de pared circunferencial del cuerpo de moldeo de varios insertos de soporte de resistencia (30; 30'),
componiéndose cada inserto de soporte de resistencia (30; 30') del cuerpo de moldeo de hilos o fibras o hilos cord incrustados en un material vulcanizable,…
Tubo de transferencia de fluido con porción(es) corrugada(s) y su procedimiento de fabricación.
(22/06/2016) Tubo de transferencia de fluido , en particular para la carga de un circuito de refrigeración de un motor térmico de vehículo automóvil, que comprende al menos una porción curvable corrugada (2, 3, 4, 5, 10, 10', 10'', 10'''), monocapa o multicapa, que está basada en al menos un material termoplástico y que comprende una sucesión de relieves radiales axialmente espaciados, al objeto de determinar huecos entre ellos, presentando cada relieve dos zonas frontales (13 y 14) reunidas entre sí por una zona intermedia , presentando cada una de las zonas frontales de cada relieve un mismo contorno poligonal en su conjunto que define al menos tres tramos rectos relacionados entre sí por tramos redondeados…
Manguera flexible de plástico y método para su fabricación.
(11/02/2015) Manguera flexible de plástico que comprende una pared flexible constituida por una pluralidad de espiras conectadas lateralmente de un perfil arrollado helicoidalmente, en donde las espiras del perfil están unidas entre sí por medio de una soldadura , en donde el perfil comprende una parte de banda con propiedades predeterminadas para proporcionar flexibilidad a la manguera, en donde el perfil termina a ambos lados en una parte vertical , en donde la soldadura está ubicada entre las partes verticales de espiras adyacentes y junto con estas partes verticales forma un nervio de refuerzo helicoidal en la pared flexible de la manguera con propiedades predeterminadas para proporcionar resistencia de núcleo a la manguera, caracterizada por que las partes verticales están provistas, a ambos lados del perfil, de una pata horizontal que se extiende…
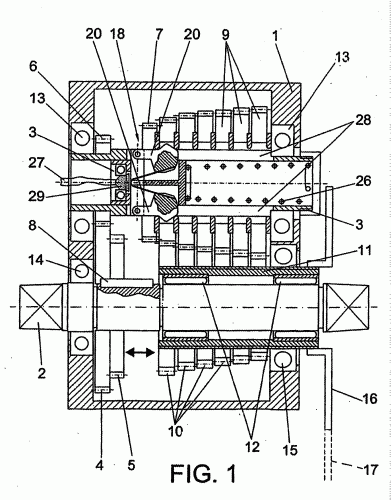
SISTEMA DE CAMBIO DE VELOCIDAD MECANICO PARA BICICLETAS Y VEHICULOS SIMILARES.
(16/02/2007). Ver ilustración. Solicitante/s: LLIBRER PORCAR, JOSE MIGUEL. Inventor/es: LLIBRER PORCAR, JOSE MIGUEL.
Se trata de un cambio que incluye un eje anterior con pedales y un eje posterior tubular que recibe el movimiento del eje anterior a través de pares de ruedas dentadas que engranan entre sí y que están asociadas a dichos ejes, los cuales están acoplados a una carcasa , que junto con el resto de los elementos del cambio, constituyen un modulo independiente ajustado dentro de un cajeado correspondiente con el eje de los pedales. El eje posterior incorpora unos piñones locos que engranan con otros piñones locos solidarios de un tubo coaxial acoplado libremente al rededor del eje anterior, fijándose también a ese tubo un plato . También se incluyen unos dispositivos de bloqueo selectivo de los piñones locos del eje posterior y de las ruedas dentadas (6, 7) de dicho eje posterior. Otra característica es que los piñones locos constituyen un conjunto flotante al incorporarse unos rodamientos que evitan la fricción entre ellos.
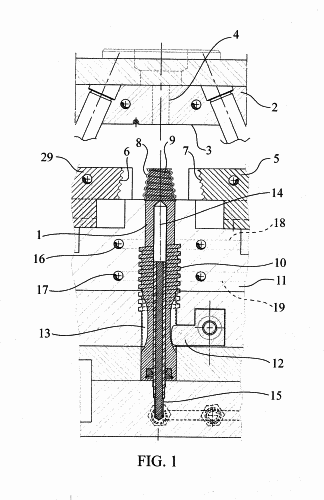
MOLDE PARA LA FABRICACION DE FUELLES ELASTICOS PARA VALVULAS DOSIFICADORAS DE PRODUCTOS FLUIDOS, PROCEDIMIENTO DE FABRICACION Y FUELLE FABRICADO MEDIANTE DICHO PROCEDIMIENTO.
(01/12/2005). Ver ilustración. Solicitante/s: PECOSO, S.L. Inventor/es: MIRA NAVARRO,MIGUEL ANGEL.
Molde para la fabricación de fuelles elásticos para válvulas dosificadoras de productos fluidos, procedimiento de fabricación y fuelle fabricado mediante dicho procedimiento. El molde comprende un cuerpo inferior y un cuerpo superior de cierre del molde desplazable verticalmente, de manera que el cuerpo inferior del molde está dotado en su parte superior de dos conjuntos de moldeo deslizantes transversalmente, portadores de sendas zonas de moldeo que se corresponden respectivamente con cada una de las mitades del perfil externo del fuelle a fabricar, susceptibles de quedar desplazadas en fase activa hasta rodear un noyo integrado en el molde inferior, dotado en su parte superior de la forma externa que corresponde al fuelle y que está integrado en el molde inferior con capacidad de desplazamiento por giro, poseyendo axialmente una cámara de refrigeración conectada a un conducto tubular conectado a su vez a un plato inferior móvil del conjunto del molde inferior.
MOLDE MOVIL CON SEPARACION DE LOS BLOQUES DE MOLDEO.
(16/07/1998). Solicitante/s: LUPKE, MANFRED ARNO ALFRED. Inventor/es: LUPKE, MANFRED ARNO ALFRED.
MOLDE MOVIL QUE TIENE SECCIONES DE BLOQUE DE MOLDEADO QUE SON CONDUCIDAS ALREDEDOR DE UNA PISTA CONTINUA . EL MOLDE TIENE UN SISTEMA DE CONDUCCION QUE INCLUYE UN PRIMER ELEMENTO DE CONDUCCION QUE LLEVA LAS SECCIONES DEL BLOQUE DE MOLDEADO SITUADAS EN POSICIONES LINDANTES A UN SEGUNDO ELEMENTO EN EL SISTEMA DE CONDUCCION QUE ACELERA Y SEPARA LAS SECCIONES DEL BLOQUE DE MOLDEADO Y QUE POSTERIORMENTE DESACELERA Y REAGRUPA LAS SECCIONES DEL BLOQUE DE MOLDEADO EN SUS POSICIONES LIMITROFES ANTES DE QUE LAS SECCIONES DEL BLOQUE DE MOLDEADO SEAN DEVUELTAS AL PRIMER ELEMENTO DE CONDUCCION . ESTA SEPARACION Y REAGRUPAMIENTO DE LAS SECCIONES DEL BLOQUE DE MOLDEADO ELIMINA LA NECESIDAD DE TENER UNA CADENA COMPLETA DE SECCIONES DE BLOQUE DE MOLDEADO LINDANTES ALREDEDOR DEL MOLDE.
{kind=link}
{kind=link}