CIP-2021 : B21D 51/26 : de botes de conserva o bidones; Cierre de botes o latas de forma definitiva (fabricación de dispositivos incorporados a los recipientes para vaciarlos B21D 51/38).
CIP-2021 › B › B21 › B21D › B21D 51/00 › B21D 51/26[2] › de botes de conserva o bidones; Cierre de botes o latas de forma definitiva (fabricación de dispositivos incorporados a los recipientes para vaciarlos B21D 51/38).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21D 47/00 hasta B21D 53/00: Tratamiento de chapas, tubos o perfiles metálicos previsto en alguno de los grupos B21D 1/00 - B21D 45/00, y utilizado en la fabricación de objetos acabados o semiacabados
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F).
B21D 51/00 Fabricación de objetos huecos (a partir de tubos con paredes espesas o no uniformes B21K 21/00).
B21D 51/26 · · de botes de conserva o bidones; Cierre de botes o latas de forma definitiva (fabricación de dispositivos incorporados a los recipientes para vaciarlos B21D 51/38).
CIP2021: Invenciones publicadas en esta sección.
Método para producir una lata de bebidas, una lata tipo botella o una lata de aerosol de aleación de aluminio.
(22/07/2020) Metodo de fabricacion de una lata de bebida, una botella o un pulverizador de aleacion de aluminio, por medio de embutido-estiramiento seguido de formacion de cuello y/o doblado, a partir de una pieza bruta no circular, de manera que:
- La tira de metal a partir de la cual se toma cada pieza bruta se divide virtualmente en hexagonos regulares identicos en donde dos lados opuestos son sustancialmente perpendiculares a la direccion de laminacion de dicha tira y forman un sistema hexagonal compacto plano
- El perimetro de dicha pieza bruta se calcula mediante ajuste usando un circulo concentrico que tiene un radio menor que el del circulo inscrito…
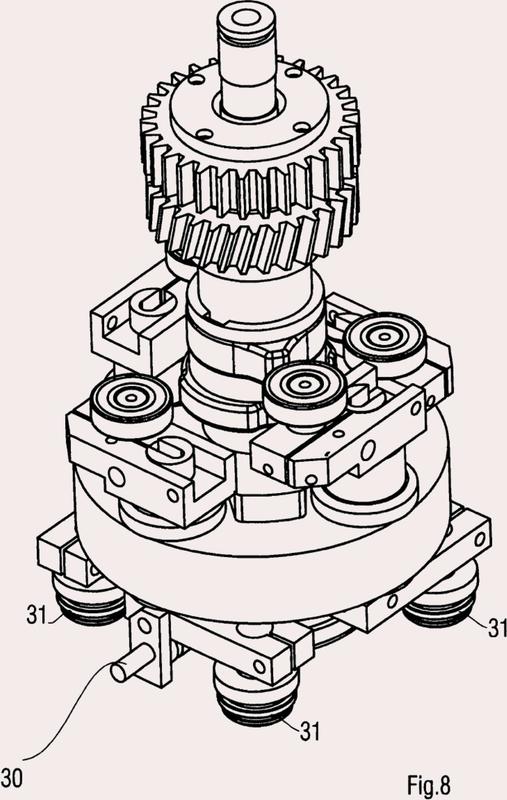
Dispositivo de conformación.
(06/11/2019) Dispositivo de conformación para cuerpos huecos con forma de vaso con un bastidor de máquina , una disposición de accionamiento, una mesa circular de piezas de trabajo para el alojamiento de cuerpos huecos y un soporte de herramientas para el alojamiento de herramientas de procesamiento , estando situados la mesa circular de piezas de trabajo y el soporte de herramientas opuestos una a otro y pudiendo rotar uno respecto a otro en torno a un eje de rotación , así como ajustarse linealmente uno respecto a otro a lo largo del eje de rotación , y estando la disposición de accionamiento configurada para facilitar un movimiento de paso rotatorio y un movimiento lineal cíclico entre la mesa circular de piezas de trabajo y el soporte de herramientas para hacer posible una conformación de los cuerpos huecos mediante…
Mejoras en o relacionadas con un procedimiento de formación de artículos de metal.
(06/11/2019). Solicitante/s: GCL International Sarl. Inventor/es: DUNWOODY, PAUL ROBERT.
Un procedimiento de formación de cierre de metal para la conformación de un cierre de metal para un acabado del cuello de un recipiente a partir de una pieza en bruto tubular que tiene un extremo cerrado, un extremo abierto y una pared lateral, que comprende sucesivamente:
i) al menos un paso de expansión en un primer punto desplazado axialmente desde el extremo abierto, para expandir circunferencialmente la pared lateral sobre una primera longitud (A) de la pared lateral; caracterizado por:
ii) al menos un paso de reducción en un segundo punto desplazado axialmente del extremo abierto, para reducir circunferencialmente la pared lateral sobre una segunda longitud (B) de la pared lateral; en el que
el segundo punto está más cerca del extremo abierto que el primer punto, y la primera longitud (A) es más larga que la segunda longitud (B).
PDF original: ES-2770645_T3.pdf
Conjunto de rodillo de alisado.
(02/10/2019) Un conjunto de cabezal de torreta para formar un artículo con cuello (200b) que tiene una porción de cuello estrechada , incluyendo la porción de cuello estrechada una porción redondeada (204a) que se extiende desde un cuerpo generalmente cilíndrico y una porción estrechada que se extiende desde la porción redondeada (204a), comprendiendo el conjunto del cabezal de la torreta :
al menos un rodillo de alisado , estando cada uno de los al menos un rodillo de alisado montado de forma giratoria en al menos un miembro de soporte del rodillo respectivo, teniendo cada uno de los al menos un rodillo de alisado…
Anillos de matriz con vibración ultrasónica.
(28/08/2019) Una matriz , que comprende:
un anillo de matriz generalmente cilíndrico que comprende una superficie final y que tiene un modo de flexión radial (RB0) de vibración en el que la superficie final oscila entre un estado cóncavo y uno convexo; y
un tubo de montaje coaxial con el anillo de matriz y que se extiende desde la superficie final del anillo de matriz;
caracterizado por que el tubo de montaje se une a la superficie final del anillo de matriz en un radio en el que la amplitud de la oscilación de la superficie final está en un mínimo.
Conjunto de martillo de formación y método de ensamblaje de un conjunto de martillo de formación.
(05/06/2019) Un conjunto de martillo de formación para una máquina de formación de recipientes, incluyendo la máquina de formación de recipientes un conjunto de torreta con un raíl de leva , comprendiendo el conjunto de martillo de formación :
un raíl de montaje configurado para unir el conjunto de martillo de formación al conjunto de torreta de la máquina de formación de recipientes;
un seguidor de leva conectado al raíl de montaje y configurado para asentar de forma móvil contra el raíl de leva del conjunto de torreta ;
un troquel de formación conectado al seguidor de leva de manera que el troquel de formación se mueve de una manera recíproca mientras que el seguidor de leva atraviesa el raíl de leva ;
una herramienta…
Dispositivo para cerrar recipientes de chapa.
(13/05/2019). Solicitante/s: HUBER PACKAGING GROUP GMBH. Inventor/es: SCHNEIDER, PETER.
Dispositivo para cerrar recipientes de chapa , con una estación para recibir un recipiente que está abierto hacia arriba y que tiene un borde circunferencial en el que esta insertada una tapa con un ahondamiento circunferencial , y con un cabezal expansor que se puede introducir la una tapa que yace sobre el borde circunferencial , para expandir la tapa en su ahondamiento circunferencial hacia fuera contra la pared de recipiente y deformarla plásticamente junto a esta hasta que la tapa quede unida de forma estanqueizante a la pared de recipiente , y con un equipo elevador para desplazar el cabezal expansor al interior de la tapa , caracterizado porque está prevista una pluralidad de segmentos tensores para expandir la tapa y la pared de recipiente , que están sujetos de forma radialmente móvil en un almacén intercambiable y que se pueden unir de forma separable a elementos de acoplamiento en el cabezal expansor.
PDF original: ES-2712455_T3.pdf
Procedimiento de fabricación de latas de aluminio y la composición de pretratamiento usada.
(12/04/2019) Procedimiento de fabricación de cilindros de latas, en el que
(A) una rodaja de una chapa de aluminio se embute profundamente formando un cilindro de lata abierto en un lado;
(B) al menos la superficie envolvente exterior del cilindro de lata abierto en un lado se pretrata y barniza en tanto que al menos la superficie envolvente exterior del cilindro de lata abierto en un lado se pone en contacto
(i) con una composición acuosa ácida que contiene
(a) al menos un compuesto inorgánico hidrosoluble de los elementos Zr, Ti, Si, Hf y/o Ce, y
(b) al menos una resina orgánica hidrosoluble que presenta al menos grupos hidroxilo, donde la suma del índice de ácido y/o índice…
Método para expandir el diámetro de un recipiente metálico.
(05/02/2019). Solicitante/s: Alcoa USA Corp. Inventor/es: MYERS,Gary L, DICK,Robert E, FEDUSA,ANTHONY J, HUNKER,GARY L.
Un método para formar un recipiente metálico que comprende:
A) rizar hacia afuera un borde superior del recipiente metálico para formar un rizo ; y
B) expandir un diámetro de una primera sección del recipiente metálico para formar una primera sección expandida;
en donde al menos parte de la primera sección expandida está debajo del rizo ,
en la que la etapa (A) de rizado y la etapa (B) de expansión se realizan simultáneamente, o en la que la etapa (B) de expansión se realiza después de la etapa (A) de rizado, y
en el que el método comprende además la etapa de (D) retirar el rizo del borde superior del recipiente metálico.
PDF original: ES-2698569_T3.pdf
Aparato para soportar un recipiente.
(12/11/2018) Un aparato para soportar un recipiente o artículo con forma de copa, aparato que comprende:
un soporte que incluye una cara de asiento para poner en contacto un elemento base o "apoyo" en el artículo, y uno o más canales para suministrar, retirar o balancear una presión de aire de manera tal que, cuando se aplica una succión al artículo, el apoyo se soporta contra la cara ; y un perfil de guía para guiar el artículo dentro del soporte;
caracterizado porque el perfil guía el apoyo sobre la cara de apoyo y comprende un contacto adicional con el artículo radialmente fuera de la cara de asiento; y porque
el aparato incluye un manguito externo concéntrico que proporciona el contacto radial adicional y resiste el movimiento lateral del artículo…
Procedimiento de fabricación de revestimiento para batería laminada.
(10/09/2018) Un procedimiento para fabricar un revestimiento externo para una batería laminada en el que
un revestimiento externo para una batería laminada, en el cual está formada una parte saliente (21a) para alojar un elemento de batería se fabrica
usando como material lámina de acero inoxidable austenítico que tiene una capa de resina termoplástica en una de una superficie delantera y una superficie trasera y una película lubricante en la otra de la superficie delantera y la superficie trasera;
en el que la película de lubricante es una película de resina formada a partir de uno o más tipos de…
ÚTIL PARA LIMPIEZA DE RULINAS DE MÁQUINAS CERRADORAS DE ENVASES O LATAS.
(07/09/2018). Solicitante/s: FUENTES HERNÁNDEZ, Fernando. Inventor/es: FUENTES HERNÁNDEZ,Fernando.
Útil para limpieza de rulinas (2a, 2b) de máquinas cerradoras de envases o latas, que comprende un cabezal acoplable a un motor, y en el que a su vez se encuentran montados: -unos discos tractores giratorios de las rulinas (2a, 2b) a limpiar, y que comprenden, al menos, un elemento de contacto con dichas rulinas para transmitir la tracción a las mismas, -al menos, un disco actuador , giratorio en distinto sentido y/o velocidad que los discos tractores , y provisto de, al menos, un elemento de limpieza de las rulinas (2a, 2b), y -una transmisión dispuesta entre el motor y los discos.
MÁQUINA CONFORMADORA DE CUELLOS DE ENVASES Y MÉTODO PARA LA INSPECCIÓN DE ENVASES IMPLEMENTADO CON DICHA MÁQUINA.
(07/12/2017). Solicitante/s: TECH PRO PACK S.L. Inventor/es: GOMEZ ZUBICARAY,Unai, PACHO PACHO,Jose Luis.
Máquina conformadora de cuellos para envases con un extremo abierto a conformar, que comprende una pluralidad de estaciones de sujeción de envases y una pluralidad de estaciones de útiles contiguas y enfrentadas, siendo las estaciones de sujeción y las estaciones de útiles desplazables unas con respecto a las otras, comprendiendo también la máquina un dispositivo de inspección de envases que comprende un detector de luz para detectar luz en el interior de cada envase . El dispositivo de inspección está unido a una estación de útiles , de tal manera que dicho dispositivo de inspección se desplaza junto con la estación de útiles con respecto al envase durante la inspección de dicho envase , manteniéndose la comunicación lumínica del detector de luz con el interior del envase durante dicha inspección.
Procedimiento y aparato de fabricación de una lata de metal.
(15/11/2017). Solicitante/s: CROWN PACKAGING TECHNOLOGY, INC. Inventor/es: RIVIERE, MAURICE, MAXWELL, IAN, CAUNTER,NICHOLAS JAMES, GLEDHILL,TANYA RUTH.
Un procedimiento de formación de una lata de metal, el procedimiento caracterizado por:
soportar un material de tapa en un punzón ;
situar un cuerpo de lata de metal que tiene, en un extremo abierto, un reborde que se extiende hacia fuera y una superficie de sellado adyacente al reborde, siendo la superficie (24A) de sellado paralela a o inclinada hacia el exterior en un ángulo con respecto a un eje central del cuerpo de lata;
soportar el extremo opuesto del cuerpo de lata sobre un soporte de base;
mover el cuerpo de lata y el punzón uno con respecto al otro; y estirar el material de tapa que se lleva por el punzón a lo largo de la superficie (24A) de sellado paralela o inclinada del cuerpo de lata para formar una tapa en forma de copa del material de tapa; y
sellar el material de tapa directamente a la superficie (24A) de sellado paralela o inclinada del cuerpo de lata.
PDF original: ES-2656800_T3.pdf
Dispositivo para la soldadura por transmisión láser, procedimiento para la soldadura por transmisión láser y un recipiente cerrado mediante lámina así fabricado.
(16/08/2017) Dispositivo para la soldadura por transmisión láser de al menos una costura de soldadura cerrada sobre sí misma entre un recipiente abierto, que está formado por una estructura de pared que presenta superficies frontales así como superficies de pared interiores y exteriores , rodeando la estructura de pared al menos un espacio hueco con un área de sección transversal, y una lámina que cubre las superficies frontales y que cierra así el recipiente , comprendiendo el dispositivo una fuente de haz láser , que presenta un gran número de emisores de haz láser activables individualmente y dispuestos en una matriz lineal en una dirección x, un alojamiento , diseñado…
Proceso para la formación por soplado de un preenvase en un envase de metal formado por soplado.
(09/08/2017) Procedimiento para formar por soplado de un preenvase en un envase de metal formado por soplado, que comprende las etapas de:
i. proporcionar un preenvase que comprende un cuerpo cilíndrico , un componente superior que tiene una abertura y un componente inferior , en el que el componente superior y/o el componente inferior está conectado al cuerpo cilíndrico por una costura que comprende un gancho del componente, un gancho del cuerpo, en el que la costura es una costura doble ;
ii. soportar el preenvase sobre un bloque de base ;
iii. confinar el cuerpo cilíndrico con dos partes del molde que definen la forma del cuerpo de envase formado por soplado;
iv. soportar el componente inferior del preenvase ; y
v. aplicar un fluido de formación por soplado…
Aparato de estirado y planchado.
(19/07/2017) Un aparato para formar un cuerpo de recipiente a partir de una preforma de metal que comprende:
un ariete centrado en torno a un eje longitudinal ;
un soporte de preforma que tiene una apertura a través de la cual pasa el ariete ;
un troquel anular alineado sustancialmente axialmente con el ariete y adaptado para permitir que el ariete pase a través del mismo;
un soporte de troquel anular que tiene una porción rebajada adaptada para recibir el troquel anular en el mismo, teniendo la porción rebajada una superficie anular, arqueada y cóncava ;
una pluralidad de anillos de planchado alineados sustancialmente axialmente con el ariete , caracterizado por:
un inserto en el rebaje situado entre la superficie anular, arqueada y cóncava y el troquel anular , soportando…
Dispositivo de procesamiento.
(24/05/2017) Dispositivo de procesamiento para piezas en bruto de envase ; con una bancada de máquina , con una instalación de alimentación para una alimentación de piezas en bruto de envases , con una instalación de descarga para un transporte de salida de piezas en bruto de envases , con una mesa redonda de piezas de trabajo alojada de forma giratoria con varias instalaciones de alojamiento , que están configuradas para una fijación temporal de piezas en bruto de envases y para un transporte de piezas en bruto de envases a lo largo de una vía de transporte en forma de sección de trayectoria circular entre la instalación de alimentación y la instalación de descarga , en el que la vía de transporte determina…
ÚTIL PARA LIMPIEZA DE RULINAS DE MÁQUINAS CERRADORAS DE ENVASES O LATAS.
(24/05/2017). Solicitante/s: FUENTES HERNÁNDEZ, Fernando. Inventor/es: FUENTES HERNÁNDEZ,Fernando.
Útil para limpieza de rulinas (2a, 2b) de máquinas cerradoras de envases o latas, que comprende un cabezal acoplable a un motor, y en el que a su vez se encuentran montados:
- unos discos tractores giratorios de las rulinas (2a, 2b) a limpiar, y que comprenden, al menos, un elemento de contacto con dichas rulinas para transmitir la tracción a las mismas,
- al menos, un disco actuador , giratorio en distinto sentido y/o velocidad que los discos tractores , y provisto de, al menos, un elemento de limpieza de las rulinas (2a, 2b), y
- una transmisión dispuesta entre el motor y los discos.
PDF original: ES-2608916_A1.pdf
PDF original: ES-2608916_B2.pdf
Herramienta de rebajado de carburo cementado.
(12/04/2017). Solicitante/s: SANDVIK INTELLECTUAL PROPERTY AB. Inventor/es: HEWITT,STEPHEN A, TARRES PUIT,ELENA, RIMBAU,VICTOR.
Una herramienta de rebajado para fabricar latas para bebidas de metal, siendo la herramienta de rebajado un carburo cementado que comprende, en porcentaje en peso, 18-63 de WC; 21-30 de TiC; 0-27 de TiN; 0-12 de NbC; de 0 a 2 de Cr3C2; de 8 a 14 de Co; y de 0 a 6 de Ni.
PDF original: ES-2663710_T3.pdf
Un método para producir mecánicamente un sellado repetible en una lata.
(04/01/2017) Un aparato de sellado de latas que comprende:
una placa de cierre que proporciona el acoplamiento con un conjunto de lata y tapa ; un motor que proporciona la rotación de la placa de cierre y cualquier conjunto de lata y tapa acoplado con él en un ritmo de rotación seleccionado;
un brazo de sellado sujeto de forma pivotante a un árbol ,
un rodillo de sellado unido a un primer extremo del brazo de sellado ; y un sistema de leva asociado de forma operativa con un segundo extremo del brazo de sellado , proporcionando el sistema de leva fuerza para mover el brazo de sellado de una forma controlada y acopla así el rodillo de sellado con el conjunto de lata y tapa , comprendiendo el sistema de leva una leva de rotación ;
un seguidor de leva asociado a la leva ; caracterizado por
uno o más accionadores que…
Chaveta para cambio rápido para cavidad de torreta.
(09/11/2016) Chaveta de cavidad de torreta que comprende:
un primer bloque deslizable ;
un segundo bloque deslizable ;
un tercer bloque deslizable ; y
un cuarto bloque deslizable ;
configurada de manera que los bloques deslizables son retenidos por un gato de rosca adaptado para
acercar el primer bloque deslizable y / o el cuarto bloque deslizable relativamente entre sí y adaptado para alejar el primer bloque deslizable y / o el cuarto bloque deslizable relativamente entre sí, y configurado de manera que cuando el primer bloque deslizable y el cuarto bloque deslizable se acercan relativamente entre sí, el…
Procedimiento para el tratamiento previo de un cuerpo de lata fabricado a partir de una chapa de metal.
(19/10/2016). Solicitante/s: ThyssenKrupp Rasselstein GmbH. Inventor/es: GADE, DIRK, VAN DAM, WILLEM LEENDERT PIETER, SAUER, REINER, DR., MERTENS,NORBERT, HÖHN,WINFRIED, TSCHAGE,ANDREAS, PUNG,INGO, WERSUHN,RALF, KOLB,ALEXANDER.
Procedimiento para el tratamiento previo de un cuerpo de lata fabricado a partir de una chapa de metal para una lata antes del llenado de la lata con un producto de llenado previsto, presentando el cuerpo de lata una base de lata con una cúpula abovedada hacia dentro y con un borde de ajuste circundante en el lado externo de la base de lata , teniendo lugar una deformación libre de la base de lata , en particular en la región del borde de ajuste , mediante la introducción de una fuerza de compresión dirigida desde el interior del cuerpo de lata hacia fuera sobre la base de lata , caracterizado por que la deformación de la base de lata provocada mediante la introducción de la fuerza de compresión se corresponde con una deformación de la base de lata que se produciría por la presión interna que se forma durante o tras el llenado de la lata sin tratar con un producto de llenado carbonatado.
PDF original: ES-2644832_T3.pdf
Tratamiento previo de latas para la adherencia de barniz mejorada.
(21/09/2016). Solicitante/s: HENKEL AG & CO. KGAA. Inventor/es: RIESOP, JORG.
Procedimiento para el tratamiento de superficie de un cilindro de lata sometido a embutición profunda a partir de chapa de aluminio y abierto por un lado, en el que al menos la superficie lateral exterior del cilindro de lata se pone en contacto con una composición ácida acuosa, la cual contiene
a) 0,01-1 g/l de al menos un compuesto soluble en agua de los elementos Zr, Ti, Si, Hf y/o Ce, con respecto a la totalidad de los elementos anteriores,
b) 0,1-50 g/l de al menos una resina orgánica soluble en agua, que presenta al menos grupos carboxilo o grupos hidroxilo, ascendiendo la suma de índice de acidez y/o índice de hidroxilo de la resina respectiva a al menos 50 mg de KOH/g y
c) 0,1-10 g/l de al menos una cera dispersada.
PDF original: ES-2608633_T3.pdf
Máquina de procesamiento de latas con diseño en voladizo.
(03/08/2016). Solicitante/s: Belvac Production Machinery, Inc. Inventor/es: MARSHALL,HAROLD JAMES, BABBITT,Terry, SCHILL,JOSEPH.
Módulo de máquina que está dispuesto para realizar una operación de procesamiento en una pluralidad de artículos , comprendiendo el módulo de máquina :
una base modular con una parte de pie y una parte de pata que se extiende hacia arriba desde la parte de pie ;
un mecanismo de torreta en voladizo , incluyendo el mecanismo de torreta en voladizo una parte extrema de procesamiento de artículo que es una parte en voladizo que sobresale de la parte de pie de la base modular , incluyendo la parte extrema de procesamiento de artículo maquinaria para realizar la operación de procesamiento en la pluralidad de artículos ; y
caracterizado por que el módulo de máquina comprende además una rueda de estrella de torreta sobre el mecanismo de torreta en voladizo; y
una rueda de estrella de transferencia.
PDF original: ES-2598478_T3.pdf
Procedimiento para fabricar cuerpos de latas que tienen nervios axiales y fondo con reborde escalonado.
(27/07/2016) Un procedimiento de fabricación de un cuerpo de lata que tiene al menos un nervio axial y un fondo que incluye un reborde escalonado, comprendiendo dicho procedimiento:
colocar una copa que tiene una primera profundidad y un extremo cerrado sobre un bloque central de una matriz de reestirado, teniendo dicho extremo cerrado de dicha copa una periferia anular con conicidad hacia dentro;
desplazar relativamente un conjunto de troquel que incluye al menos un troquel de cordón axial sobre dicho bloque central en una única operación de estirado para:
conformar al menos un cordón axial en una pared lateral de dicha copa ;
conformar…
Un cuerpo de recipiente, un recipiente y un método para realizar un cuerpo de recipiente.
(20/07/2016). Solicitante/s: Ardagh MP Group Netherlands B.V. Inventor/es: ROETERDINK, JOHAN, WILLEM.
Método para realizar un cuerpo de recipiente , que comprende las etapas de:
i) disponer un cuerpo de recipiente redondo;
ii) formar, al menos, un reborde circunferencial en el cuerpo de recipiente;
iii) comprimir axialmente el cuerpo de recipiente para cerrar axialmente y retorcer el reborde retorcido, y en el que se comprime radialmente el reborde retorcido, caracterizado por que la compresión radial usa herramientas (36 y 37) de las cuales una herramienta está provista de una cavidad para recibir y alojar el reborde.
PDF original: ES-2598495_T3.pdf
Mecanismo de válvula de aire deslizante con auto-compensación.
(04/05/2016) Una máquina de tratamiento de un artículo con un conjunto de pistón y un mecanismo de válvula de aire deslizante, comprendiendo el mecanismo de válvula de aire deslizante:
un paso de entrada de aire con una primera extremidad de entrada y una segunda extremidad de entrada;
un paso de salida de aire con una primera extremidad de salida próxima a la segunda extremidad de entrada, y una segunda extremidad de salida próxima a una extremidad de tratamiento del artículo de utillaje en el conjunto de pistón; y
un disco deslizable posicionado entre la segunda extremidad de entrada y la primera extremidad…
Deformación de cuerpos de pared delgada.
(25/02/2016). Ver ilustración. Solicitante/s: ENVASES LIMITED. Inventor/es: GARCIA CAMPO, SANTIAGO, SAIZ GOIRIA, JUAN.
Un procedimiento de deformación de un cuerpo de pared delgada, comprendiendo el procedimiento: i) sujetar el cuerpo firmemente agarrado en una estación de sujeción; ii) deformar la pared del cuerpo en una zona predeterminada de pared, en una estación de herramental, la cual está contigua a la estación de sujeción durante la deformación; caracterizado porque el herramental engancha la pared del cuerpo en la zona predeterminada de pared y porque la zona predeterminada de pared está co-alineada con el herramental por medio de movimiento coordinado del herramental antes del enganche de deformación con la pared del cuerpo.
PDF original: ES-2225477_T3.pdf
PDF original: ES-2225477_T7.pdf
Método de fabricación de latas de aerosol de aluminio a partir de materia prima en bobinas.
(10/02/2016). Solicitante/s: EXAL CORPORATION. Inventor/es: THOMAS,CHUPAK.
Un método para formar un perfil de hombro en una lata de aluminio construida de una aleación de aluminio de la serie 3000, que comprende procesar dicha lata con al menos treinta boquillas de extrusora diferentes, caracterizado porque dicho procesamiento comprende:
extrudir con boquilla la lata con una primera boquilla de extrusora que tiene un ángulo de 0º30'0"en la parte posterior de dicha primera boquilla; y
extrudir con boquilla la lata con una segunda boquilla de extrusora que tiene un ángulo de 3º en la parte posterior de dicha segunda boquilla.
PDF original: ES-2559194_T3.pdf
Matriz de expansión para dar forma a recipientes.
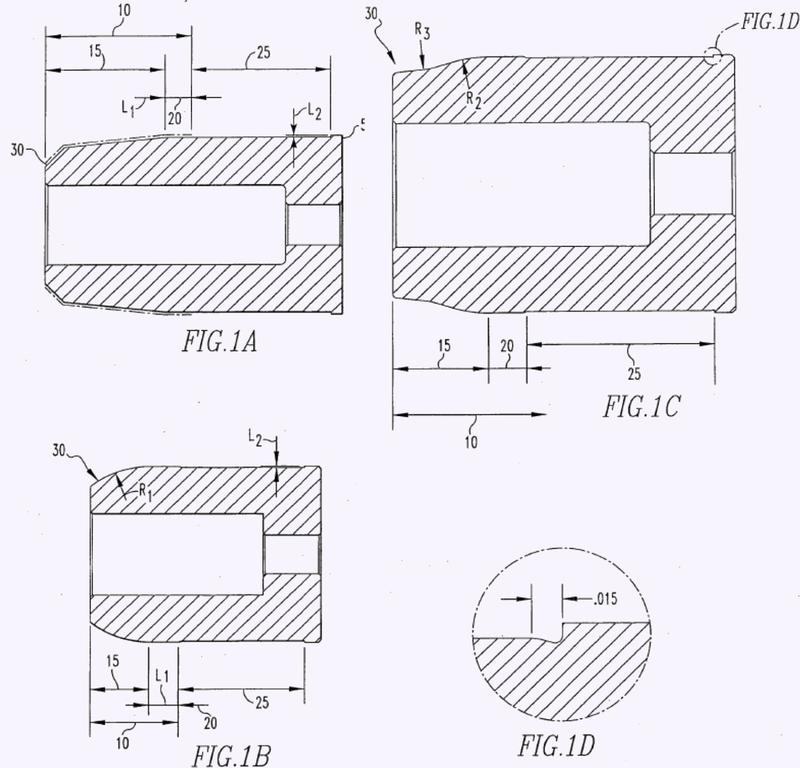
(27/01/2016). Ver ilustración. Solicitante/s: ALCOA INC.. Inventor/es: FEDUSA,Anthony, MYERS,GARY, DICK,ROBERT.
Una matriz de expansión para fabricar recipientes de metal, que comprende:
una superficie funcional configurada para expandir el diámetro de un recipiente de metal, comprendiendo la superficie funcional una parte que se expande progresivamente y una parte de apoyo; y una parte rebajada ;
en donde la parte de apoyo se encuentra entre la parte que se expande progresivamente y la parte rebajada y el diámetro exterior de la parte de apoyo es el diámetro máximo de la matriz; caracterizada por que la superficie funcional es una superficie no pulida y tiene un acabado superficial Ra en el intervalo de 0,2 μm (8 μ pulgadas), a 0,81 μm (32 μ pulgadas).
PDF original: ES-2567037_T3.pdf
Procedimiento de conformado de la pared de la embocadura de un recipiente o envase metálico y dispositivo para tal efecto.
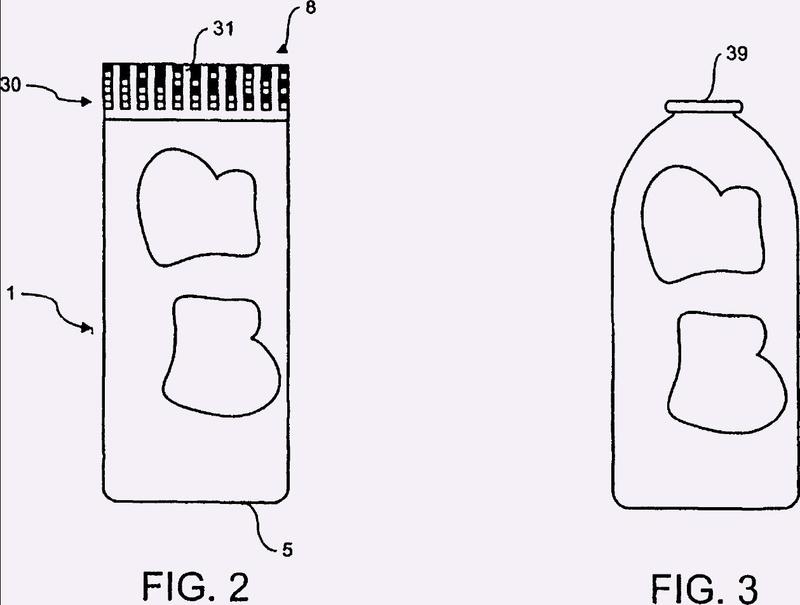
(13/01/2016). Ver ilustración. Solicitante/s: SODETECH SARL. Inventor/es: LARROCHE,JEAN, SERNA,FRANCISCO.
Procedimiento de conformado de la pared de la embocadura de un recipiente o envase metálico cilíndrico a partir de un cuerpo cilíndrico tubular, acordonado o no, que tiene que recibir una tapa de obturación dotada de una junta elástica retenida por un vacío creado dentro del recipiente, caracterizado por la utilización de un solo órgano, el cabezal , que efectúa conjunta y simultáneamente la deformación del diámetro interno del recipiente por expansión para realizar un reborde y una contracción que realiza un estirado por encima del reborde de la embocadura , comprendiendo el cabezal una parte fija expansible y una parte móvil que gira alrededor de la parte fija, siendo coaxiales dichas partes del cabezal, lo cual tiene como efecto el estrechar el metal y endurecerlo organizando las moléculas de metal bajo dos tensiones simultáneas, lo cual endurece el envase y le permite resistir al vacío que se le aplica.
PDF original: ES-2567703_T3.pdf
{kind=link}
{kind=link}
{kind=link}