Unidad de contacto y procedimiento para la producción de una unidad de contacto.
Unidad de contacto (1) y en particular lápiz de soldadura (2) con un cuerpo (3),
que presenta un núcleo (4)metálico y una capa de estaño (5) que rodea el núcleo (4) metálico, caracterizada porque la capa de estaño (5)como capa doble (6) presenta un revestimiento de capa (7) radialmente interior de estaño mate y un revestimientode capa (8) radialmente exterior de estaño brillante.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2009/003365.
Solicitante: PHOENIX CONTACT GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: FLACHSMARKTSTRASSE 8 32825 BLOMBERG ALEMANIA.
Inventor/es: SCHULTE,HANS-HILMAR, ROSEMEYER,ULRICH, HELMIG,CHRISTIAN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- H01R13/03 ELECTRICIDAD. › H01 ELEMENTOS ELECTRICOS BASICOS. › H01R CONEXIONES CONDUCTORAS DE ELECTRICIDAD; ASOCIACION ESTRUCTURAL DE UNA PLURALIDAD DE ELEMENTOS DE CONEXION ELECTRICA AISLADOS UNOS DE OTROS; DISPOSITIVOS DE ACOPLAMIENTO; COLECTORES DE CORRIENTE. › H01R 13/00 Detalles de dispositivos de acoplamiento de los tipos cubiertos por los grupos H01R 12/70 o H01R 24/00 - H01R 33/00. › caracterizados por el material, p. ej. material de enchapado o de revestimiento.
- H01R4/02 H01R […] › H01R 4/00 Conexiones conductoras de electricidad entre varias piezas conductoras de contacto directo, es decir, que se tocan el uno al otro; Medios para realizar o mantener tales contactos; Conexiones conductoras de electricidad con dos o más emplazamientos de conexión espaciados para los conductores y utilizando piezas de contacto que penetran en el aislamiento. › Conexiones soldadas (H01R 4/62, H01R 12/59, H01R 12/65 tienen prioridad).
PDF original: ES-2404104_T3.pdf
Fragmento de la descripción:
Unidad de contacto y procedimiento para la producción de una unidad de contacto La presente invención se refiere a una unidad de contacto y en particular a un lápiz de soldadura, así como a un procedimiento para la producción de una unidad de contacto o de un lápiz de soldadura, en el que el cuerpo de la unidad de contacto está rodeado con una capa de estaño.
En el estado de la técnica se han conocido diferentes unidades de contacto y lápices de soldadura, con los que es posible una unión por soldadura en un conductor o en una placa de circuitos impresos. De este modo se conoce por ejemplo por el documento DE 198 02 580 A1 un lápiz de soldadura con un cuerpo, presentando el cuerpo un núcleo metálico de cobre y una capa de estaño que rodea al núcleo metálico. En procesos de soldadura convencionales con soldadura con plomo pueden usarse tales lápices de soldadura como espiga de clavija soldable. El documento EP 1622225 da a conocer una unidad de contacto según el preámbulo de la reivindicación 1.
El cambio de sistemas de superficie que contienen plomo a superficies sin plomo en la electrónica lleva, debido a las mayores temperaturas de los procesos de soldadura, a una carga térmica creciente de las superficies de espigas de contacto. Al superarse claramente el punto de fusión de las superficies de estaño brillante utilizadas de manera preferida resultan formaciones de burbujas en la superficie de la espiga de contacto, que pueden generarse mediante la emisión de gas de componentes orgánicos. Además resultan con frecuencia fusiones de las superficies de estaño, con lo que las espigas de contacto por puntos ya no están provistas de una capa de estaño. De esta manera tales espigas de contacto son escasamente soldables o dejan de serlo por completo, o ya no satisfacen los requisitos mecánicos.
Una problemática igual resulta cuando las espigas de contacto o lápices de soldadura se producen en un denominado proceso de rotura térmica. Mediante las temperaturas elevadas resultan en particular en las puntas de lápiz deshumectaciones, en las que de manera localizada ya no está presente ninguna capa de estaño o sólo una capa de estaño muy delgada. Esto lleva a una mala soldabilidad de las espigas de contacto. Por este motivo, después del proceso de rotura térmica se galvanizan en toda la superficie los lápices de soldadura en un baño de galvanización aguas abajo. Esto puede tener lugar por ejemplo en una galvanización en tambor, en la que una pluralidad de espigas de contacto se introduce en un tambor en un baño galvánico. Allí se dotan de una capa de estaño las espigas de contacto de manera galvánica. Mediante la capa de estaño aplicada posteriormente se preparan durante el proceso de rotura zonas expuestas de las espigas para el proceso de soldadura posterior, de modo que en la zona de contacto puede garantizarse un contacto estanco a los gases con respecto a un conector. Esta etapa de proceso adicional lleva al resultado deseado, pero representa un coste considerable.
En el procedimiento conocido es desventajoso el coste de producción que eleva también los costes de las piezas.
Una posible solución sería la producción de las espigas de contacto a través de otro procedimiento de producción, en el que la espiga de contacto no se exponga a altas temperaturas de este tipo. Dado que en cambio también en los procesos de soldadura para la fijación segura frente al contacto de las espigas de contacto sobre por ejemplo una placa de circuitos impresos, en el caso de procesos de soldadura modernos tales como por ejemplo un proceso de soldadura por reflujo, aparecen temperaturas de hasta aproximadamente 265 grados Celsius, las espigas de contacto se exponen también a altas temperaturas en otro procedimiento de producción a más tardar durante el equipamiento, de modo que con la soldadura de la espiga de contacto con una placa de circuitos impresos pueden aparecer temperaturas elevadas tales que aparece una deshumectación de la capa de estaño de la espiga de contacto.
Un problema adicional en el procesamiento de soldaduras de estaño sin plomo es una posible formación de bigotes. Los bigotes pueden generarse en particular en el caso de grupos constructivos que se habían procesado con soldadura de estaño sin plomo. Los bigotes de estaño o en general los bigotes son monocristales delgados o aciculares de algunos micrómetros de diámetro y hasta varios cientos de micrómetros de longitud, que pueden crecer a partir de capas que se depositan de manera galvánica o de manera pirolítica.
Cuando los bigotes se rompen por ejemplo mediante vibraciones u otras cargas mecánicas, pueden provocar cortocircuitos sobre placas de circuitos impresos, en conexiones eléctricas o por ejemplo entre elementos constructivos eléctricos o electrónicos. Si bien los bigotes o excrecencias aciculares a partir de puntos de soldadura se queman por lo general ya a bajas intensidades de corriente de por ejemplo 10 mA, en cambio hasta entonces la corriente que fluye puede haber llevado ya a dañar componentes o a un funcionamiento defectuoso.
Un problema es además que los bigotes también pueden generarse sólo tras años del funcionamiento y que con frecuencia la generación apenas puede predecirse.
En el contexto del estado de la técnica es por lo tanto el objetivo de la presente invención proporcionar una unidad de contacto y en particular un lápiz de soldadura así como un procedimiento para la producción de una unidad de contacto, en el que la espiga de contacto pueda producirse de manera sencilla y resiste las temperaturas que aparecen en procesos de soldadura modernos.
Este objetivo se consigue mediante una unidad de contacto según la invención con las características de la reivindicación 1. El procedimiento según la invención es objeto de la reivindicación 10. Perfeccionamientos y configuraciones preferidos de la invención se indican en las reivindicaciones dependientes. Otras ventajas y características de la invención resultan del ejemplo de realización.
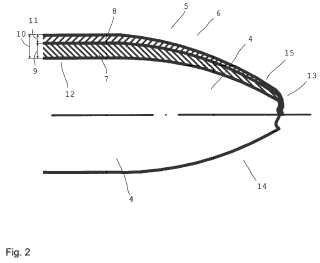
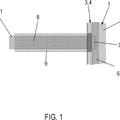
La unidad de contacto según la invención está realizada en particular como lápiz de soldadura y comprende un cuerpo que presenta un núcleo metálico y una capa de estaño que comprende el núcleo metálico o que rodea al núcleo metálico. A este respecto la capa de estaño está configurada como capa doble y comprende un revestimiento de capa radialmente interior de estaño mate y un revestimiento de capa radialmente exterior de estaño brillante.
La unidad de contacto según la invención tiene muchas ventajas. Una ventaja considerable de la unidad de contacto según la invención es la utilización de la capa doble prevista alrededor del núcleo metálico. De esta manera se garantiza que en el fondo de la capa de estaño realizada como capa doble el estaño mate proporciona una mojadura uniforme del lápiz de soldadura o de la unidad de contacto también a alta temperaturas de soldadura, mientras que el revestimiento de capa de estaño brillante radialmente exterior que rodea el revestimiento de capa interior de estaño mate lleva a una superficie lisa y a una superficie mecánicamente compatible. Dado que la superficie exterior de estaño brillante por lo general sirve para el contacto mecánico, la unidad de contacto según la invención tiene una ventaja considerable, dado que se da una buena compatibilidad mecánica y una buena capacidad de contacto.
El revestimiento de capa interior de estaño mate presenta preferentemente pocos o ningún componente orgánico, que durante la soldadura de la unidad de contacto pueden llevar a una emisión de gas y con ello a una formación de ampollas en el cuerpo de la unidad de contacto. El revestimiento de capa radialmente exterior de estaño brillante presenta por el contrario normalmente sólo un grosor de capa tal que no tiene lugar una formación de ampollas al calentarse la unidad de contacto.
Una ventaja considerable adicional es que mediante la capa doble según la invención puede reducirse considerablemente o incluso evitarse por completo una formación de bigotes perjudicial. Este efecto en sí sorprendente aparece aunque se generen bigotes de manera conocida en particular en capas de estaño brillante y en este caso la capa doble presenta una capa de estaño brillante externa. En este caso se evita en gran medida la formación de bigotes mediante la estructura según la invención con una capa de estaño mate interior y una capa de estaño brillante exterior.
Las capas de estaño mate puro tienen, con respecto a la capa doble según la invención, la desventaja de un esfuerzo elevado al insertar y extraer conectores, dado ahí la rugosidad superficial es mayor. Además es menor la calidad superficial visual de capas de estaño mate.
... [Seguir leyendo]
Reivindicaciones:
1. Unidad de contacto (1) y en particular lápiz de soldadura (2) con un cuerpo (3) , que presenta un núcleo (4) metálico y una capa de estaño (5) que rodea el núcleo (4) metálico, caracterizada porque la capa de estaño (5) como capa doble (6) presenta un revestimiento de capa (7) radialmente interior de estaño mate y un revestimiento de capa (8) radialmente exterior de estaño brillante.
2. Unidad de contacto de acuerdo con la reivindicación 1, en la que el grosor (9) del revestimiento de capa (7) de estaño mate asciende a entre el 50 % y el 90 % y en particular entre aproximadamente 2/3 y 4/5 del grosor de capa
(10) radial de la capa de estaño (5) .
3. Unidad de contacto de acuerdo con la reivindicación 1 o 2, en la que el grosor (11) del revestimiento de capa (8) de estaño brillante asciende a entre el 15 % y el 50 % y en particular a entre aproximadamente 1/5 y 1/3 del grosor de capa (10) radial de la capa de estaño (5) .
4. Unidad de contacto (1) de acuerdo con una de las reivindicaciones anteriores, en la que un grosor de capa (10) de la capa doble (6) asciende a entre aproximadamente 3 y 10 μm.
5. Unidad de contacto (1) de acuerdo con una de las reivindicaciones anteriores, en la que sobre el núcleo (4) está prevista una capa intermedia (14) que contiene níquel o que se compone de níquel.
6. Unidad de contacto (1) de acuerdo con una de las reivindicaciones anteriores, en la que el cuerpo (4) comprende al menos una punta de lápiz (13) , que está rodeada asimismo por la capa doble (6) .
7. Unidad de contacto (1) de acuerdo con una de las reivindicaciones anteriores, en la que la punta de lápiz (13) se fabrica en un proceso de rotura térmica.
8. Unidad de contacto (1) de acuerdo con una de las reivindicaciones anteriores, en la que el núcleo (4) está realizado en una sección transversal poligonal, redondeada o circular y es en particular de un producto semiacabado de alambre (14) dotado de manera galvánica de la capa doble (6) .
9. Unidad de contacto (1) de acuerdo con una de las reivindicaciones anteriores, en la que el revestimiento de capa
(8) de estaño brillante presenta aditivos orgánicos para alisar la superficie (15) .
10. Procedimiento para la fabricación de una unidad de contacto (1) y en particular de un lápiz de soldadura (2) , en el que un producto semiacabado de alambre (14) se recubre con una capa de estaño (5) como capa doble (6) , en el que la capa doble (6) presenta un revestimiento de capa (7) radialmente interior de estaño mate y un revestimiento de capa (8) radialmente exterior de estaño brillante, en el que en un proceso de rotura térmica posterior se separa una pieza (16) dividida del producto semiacabado de alambre (14) dotado de la capa doble (6) , para formar un lápiz de soldadura (2) cuyo cuerpo (3) está rodeado por la capa doble (6) .
11. Procedimiento de acuerdo con la reivindicación anterior, en el que el grosor (9) del revestimiento de capa (7) de estaño mate y el grosor (11) del revestimiento de capa (8) de estaño brillante están ajustados entre sí de tal manera que la punta de lápiz (13) después del proceso de rotura térmica está rodeada esencialmente por la capa doble (6) .
12. Procedimiento de acuerdo con una de las reivindicaciones anteriores 10 a 11, en el que una pieza (16) dividida de alambre del producto semiacabado (14) de alambre se sujeta por medio de mordazas de sujeción y se calienta en particular por medio de un elemento calefactor integrado en las mordazas de sujeción, tras lo cual se separa un cuerpo (3) definido mediante la aplicación de tracción.
Patentes similares o relacionadas:
Luna con un elemento de conexión eléctrica y con un cable flexible de conexión, del 15 de Julio de 2020, de SAINT-GOBAIN GLASS FRANCE: Luna con al menos un elemento de conexión eléctrica y un cable de conexión, que comprende al menos: - un sustrato , - una estructura […]
Procedimiento para fabricar un elemento de conexión eléctrico, del 13 de Noviembre de 2019, de AUTO-KABEL MANAGEMENT GMBH: Procedimiento para fabricar un elemento de conexión eléctrico , que comnprende - proporcionar una primera pieza plana de un sustrato […]
Conexiones y métodos de cables superconductores, del 6 de Noviembre de 2019, de Advanced Conductor Technologies LLC: Una estructura de conector para un cable superconductor que tiene una pluralidad de cintas superconductoras enrolladas alrededor […]
 Procedimiento para producir un subconjunto de conexión de un cuerpo plano, del 30 de Octubre de 2019, de SAINT-GOBAIN GLASS FRANCE: Procedimiento para producir un subconjunto de conexión de un cuerpo plano , que comprende las siguientes etapas:
- poner a disposición un cuerpo plano […]
Procedimiento para producir un subconjunto de conexión de un cuerpo plano, del 30 de Octubre de 2019, de SAINT-GOBAIN GLASS FRANCE: Procedimiento para producir un subconjunto de conexión de un cuerpo plano , que comprende las siguientes etapas:
- poner a disposición un cuerpo plano […]
Conector de control electrónico, control electrónico para accionar un compresor hermético, del 23 de Octubre de 2019, de Embraco Indústria de Compressores e Soluções em Refrigeração Ltda: Conector de control electrónico para conectar un pin de un conector de un compresor hermético a una pista de una placa de circuito impreso , comprendiendo […]
Procedimiento para la realización tecnológicamente optimizada de uniones por soldadura indirecta, del 2 de Octubre de 2019, de FEW Fahrzeugelektrikwerk GmbH & Co. KG: Procedimiento para la realización tecnológicamente optimizada de uniones por soldadura indirecta exentas de plomo, en el que al menos una de las partes que han […]
Procedimiento para realizar una unión por soldadura indirecta, conector eléctrico para la unión por soldadura indirecta a un cable coaxial y uso de un conector de este tipo, del 21 de Agosto de 2019, de TELEGARTNER KARL GARTNER GMBH.: Procedimiento para realizar una unión por soldadura indirecta entre al menos dos componentes , en el que, para fundir un material de […]
Unión de conexión con una disposición de cable y una disposición de placa, así como método para establecer esta unión de conexión, del 15 de Mayo de 2019, de MD Elektronik GmbH: Unión de conexión con una disposición de cable y una disposición de placa , con las características siguientes: - la disposición de […]