Unidad de ensamblaje de componentes de tubos.
Unidad de ensamblaje de componentes de tubos, en particular para ensamblar unos rebordes con unos faldones,
comprendiendo dicha unidad de ensamblaje un elemento en forma de torreta (1) vertical montada rotativa con respecto a su eje de simetría (8), así como varias series de mandriles (2) solidarizados a la torreta (1), estando cada serie dispuesta en un mismo plano que es perpendicular al eje (8) de la torreta (1) y estando cada mandril (2) de dicha serie dirigido según una dirección radial con respecto al eje (8) de la torreta y estando montado móvil según una dirección que se confunde con su eje de simetría (9), estando las series de mandriles (2) superpuestas y formando un apilamiento a lo largo del eje de simetría de la torreta (1), comprendiendo además dicha unidad de ensamblaje unos medios de sincronización que están adaptados para sincronizar la rotación de la torreta (1) con el desplazamiento longitudinal de los mandriles (2), caracterizada por que la movilidad de los mandriles (2) está asegurada por un conjunto biela-árbol de mando (5, 6).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2007/052035.
Solicitante: AISAPACK HOLDING SA.
Nacionalidad solicitante: Suiza.
Dirección: 1896 Vouvry SUIZA.
Inventor/es: VOIGTMANN, JEAN-PIERRE, STAHL,CHRISTOPHE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C31/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Manipulación, p. ej. alimentación del material a conformar.
- B29D23/20 B29 […] › B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00). › B29D 23/00 Fabricación de objetos tubulares (B29D 24/00 tiene prioridad). › Tubos flexibles deformables provisionalmente por presión, p. ej. para cosméticos.
- B65B43/50 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 43/00 Formación, alimentación, abertura o montaje de receptáculos o recipientes, en unión con el embalaje (formación de bolsas en las hojas, los elementos de envoltura o en las bandas, presionando el material en las matrices o desplazándolo sobre matrices de plegado B65B 47/00). › sirviéndose de mesas o torretas rotativas.
- B65G47/84 B65 […] › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 47/00 Dispositivos para manipular objetos o materiales asociados con los transportadores; Métodos de empleo de los dispositivos. › Ruedas con forma de estrellas o dispositivos de correas o cadenas sin fin, estando dotadas las ruedas o dispositivos de elementos que enganchan a los objetos.
PDF original: ES-2480090_T3.pdf
Descripción:
Unidad de ensamblaje de componentes de tubos.
Campo de la invención
La presente invención se sitúa en el campo de los embalajes en forma de tubo que comprenden un reborde y/o un faldón.
Se refiere más precisamente al ensamblaje de los componentes de tubo.
Estado de la técnica
Se conocen diversos dispositivos que permiten ensamblar componentes de tubos, por ejemplo para la soldadura de un reborde de tubo a un faldón.
Un dispositivo de ensamblaje utilizado habitualmente está constituido por un plato rotativo sobre el cual están dispuestos unos mandriles destinados a recibir temporalmente unos componentes de tubos, por ejemplo unos faldones.
Si se desea tratar simultáneamente varios tubos, las dimensiones del dispositivo de ensamblaje, en particular la superficie que ocupa sobre el suelo, pueden volverse muy importantes.
La patente americana US nº 6.221.189 B1 describe un dispositivo de ensamblaje que comprende una torreta sobre la cual están dispuestos varios mandriles según el preámbulo de la reivindicación 1.
Este dispositivo permite reducir el volumen, principalmente según un plano horizontal.
No obstante, la disposición de los mandriles, como se describe en la patente, necesita un desplazamiento de las estaciones para desprender los mandriles antes de la rotación de la torreta. El desplazamiento de estas estaciones de trabajo ocasiona grandes movimientos de masa.
Además, prácticamente cada estación necesita unos dispositivos como un guiado lineal y un accionador para efectuar su desplazamiento.
La presencia de dichos dispositivos tiene por efecto aumentar el volumen del conjunto del dispositivo de ensamblaje y disminuir la accesibilidad a las estaciones de trabajo y los mandriles.
Se conocen unos mandriles que efectúan un movimiento recíproco en el sentido de la longitud; véase, por ejemplo, el documento EP 0 794 044 A2. Sin embargo, no es posible disponer de dichos mandriles sobre la cara lateral de una torreta que efectúa una rotación según un eje vertical, es decir, perpendicular a la dirección de los mandriles. En efecto, el disco rotativo descrito en el documento EP 0 794 044 A2 gira según un eje paralelo a la dirección de los mandriles.
Sumario de la invención
La presente invención pretende, en particular, remediar los problemas citados anteriormente.
Se refiere a una unidad de ensamblaje de componentes de tubos según la reivindicación 1.
Al hacer que los mandriles sean móviles, las estaciones de trabajo, por ejemplo para la soldadura de un reborde sobre un faldón, pueden ser estáticas, lo cual tiene por consecuencia reducir considerablemente la masa en movimiento y disminuir las tensiones ejercidas sobre piezas tales como cables, flexibles, conectores, etc., que alimentan y son accionadas con estaciones de trabajo.
Una de las ventajas ofrecidas por la presente invención reside en el hecho de que es posible utilizar nada más que un solo mecanismo, dispuesto preferentemente en el centro de la torreta, para accionar y desplazar el conjunto de los mandriles hacia las estaciones de trabajo que están dispuestas alrededor de la torreta.
Por tanto, la unidad de transferencia puede estar integrada en una instalación de ensamblaje de componentes de tubo que comprende además una estación de trabajo fija que está adaptada para recibir y tratar simultáneamente varios faldones.
Cada mandril está montado móvil de manera que puede depositar o recoger faldones en la estación de trabajo.
La utilización de una unidad de ensamblaje de componentes de tubos tal como la descrita anteriormente se 2 5
caracteriza esencialmente por que comprende las etapas siguientes:
- disponer los faldones sobre los mandriles, -tratar los componentes de tubo por desplazamiento de los mandriles y/o rotación de la torreta y por inserción y/o retirada de dichos componentes en estaciones de trabajo, -retirar los componentes del tubo de la torreta.
La invención se comprenderá mejor a continuación por medio de una descripción detallada y de ejemplos no limitativos ilustrados por figuras.
Breve descripción de las figuras
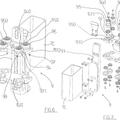
La figura 1 representa un ejemplo de torreta de transferencia según la invención.
La figura 2 representa una torreta según la invención con mandriles retráctiles, estando estos últimos en contacto con una estación de trabajo.
La figura 3 representa el mismo conjunto que el de la figura 2, pero con unos mandriles retraídos.
La figura 4 ilustra la rotación de la torreta de las figuras 2 y 3.
Lista de las referencias numéricas utilizadas en las figuras
1. Torreta
2. Mandril
3. Bloque de mandriles
4. Estación de trabajo
5. Biela
6. Ã?rbol de mando
7. Base de la torreta
8. Eje de simetría de la torreta
9. Eje de simetría de los mandriles
La torreta 1 ilustrada en la figura 1 comprende un bloque central vertical de sección octogonal. Cada cara de la torreta comprende un grupo de mandriles 2 distribuidos verticalmente que se extienden según unas direcciones perpendiculares al eje de simetría de la torreta 1. Los mandriles 2 están reagrupados además por series según un plano horizontal y forman de esta manera un apilamiento o, expresado de manera diferente, una sucesión de niveles.
Las figuras 2 a 4 ilustran una variante de la invención en la que los mandriles 2 están montados móviles según una dirección que se confunde con sus ejes de simetría 9 respectivos.
El desplazamiento de los mandriles 2 está asegurado por un sistema que comprende unas bielas 5 que son accionadas por el árbol de mando 6 de la torreta 1.
En la posición ilustrada en la figura 2, los mandriles 2 están en contacto con una estación de trabajo, por ejemplo para la soldadura de un reborde sobre un faldón (no ilustrada) .
En la posición ilustrada en la figura 3, los mandriles 2 están retraídos.
La figura 4 ilustra el desplazamiento angular de un grupo de mandriles 2.
La rotación de la torreta 1 y la rotación del árbol de mando 6 pueden ser realizadas de diferentes maneras; por ejemplo, con unos medios mecánicos, neumáticos o eléctricos. Ventajosamente, estas operaciones se pueden realizar con dos indexadores mecánicos. La superposición de las leyes de movimiento de los dos indexadores permite obtener un desplazamiento óptimo en el espacio de los mandriles 2 en función de la rotación de la torreta 1.
Es evidente que la invención no se limita a los ejemplos ilustrados descritos anteriormente.
La sección de la torreta puede ser de cualquier forma, poligonal o circular. La distribución de los mandriles también puede ser cualquiera.
La rotación de la torreta está preferentemente indexada, pero puede ser continua.
Más generalmente, la invención cubre cualquier tipo de torreta tal como la definida en las reivindicaciones.
Reivindicaciones:
1. Unidad de ensamblaje de componentes de tubos, en particular para ensamblar unos rebordes con unos faldones, comprendiendo dicha unidad de ensamblaje un elemento en forma de torreta (1) vertical montada rotativa con 5 respecto a su eje de simetría (8) , así como varias series de mandriles (2) solidarizados a la torreta (1) , estando cada serie dispuesta en un mismo plano que es perpendicular al eje (8) de la torreta (1) y estando cada mandril (2) de dicha serie dirigido según una dirección radial con respecto al eje (8) de la torreta y estando montado móvil según una dirección que se confunde con su eje de simetría (9) , estando las series de mandriles (2) superpuestas y formando un apilamiento a lo largo del eje de simetría de la torreta (1) , comprendiendo además dicha unidad de ensamblaje unos medios de sincronización que están adaptados para sincronizar la rotación de la torreta (1) con el desplazamiento longitudinal de los mandriles (2) , caracterizada por que la movilidad de los mandriles (2) está asegurada por un conjunto biela-árbol de mando (5, 6) .
2. Unidad según la reivindicación 1, que comprende varios bloques (3) que reagrupan cada uno de ellos varios 15 mandriles (2) , siendo cada bloque (3) accionado por una biela (5) .
Patentes similares o relacionadas:
Aparato y método para envasar bolsitas, del 3 de Junio de 2020, de Universal Pack S.r.l: Aparato para el envasado de bolsitas que comprende: - una unidad de envasado primaria configurada para suministrar dichas bolsitas […]
Aparato y método para orientar el cierre de extremo de un recipiente de bebida y aplicación de símbolos en una ubicación predeterminada, del 29 de Abril de 2020, de BALL CORPORATION: Un método para orientar y decorar un cierre de extremo para un recipiente de bebida, que comprende: proporcionar el cierre de extremo que comprende un ribete […]
Aparato para recibir y transportar una corriente de huevos, del 22 de Abril de 2020, de Moba Group B.V: Aparato para recibir y transportar una corriente de huevos, que comprende, - una transportadora para transportar huevos (E) en una dirección de transporte T, […]
Aparato de transporte para una máquina de envasado de pasta alimenticia, productos granulares y similares, del 22 de Abril de 2020, de ALTOPACK S.P.A.: Aparato de transporte capaz de transportar horizontalmente una pluralidad de envases que contienen alimentos, que comprende una cadena de bucle cerrado que se […]
Aparatos de transporte, del 15 de Abril de 2020, de FUJI MACHINERY CO., LTD: Un aparato de transporte que comprende: una sección de soporte configurada para soportar una pluralidad de artículos (P) sobre la misma […]
Un aparato para desplazar artículos que avanzan continuamente a lo largo de una dirección de avance, del 1 de Abril de 2020, de MARCHESINI GROUP S.P.A.: Un aparato para desplazar artículos que avanzan continuamente a lo largo de una dirección de avance (A), teniendo los artículos que ser desplazados y empujados transversalmente, […]
 Un dispositivo de transporte para transportar un elemento de recipiente para recibir artículos farmacéuticos desde una máquina contadora hasta el interior de recipientes de avance continuo, del 29 de Enero de 2020, de MARCHESINI GROUP S.P.A.: Un dispositivo de transporte para transportar un elemento (TC) de recipiente para recibir y transferir artículos, caracterizado por que comprende:
[…]
Un dispositivo de transporte para transportar un elemento de recipiente para recibir artículos farmacéuticos desde una máquina contadora hasta el interior de recipientes de avance continuo, del 29 de Enero de 2020, de MARCHESINI GROUP S.P.A.: Un dispositivo de transporte para transportar un elemento (TC) de recipiente para recibir y transferir artículos, caracterizado por que comprende:
[…]
Dispositivo de transporte y método de producción de artículos ponibles desechables mediante su uso, del 27 de Noviembre de 2019, de ZUIKO CORPORATION: Un dispositivo de transporte para transportar un objeto (A) a una superficie de una lámina (S1, S2), que comprende: un rodillo de entrega […]