Unidad de plegado para máquinas de envasado de productos alimenticios que se pueden verter.
De este modo, se reducen las tensiones mecánicas sobre los envases 3 y se mejora en gran medida la calidad engeneral de los envases 2 plegados.
Por las mismas razones, incluso las pestañas de extremo 14 de envases 3 hechos de una amplia gama de materialesde envase, particularmente materiales de envase duros, son plegadas de forma eficiente por la unidad 1.Finalmente, la elevación máxima de las placas 42 con respecto a los correspondientes ejes D puede variarsefácilmente, modificando de forma simple la forma de las levas 80.
Por consiguiente, es posible plegar diferentes tipos de envases 2 que tienen pestañas de extremo 14 más o menospresionadas sobre la porción principal 7 mediante la modificación de la forma de las levas 80.
Claramente, pueden realizarse cambios a la unidad 1 sin, sin embargo, apartarse del alcance protector definido en lasReivindicaciones adjuntas.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09167649.
Solicitante: TETRA LAVAL HOLDINGS & FINANCE SA.
Nacionalidad solicitante: Suiza.
Dirección: AVENUE GENÉRAL-GUISAN 70 1009 PULLY SUIZA.
Inventor/es: SANTI, FRANCO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B51/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 51/00 Dispositivos o procesos para soldar o fijar los pliegues o cierres de los paquetes, p. ej. sacos con el cuello cerrado por torsión. › por elementos oscilantes o de movimiento alternativo.
- B65B7/18 B65B […] › B65B 7/00 Cierre de los receptáculos o recipientes después del llenado. › plegando una parte de la boca y a continuación replegando y fijando las lengüetas.
PDF original: ES-2392012_T3.pdf
Fragmento de la descripción:
Unidad de plegado para máquinas de envasado de productos alimenticios que se pueden verter
La presente invención se refiere a una unidad de plegado para máquinas de envasado usadas para producir de forma continua envases cerrados herméticamente de productos alimenticios que se pueden verter a partir de un tubo de de material de envase.
Como es conocido, muchos productos alimenticios tales como zumos de frutas, leche pasteurizada o UHT (tratada con temperatura ultra alta) , vino, salsa de tomate, etc., son vendidos en envases hechos de material de envase esterilizado.
Un ejemplo típico de este tipo de envase es el envase en forma de paralelepípedo para productos alimenticios líquidos o que se pueden verter conocido como Tetra Brik Aseptic (marca registrada) , el cual está hecho mediante el plegado y sellado de material de envase en tiras laminadas.
El material de envase tiene una estructura multicapa que comprende, sustancialmente, una capa de base que proporciona rigidez y resistencia, la cual puede comprender una capa de material fibroso, por ejemplo papel, o de material de polipropileno relleno con mineral, y una serie de capas de material plástico de sellado térmico, por ejemplo película de polietileno, cubriendo ambos lados de la capa de base.
En el caso de envases asépticos para productos de larga duración, tales como la leche UHT, el material del envase también comprende una capa de material de barrera a los gases y a la luz, por ejemplo película de aluminio o etileno vinil alcohol (EVOH) , la cual se superpone a una capa de material plástico de sellado térmico, y es cubierta, a su vez, con otra capa de material plástico de sellado térmico que forma la superficie interior del envase, eventualmente en contacto con el producto alimenticio.
Como es conocido, los envases de este tipo se producen en máquinas de envasado completamente automáticas, en las cuales se forma un tubo continuo a partir de un material de envase alimentado de forma continua; la banda continua de material de envase es esterilizada en la máquina de envasado, por ejemplo, mediante la aplicación de un agente químico esterilizador, tal como solución de peróxido de hidrógeno, la cual, una vez que se completa la esterilización, es retirada desde las superficies del material de envase, por ejemplo, evaporándose mediante calentamiento; y la banda continua de material de envase así esterilizada es mantenida en un ambiente cerrado y estéril, y es plegado y cerrado herméticamente en forma longitudinal para formar un tubo vertical.
El tubo es llenado de forma continua hacia abajo con el producto alimenticio esterilizado o procesado de forma estéril, y es cerrado herméticamente y después cortado a lo largo de secciones transversales separadas equitativamente para formar envases en forma de almohada, los cuales son después enviados a una unidad de plegado para formar los envases terminados, por ejemplo, sustancialmente en forma de paralelepípedo.
Más específicamente, los envases en forma de almohada comprenden sustancialmente una porción principal en forma de paralelepípedo y unas porciones de extremo opuestas superior e inferior que se proyectan lateralmente sobre lados opuestos de la porción principal y que definen unas aletas de extremo triangulares respectivas a ser plegadas sobre la porción principal.
Una tira hermética longitudinal, formada cuando se sella herméticamente el material de envase para formar el tubo vertical, se extiende a lo largo de los envases en forma de almohada, y las porciones de extremo de cada envase en forma de almohada tienen respectivas costuras herméticas transversales perpendiculares a la correspondiente tira hermética longitudinal y que definen respectivas pestañas de extremo que se proyectan desde la parte superior e inferior del envase.
Las porciones de extremo de cada uno de los envases en forma de almohada se estrechan hacia la porción principal desde las respectivas pestañas de extremo, y son presionadas una a la otra por la unidad de plegado para formar unas paredes de extremo opuestas planas del envase, mientras que, al mismo tiempo, se pliegan las aletas de extremo sobre las respectivas paredes de la porción principal.
1e conocen máquinas de envasado del tipo mencionado anteriormente, en las cuales los envases en forma almohada se pliegan para formar los envases en forma de paralelepípedo por medio de unidades de plegado tales como las divulgadas, por ejemplo, en el documento EP – A – 1726526, en nombre del mismo Solicitante.
Las unidades de plegado divulgadas en el documento EP – A – 1726526 comprenden, sustancialmente:
- un transportador de cadena que lleva los envases a lo largo de una trayectoria de conformación desde una estación de suministro hasta una estación de salida;
- un miembro de guía fijo alargado, el cual está posicionado frente a, y a distancia del transportador de cadena y coopera de forma cíclica con cada envase para aplanar la respectiva porción de extremo superior del envase y así plegar la respectiva pestaña sobre tal porción de extremo superior; y
- medios de plegado que cooperan de forma cíclica con cada envase para aplanar las respectivas porciones de extremo inferior y así plegar las respectivas pestañas sobre la porción de extremo inferior.
Más precisamente, los medios de plegado comprenden una pluralidad de placas movibles por lo menos parcialmente, que definen correspondientes uniones del transportador de cadena y articuladas a dichas correspondientes uniones.
Cada placa define una superficie de impacto que recibe el correspondiente envase mediante pestañas de la correspondiente porción inferior y gira entre una primera y una segunda posición de operación.
Más específicamente, en la primera posición de operación asumida por cada placa a lo largo de una porción inicial de la trayectoria de conformación, una correspondiente superficie de impacto forma con el eje del correspondiente envase un ángulo de más de 90 grados, como para plegar el envase en la dirección de desplazamiento de los envases a lo largo de la trayectoria de conformación. De forma diferente, en la segunda posición de operación, asumida a lo largo de la porción restante de la trayectoria de conformación, se hace girar la superficie de impacto hacia el envase, con lo cual, éste coopera para el plegado completo de la correspondiente pestaña sobre el envase.
La unidad de plegado comprende además una primera leva fija para mover las superficies de impacto desde la correspondiente segunda posición de operación hacia la correspondiente primera posición de operación y un segundo dispositivo de leva fija ubicado inmediatamente aguas arriba de la estación de suministro y destinado a mover la superficie de impacto desde la correspondiente primera posición de operación hacia la correspondiente segunda posición de operación.
En consecuencia, la acción de plegado se basa sustancialmente en la energía asociada al impacto entre la superficie de impacto y el extremo inferior del envase.
Como consecuencia, la acción de plegado se basa sustancialmente en el hecho de que los envases son suministrados a la etapa de plegado a un cierto valor de velocidad. En otras palabras, la acción de plegado puede llevarse a cabo de forma efectiva sólo cuando la tasa de salida de la máquina de envasado es mayor que un cierto valor.
Se advierte en la industria una necesidad de plegar correctamente la pestaña de la porción de extremo inferior del envase incluso cuando la velocidad del envase es particularmente baja, con el fin de obtener una unidad de plegado adecuada para máquinas de envasado que tienen una tasa de salida relativamente baja.
Más aún, se advierte en la industria una necesidad de reducir las tensiones en los envases, con el fin de mejorar la calidad de plegado en general de los envases.
También se advierte en la industria una necesidad de alcanzar los requerimientos identificados anteriormente con referencia a los envases hechos en una amplia gama de materiales de envase, especialmente con materiales de envase particularmente duros.
Finalmente, se advierte en la industria una necesidad de plegar fácilmente diferentes tipos de envases que tienen las correspondientes pestañas inferiores más o menos presionadas sobre las correspondientes porciones... [Seguir leyendo]
Reivindicaciones:
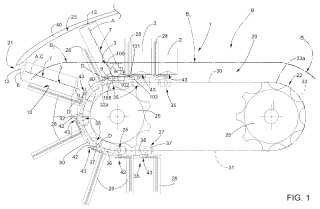
1. Una unidad de plegado (1) para producir envases (2) de productos alimenticios que se pueden verter a partir de envases en forma de almohada (3) cerrados herméticamente, que tienen cada uno un primer eje longitudinal (A) y que comprenden por lo menos una primera pestaña de extremo (14) a ser plegada y que se proyecta en la dirección de dicho primer eje longitudinal (A) ; comprendiendo dicha primera pestaña de extremo (14) , a lo largo de una dirección (F) transversal a dicho primer eje (A) , una zona central (17) y un par de zonas laterales (18) dispuestas sobre lados opuestos de dicha zona central (17) , comprendiendo dicha unidad (1) :
- un miembro de transportador movible (20) , el cual es alimentado con una pluralidad de dichos envases (3) , por los extremos correspondientes a dichas primeras correspondientes pestañas de extremo (14) y que suministra el envase
(3) a lo largo de una trayectoria de conformación (B) ; y
- medios de plegado (24) que interactúan con cada uno de dichos envases (3) a lo largo de dicha trayectoria de conformación (B) para plegar dicha primera correspondiente pestaña de extremo (14) sobre dicho correspondiente envase (3) ;
comprendiendo dichos medios de plegado (24) una pluralidad de placas (42) llevadas por dicho miembro de transportador (20) y que comprenden, a su vez, primeras superficies (43) correspondientes;
cooperando cada una de dichas primeras superficies (43) , en el uso, con por lo menos dicha zona central (17) de dicha primera pestaña de extremo (14) a ser plegada de un correspondiente envase (3) , y siendo movible entre una correspondiente primera posición y una correspondiente segunda posición con respecto a dicho correspondiente envase (3) con el cual ésta coopera, con el fin de plegar por lo menos dicha zona central (17) de dicha primera pestaña de extremo (14) sobre dicho envase (3) ;
caracterizada porque dichos medios de plegado (24) comprenden una pluralidad de levas (80) llevadas por dicho miembro de transportador (20) y cooperando, cada uno, en el uso, con dicha correspondiente placa (42) para mover dicha correspondiente primera superficie (43) entre dichas correspondientes primera y segunda posiciones.
2. Una unidad de plegado según la reivindicación 1, caracterizada porque dicho miembro de transportador
(20) comprende una pluralidad de uniones consecutivas (35) articuladas unas con respecto a otras, siendo giratoria cada una de dichas correspondientes primeras superficies (43) con respecto a una primera de dichas uniones (35) y estando fija dicha correspondiente leva (80) a una segunda de dichas uniones (35) inmediatamente consecutiva a dicha primera unión (35) y aguas abajo de dicha primera unión (35) , procediendo según una dirección de avance de dichos envases (3) a lo largo de dicha trayectoria (B) .
3. Una unidad de plegado según la reivindicación 2, caracterizada porque cada leva (80) comprende una segunda y una tercera superficies (81, 82) inclinadas una con respecto a la otra, y que cooperan, en el uso, con dicha correspondiente primera superficie (43) .
4. Una unidad de plegado según las reivindicaciones 2 ó 3, caracterizada porque dicho miembro de transportador (20) es un transportador de cadena (20) .
5. Una unidad de plegado según cualquiera de las reivindicaciones previas, caracterizada porque comprende, además, medios de plegado (23) que interactúan de forma cíclica, en el uso, con una segunda pestaña de extremo
(13) de cada envase (3) a lo largo de dicha trayectoria de conformación (B) , siendo opuesta dicha segunda pestaña de extremo (13) a dicha primera pestaña de extremo (14) .
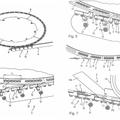
6. Una unidad de plegado según la reivindicación 5, caracterizada porque comprende:
- un par de ruedas (100) dispuestas sobre lados opuestos de dicho miembro de transportador (20) y giratorias a lo largo de un segundo eje (E) que es fijo con respecto a dicho miembro de transportador (20) ; y
- un par de rieles (101) que convergen hacia dicho miembro de plegado adicional (23) , fijos con respecto a dicho miembro de transportador (20) y dispuestos sobre lados opuestos de dicho miembro de transportador (20) ;
definiendo dichas ruedas (100) y dichos rieles (101) respectivos pasajes (108) que son, en el uso, cruzados de forma cíclica por dichas zonas laterales (18) de la primera pestaña de extremo (14) de cada envase (3) ;
estando adaptadas dichas ruedas (100) para cooperar de forma cíclica con las respectivas aletas (16) interpuestas entre una porción principal (7) y dicha primera pestaña de extremo (14) de cada envase (3) , y estando adaptados dichos rieles (101) para cooperar de forma cíclica con dichas zonas laterales (18) de dicha primera pestaña de extremo (14) para plegar dicha zona lateral (18) de dicha primera pestaña de extremo (14) hacia dicha correspondiente porción principal (7) .
7. Una unidad de plegado según la reivindicación 6, caracterizada porque dichos rieles (101) comprenden unas primeras porciones (102) orientadas hacia dichas respectivas ruedas (100) y que definen dichos respectivos pasajes (108) con éstos, y unas segundas porciones (103) dispuestas aguas abajo de dichas primeras porciones (102) , procediendo según dicha dirección de avance de dichos envases (3) a lo largo de dicha trayectoria (B) ;
cooperando dichas segundas porciones (103) de forma cíclica, en el uso, con dichas zonas laterales (18) de cada envase (3) para completar el plegado de dicha primera pestaña de extremo (14) sobre dicho envase (3) .
8. Una unidad de plegado según la reivindicación 7, caracterizada porque dicha trayectoria (B) comprende una porción de suministro curvada (B2) a lo largo de la cual cada primera placa (42) coopera con, y se mueve con respecto a, dicha correspondiente leva (80) , y una porción recta principal (B1) dispuesta aguas abajo de dicha porción de suministro (B2) , procediendo según dicha dirección de avance de dichos envases (3) a lo largo de dicha trayectoria (B) ;
estando dispuestas dichas ruedas (100) y por lo menos dicha primera porción (102) de dichos rieles (101) en un extremo de dicha porción de suministro (B2) adyacente a dicha porción principal (B1) .
FIG 2
FIG. 9
Patentes similares o relacionadas:
 Procedimiento y dispositivo para envasar productos de piezas pequeñas apilados, del 29 de Julio de 2020, de THEEGARTEN-PACTEC GMBH & CO. KG: Procedimiento para el envasado de productos (P) de piezas pequeñas, en particular productos de confitería, que se forman dando lugar a grupos de productos (G) […]
Procedimiento y dispositivo para envasar productos de piezas pequeñas apilados, del 29 de Julio de 2020, de THEEGARTEN-PACTEC GMBH & CO. KG: Procedimiento para el envasado de productos (P) de piezas pequeñas, en particular productos de confitería, que se forman dando lugar a grupos de productos (G) […]
Barra de soldadura para cajón de vacío y cajón de vacío, del 20 de Mayo de 2020, de MICHATEK, k.s: Barra de soldadura para un cajón de vacío para realizar el vacío de alimentos, con un soporte de base (comprende al menos un alambre de soldadura […]
Aparato para formar la cabeza de bolsas para alimentos, del 22 de Abril de 2020, de CYBORGLINE SA: Aparato para formar la cabeza de una bolsa para alimentos, que comprende un único bastidor que soporta una prensa con un par de elementos de tipo prensa […]
Estación de soldadura para la soldadura de bolsas de láminas y procedimiento asociado, del 22 de Abril de 2020, de Pouch Partners GmbH: Estación de soldadura en un dispositivo de llenado de bolsas de láminas para la soldadura de bolsas de láminas después de un proceso de llenado, […]
Procedimiento para el llenado de gas de un compartimento de un recipiente flexible, del 22 de Abril de 2020, de ECOLEAN AB: Procedimiento de manipulación de recipientes de tipo plegable en una máquina de llenado que comprende estaciones dispuestas consecutivamente (S1, S2, […]
Dispositivo, en particular para cerrar una zona de la cabeza de un recipiente de productos alimenticios fabricado de un material laminado que tiene una zona del borde la cual está biselada y parcialmente plegada sobre sí misma, del 15 de Enero de 2020, de SIG TECHNOLOGY AG: Un dispositivo que comprende un primer elemento de fijación , un elemento de fijación adicional y un material compuesto plano plegado ; en el […]
Cabeza de obturación, y recipiente obturado utilizando dicha cabeza de obturación, del 8 de Enero de 2020, de SUNTORY HOLDINGS LIMITED: Una cabeza de obturación que incluye, en su extremo delantero, una parte extrema de presión para presionar un miembro de tapa […]
Método y máquina para formar una envoltura sellada alrededor de un artículo, del 8 de Enero de 2020, de AZIONARIA COSTRUZIONI MACCHINE AUTOMATICHE-A.C.M.A.-S.P.A.: Un método para formar una envoltura sellada alrededor de un artículo , comprendiendo el método las etapas de: plegar una lámina […]