Velo unido y fabricación del mismos.
Un velo unido que comprende filamentos que comprenden un primer material polimérico con una primera temperatura de fusión y un segundo material polimérico con una segunda temperatura de fusión que es más alta que la primera temperatura de fusión,
teniendo dicho velo unido
- un módulo de estrechamiento en dirección transversal de la máquina de al menos 800 N/m,
- una extensibilidad en la dirección transversal de la máquina de al menos el 70 % medido de acuerdo con la norma DIN EN 29073-3; y
- una resistencia a la tracción en la dirección transversal de la máquina de como máximo 4 N/cm medido de acuerdo con la norma DIN EN 29073-3; y
en el que las uniones se realizan mediante calandrado a una temperatura de calandrado de entre el punto de adherencia y la temperatura de calandrado estándar, que es la temperatura a la cual se forma el velo unido con la máxima resistencia a la tracción en la rotura en la dirección de la máquina.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2011/020982.
Solicitante: Fitesa Nonwoven, Inc.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 840 S.E. Main Street Simpsonville, SC 29681 ESTADOS UNIDOS DE AMERICA.
Inventor/es: HARTL, HELMUT, DR., BURKHART,Thomas, DANIELS,WALTER D, LU,JONATHAN A, KONG,DEYING, NEWKIRK,DAVID DUDLEY, TURNER,ROBERT H, REYNOLDS,LISA, DEBEER,TONNY.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- D04H3/16 TEXTILES; PAPEL. › D04 TRENZADO; FABRICACION DEL ENCAJE; TRICOTADO; PASAMANERIA; NO TEJIDOS. › D04H FABRICACION DE TEJIDOS TEXTILES, p. ej. A PARTIR DE FIBRAS O MATERIALES FILAMENTOSOS (tejido D03; tricotado D04B; trenzado D04C; fabricación de redes D04G; costura D05B; implantación de pelos o mechones por picado D05C; terminación de los "no tejidos" D06 ); ARTICULOS FABRICADOS CON AYUDA DE ESTOS PROCEDIMIENTOS O APARELLAJE, p. ej. FIELTROS, NO TEJIDOS; GUATA; NAPA (telas no tejidas que tienen una capa intermedia o externa de género diferente, p. ej. una tela tejida, B32B). › D04H 3/00 No tejidos formados únicamente o principalmente de hilos o de materiales filamentosos similares de longitud sustancial. › con uniones entre filamentos termoplásticos producidos en relación con la formación de filamentos, p. ej. siguiendo inmediatamente la extrusión.
PDF original: ES-2550482_T3.pdf
Fragmento de la descripción:
Velo unido y fabricación del mismos
Campo técnico
Esta solicitud se refiere a velos unidos y a un método de producción de un velo unido.
Antecedentes de la divulgación
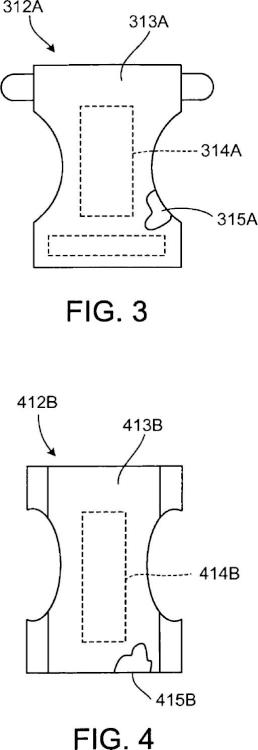
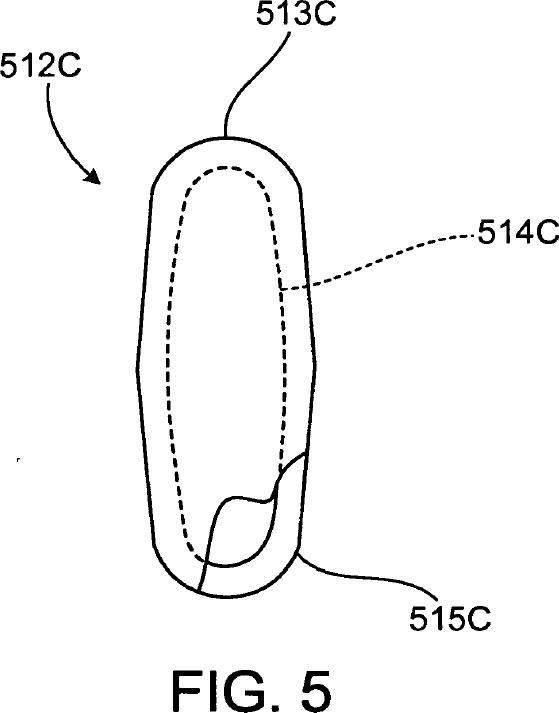
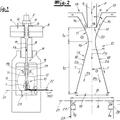
Los velos unidos, tales como materiales textiles no tejidos, son materiales bien conocidos en campos de aplicación amplios. Las aplicaciones importantes abarcan productos de higiene y artículos desechables tales como, por ejemplo, pañales. Muchos de estos artículos no consisten en un velo unido solo sino que incluyen un componente elastomérico para proporcionar, por ejemplo, un ajuste mejorado. Este componente elastomérico es, por ejemplo, 15 una película elástica. En un proceso de laminado, el material de velo unido está fijado a esta película elástica en uno o ambos lados de la película y proporciona al componente elastomérico un tacto de tipo textil. Dichos laminados se pueden usar, por ejemplo, en productos médicos o en productos para el cuidado de lactantes.
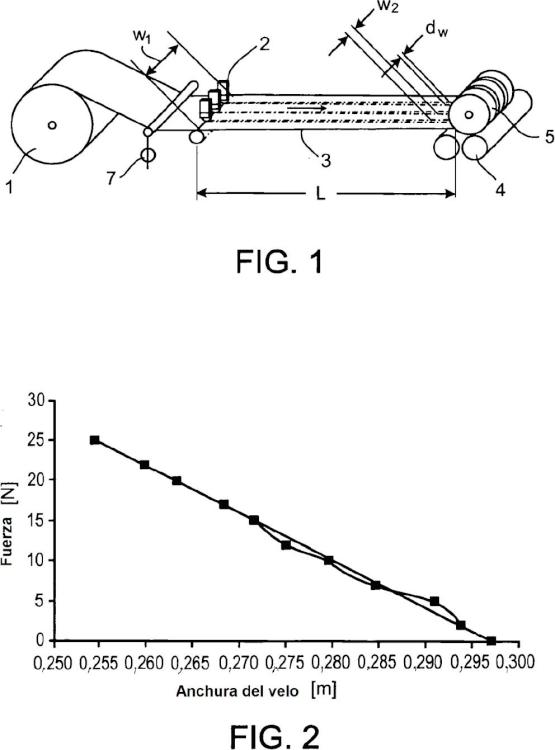
Estos laminados generalmente se producen en líneas de conversión de alta velocidad que aplican tensión en dirección de la máquina a los velos unidos. La aplicación de tensión a los velos unidos en la dirección de la máquina generalmente hará que se estrechen, es decir que su anchura disminuya. Para obtener una producción óptima, el velo unido es para cubrir completamente la película elástica y normalmente explica el estrechamiento. El principio de explicación del estrechamiento se puede explicar usando un velo unido que, antes del estrechamiento, es ligeramente más amplio que la película cubierta por el velo, pero después del estrechamiento el velo unido tiene la misma anchura que la película cubierta por el velo. No obstante, durante los típicos procesos de conversión, la tensión aplicada al velo unido varía, lo que da lugar a variaciones en el estrechamiento y, por tanto, a variaciones en el grado en el que el velo unido cubre la película elástica.
El documento WO-A-99/32699 describe materiales no tejidos unidos térmicamente de bajo peso que tienen un bajo estrechamiento para una tensión dada en la dirección de la máquina. Esta propiedad también se menciona en el presente documento como estabilidad dimensional elevada. En el documento WO-A-99/32699, esta estabilidad dimensional elevada se consigue mediante patrones continuos o discontinuos de regiones de unión con áreas de unión de entre 10 y 50 %.
Las láminas o laminados de múltiples capas de un velo unido y una película elástica de diez RUN a través de una máquina tras el tratamiento para mejorar el tacto, aspecto y suavidad de tipo textil. Estos procesos después de tratamientos o activación, como a veces se denominan, generalmente son métodos de estirado. Dependiendo del grado de activación, el velo unido o la superficie del velo unido de un laminado se proporciona con una suavidad mayor, un tacto lanoso y un aspecto más agradable. Se usan grados elevados de estirado para obtener materiales más suaves. Cuando se estiran, los velos unidos se pueden romper salvo que tengan la suficiente capacidad de extensión. Desde el punto de vista del consumidor está claro que el material más blando es el más preferido. Con el fin de evitar la rotura del velo unido, la preferencia por materiales más blandos y, por tanto, los grados elevados de activación conducen al uso de velos unidos altamente extensibles.
La patente de EE.UU. Nº 5.057.357 describe un material textil no tejido que tiene una resistencia a la tensión y una estabilidad significativamente mejoradas (es decir, una resistencia MD y estrechamiento CD bajos) , lo que es particularmente útil en aplicaciones de cobertura. El material textil no tejido se produce mediante un proceso de pasar un velo fibroso a través de un par de puntos de sujeción de calandrado calentados que se unen cada una a un lado opuesto del velo.
Los documentos US-A-2002/0119720 and US-A-2003/0207640 describen el denominado proceso de laminación de anillos en el que los velos unidos o los laminados elásticos se activan entre dientes reticulados de rodillos de activación. El estirado mecánico se puede producir en longitud así como en anchura.
Otro ejemplo de un sistema multicapas tratado mecánicamente es un velo unido de un material cardado. Este velo unido se describe en el documento WO-A-95/04654.
El documento EP-A-I, 131.479 enseña otro abordaje de la activación: Un material no tejido hilado se une y después se estira en longitud para orientar los filamentos dispuestos al azar. Después, el velo unido se une de nuevo para fijar esta orientación de los filamentos. Estos velos unidos muestran un aumento de extensibilidad en la dirección transversal a la máquina y son adecuados para la laminación con anillos cuando se lamina a una película elástica. La principal desventaja de esta enseñanza es que se usan dos etapas de unión, lo que es una etapa de unión más de lo habitual y, por tanto, relativamente cara y laboriosa en cuanto al tiempo. Además, la extensibilidad está limitada a únicamente la dirección transversal de la máquina. Una desventaja adicional es que la segunda etapa de unión 65 aumenta el área unida total lo que endurece el velo unido, de forma que la activación por laminación de anillos en la que el velo unido está altamente estirado podría no ser posible sin destruir el velo unido. La blandura y el aspecto
también podrían sufrir esta segunda etapa de unión.
Los materiales HEC (materiales cardados de elongación alta) tienen una extensibilidad tal que son adecuados para usar en procesos de activación. Ejemplos de dichos materiales HEC son are FPN 333 en 24 GSM y el producto HEC
FPN 332 disponibles de Fiberweb Nonwovens of Simpsonville, South Carolina, EE.UU. También tiene un modesto comportamiento de estrechamiento. La principal desventaja es su peso base comparativamente alto (y, por tanto, un uso de la materia prima comparativamente alto) para convertirlos en adecuados para los fines mencionados. El peso base relativamente alto de los materiales cardados conduce a una desventaja adicional: su precio más alto en comparación con los materiales hilados hace que sean relativamente caros en comparación con los materiales hilados.
El documento WO-A-2008/024.739, por ejemplo, describe laminados elásticos hechos de películas elásticas cubiertas con velos unidos cardados de pesos base entre 22 g/m2 y 30 g/m2.
No obstante, hasta ahora no se usan velos unidos hechos de filamentos en lugar de materiales no tejidos cardados. La razón de esto es una propiedad de velos unidos que contienen filamentos convencionales, tales como hilados. Si un hilado muestra una elevada extensibilidad, muestra una estabilidad dimensional baja al mismo tiempo y si un hilado tiene una estabilidad dimensional alta, su extensibilidad no es lo suficientemente baja. Los ejemplos son materiales no tejidos hilados hechos de polipropileno (buena estabilidad dimensional, baja extensibilidad) o materiales no tejidos hilados de fibras de dos componentes de polipropileno/polietileno (extensibilidad alta, estabilidad dimensional baja) .
Los hilados altamente extensibles están disponibles comercialmente en Fiberweb con el nombre comercial Sofspan. Estos hilados muestran una propiedad de estrechamiento bajo. Estos hilados se caracterizan por una elevada resistencia a la tracción en dirección transversal a la máquina, lo que les convierte en menos preferidos para operaciones mecánicas tras el tratamiento (por ejemplo, en un proceso de laminación de anillos) debido a su propensión a romperse.
Sumario de la divulgación
Es un objetivo de la presente divulgación proporcionar velos unidos que muestren una pequeña variación del estrechamiento cuando la tensión en la dirección de la máquina varía y que son adecuados para su activación mecánica (por ejemplo, en procesos de laminación de anillos) en dirección transversal a la máquina.
Los velos unidos de la reivindicación 1 proporcionan una solución al objetivo de la divulgación. Los velos unidos de acuerdo con la reivindicación 1 tienen una estabilidad dimensional elevada, es decir tienen un estrechamiento bajo en la dirección transversal de la máquina cuando están en tensión en la dirección de la máquina. En otras palabras, estos velos no unidos tienen un módulo de estrechamiento alto. Como el estrechamiento es bajo, las variaciones del estrechamiento son pequeñas cuando la tensión en la dirección de la máquina varía en comparación con los velos unidos con un estrechamiento más alto. Dado que las variaciones en el estrechamiento son pequeñas, es más fácil controlar un proceso de laminación usando un velo unido de este tipo para disponer el velo unido cubriendo una película a la que... [Seguir leyendo]
Reivindicaciones:
1. Un velo unido que comprende filamentos que comprenden un primer material polimérico con una primera temperatura de fusión y un segundo material polimérico con una segunda temperatura de fusión que es más alta que 5 la primera temperatura de fusión, teniendo dicho velo unido -un módulo de estrechamiento en dirección transversal de la máquina de al menos 800 N/m, -una extensibilidad en la dirección transversal de la máquina de al menos el 70 % medido de acuerdo con la norma DIN EN 29073-3; y -una resistencia a la tracción en la dirección transversal de la máquina de como máximo 4 N/cm medido de acuerdo con la norma DIN EN 29073-3; y en el que las uniones se realizan mediante calandrado a una temperatura de calandrado de entre el punto de adherencia y la temperatura de calandrado estándar, que es la temperatura a la cual se forma el velo unido con la 15 máxima resistencia a la tracción en la rotura en la dirección de la máquina.
2. Un velo unido de acuerdo con la reivindicación 1, en el que el módulo de estrechamiento en la dirección transversal de la máquina es de al menos 1000 N/m y en el que la resistencia a la tracción en la dirección transversal de la máquina es menos de 2, 5 N/cm.
3. Un velo unido de acuerdo con las reivindicaciones 1 o 2, en el que el denier de los filamentos está entre 1 y 3 dtex.
4. Un velo unido de acuerdo con una cualquiera de las reivindicaciones 1 a 3, en el que el área de unión del material 25 no tejido está entre el 16 % y el 35 %.
5. Un velo unido de acuerdo con una cualquiera de las reivindicaciones 1 a 4, en el que el material no tejido unido por hilado tiene una abrasión en la prueba de frotamiento con tinta de Sutherland menor de 0, 25 mg/cm2.
6. Un velo unido de acuerdo con una cualquiera de las reivindicaciones 1 a 5, en el que los filamentos son filamentos de un componente hechos con combinaciones de diferentes poliolefinas, preferentemente de polipropileno, polietileno, sus copolímeros o combinaciones de los mismos.
7. Un velo unido de acuerdo con una cualquiera de las reivindicaciones 1 a 5, en el que los filamentos son filamentos de dos componentes hechos con combinaciones de diferentes poliolefinas, preferentemente de polipropileno, polietileno, sus copolímeros o combinaciones de los mismos.
8. Un velo unido de acuerdo con la reivindicación 7, en el que los filamentos son filamentos de vaina-núcleo con el núcleo de propileno y la vaina de polietileno. 40
9. Un velo unido de acuerdo con la reivindicación 8, en el que el área transversal del núcleo forma entre el 15 y el 85 % del filamento y el área transversal de la vaina suma entre el 85 % y el 15 % del filamento.
10. Un velo unido de acuerdo con una cualquiera de las reivindicaciones 1 a 9, en el que el velo unido tiene un peso 45 base de menos de 25 g/m2, preferentemente menos de 22 g/m2.
11. Un velo unido de acuerdo con una cualquiera de las reivindicaciones 1 a 10, en el que el velo unido es un material hilado.
12. Un método de fabricación de un velo unido de acuerdo con una cualquiera de las reivindicaciones 1 a 11, que comprende las etapas:
i) extruir un primer material polimérico fundido con una primera temperatura de fusión y un segundo material polimérico fundido con una segunda temperatura de fusión que es más alta que la primera temperatura de fusión 55 a través de una hilera, de modo que se forma una pluralidad de filamentos que comprenden un primer material polimérico y un segundo material polimérico, ii) enfriar y estirar los filamentos después de que estos han salido de la hilera, iii) recoger los filamentos enfriados y estirados en un medio de recogida para formar un velo no consolidado, y iv) unir el velo no consolidado mediante la acción de una o más calandrias usando una temperatura de 60 calandrado que está entre el punto de adherencia y la temperatura de calandrado estándar a la que se forma el velo unido con la máxima resistencia a la tracción en la rotura en la dirección de la máquina.
13. Un método de acuerdo con la reivindicación 12, en el que se usa una calandria con uno o más rodillos de calandria recubiertos con una capa de un material antiadherente para reducir la adherencia del velo unido al uno o 65 más de los rodillos de calandrado.
14. Un método de acuerdo con la reivindicación 13, en el que el material antiadherente es un fluoropolímero.
Patentes similares o relacionadas:
Tela no tejida que comprende una capa de elasticidad alta, del 17 de Junio de 2020, de Fibertex Personal Care A/S: Una tela que comprende al menos una capa (SH) no tejida unida por hilado de elasticidad alta que tiene fibras de multiples componentes rizadas, caracterizada […]
Partículas poliméricas, del 29 de Abril de 2020, de Canco Hungary Investment Ltd: Un artículo polimérico que comprende capas de polímero sucesivas, que comprenden: (a) una primera capa de polímero que comprende un material polimérico orientado; […]
Método para hacer una banda no tejida de curvatura alta, del 8 de Abril de 2020, de Fibertex Personal Care A/S: Un metodo para hacer una banda no tejida unida por hilado de curvatura alta que comprende fibras de multiples componentes rizadas, donde el proceso comprende girar […]
Material biocompatible que presenta un tejido de nano- o microfibras no tejidas producido por procedimiento de electrohilado, del 25 de Marzo de 2020, de SUNSTAR SUISSE SA: Material biocompatible que comprende un tejido no tejido de nano- o microfibra biocompatible producido mediante electrohilado para su uso en el tratamiento de hueso […]
Dispositivo para la fabricación de materiales no tejidos hilados, del 4 de Marzo de 2020, de REIFENHÄUSER GMBH & CO. KG MASCHINENFABRIK: Dispositivo para la fabricación de materiales no tejidos hilados a partir de filamentos continuos , en especial de filamentos continuos […]
Material no tejido y proceso de formación del mismo, del 20 de Noviembre de 2019, de Fitesa Germany GmbH: Un material no tejido que comprende una pluralidad de fibras que contienen ácido poliláctico que forman una banda no tejida, en donde los […]
Bandas sopladas por fusión de alta calidad con propiedades de barrera mejoradas, del 11 de Septiembre de 2019, de BOREALIS AG: Bandas sopladas por fusión que comprenden fibras sopladas por fusión hechas de al menos un 80 % en peso de una composición de polipropileno que comprende (A) […]
 Dispositivo para la fabricación de material tejido de filamentos continuos, del 28 de Agosto de 2019, de REIFENHÄUSER GMBH & CO. KG MASCHINENFABRIK: Dispositivo para fabricar material tejido de filamentos continuos , especialmente de plástico termoplástico, con al menos una hilera […]
Dispositivo para la fabricación de material tejido de filamentos continuos, del 28 de Agosto de 2019, de REIFENHÄUSER GMBH & CO. KG MASCHINENFABRIK: Dispositivo para fabricar material tejido de filamentos continuos , especialmente de plástico termoplástico, con al menos una hilera […]