Tubo ascendente para entrega de metal fundido y horno dosificador con el tubo ascendente.
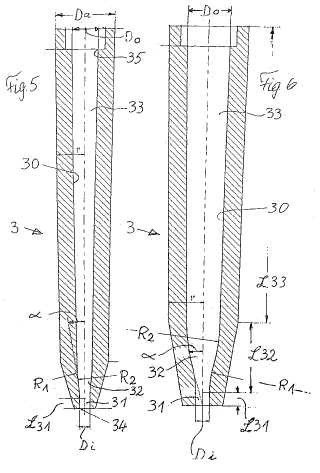
Tubo ascendente para usarse en un horno dosificador para la entrega de porciones medidas de metal fundido quecomprende un interior de tubo ascendente (30) que tiene un segmento de estrangulamiento (31) en el lado deentrada con un diámetro de entrada (Di) y un segmento de tubo (33) con un diámetro de salida (Do),
los cualesestán conectados entre sí por un segmento difusor (32), en cuyo caso no solo las superficies internas (30) delsegmento de estrangulamiento (31) y del segmento difusor (32) sino también las del segmento difusor (32) y delsegmento de tubo (33) pasan suavemente a ser una sola sin formar bordes y se efectúa un cambio continuo en elincremento del diámetro interno en la transición desde el segmento de estrangulamiento (31) al segmento difusor(32) y en la transición desde el segmento difusor (32) al segmento de tubo (33).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/009212.
Solicitante: STRIKOWESTOFEN GMBH.
Inventor/es: GLÜCKLICH,JENS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B22D17/28 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › B22D 17/00 Colada bajo presión o por inyección, es decir, colada introduciendo el metal en el molde bajo alta presión. › Crisoles.
- B22D18/04 B22D […] › B22D 18/00 Colada con presión; Colada en vacío (B22D 17/00 tiene prioridad; tratamiento del metal en el molde utilizado presión o vacío B22D 27/00). › Colada a baja presión, es decir, utilizando una presión de algunos bares como máximo para llenar el molde.
- B22D35/04 B22D […] › B22D 35/00 Equipo para el transporte del metal líquido hasta los lechos de fundición o hasta los moldes (B22D 37/00 - B22D 41/00 tienen prioridad; especialmente adaptados a procedimientos o máquinas particulares, veánse los grupos apropiados). › a los moldes, p. ej. placas de fondo para colada en sifón, canales de colada.
- F27B14/08 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F27 HORNOS; APARATOS DE DESTILACIÓN. › F27B HORNOS, ESTUFAS, HOGARES O RETORTAS DE DESTILACION, EN GENERAL; APARATOS DE SINTERIZACION A CIELO ABIERTO O APARATOS SIMILARES (aparatos de combustión F23; calefacción eléctrica H05B). › F27B 14/00 Hornos de crisol; Hornos de balsa. › Partes constitutivas particulares de los hornos de crisol o de bandeja.
- F27B17/00 F27B […] › Hornos de un tipo no cubierto por ninguno de los grupos F27B 1/00 - F27B 15/00 (combinaciones estructurales de hornos F27B 19/02).
- F27D3/14 F27 […] › F27D PARTES CONSTITUTIVAS O ACCESORIOS DE LOS HORNOS, ESTUFAS, HOGARES O RETORTAS DE DESTILACION, EN LA MEDIDA EN QUE SON COMUNES A MAS DE UN TIPO DE HORNO (aparatos de combustión F23; calefacción eléctrica H05B). › F27D 3/00 Carga; Descarga; Manipulación de las cargas (sistemas transportadores caracterizados por su aplicación a fines particulares no previstos en otras partes B65G 49/00; desplazamiento de las cargas en un horno F27B 9/14). › Carga o descarga de un material líquido o fundido.
PDF original: ES-2389977_T3.pdf
Fragmento de la descripción:
Tubo ascendente para entrega de metal fundido y horno dosificador con el tubo ascendente
La invención se refiere a un tubo ascendente para usarse en un horno dosificador así como a un conjunto de tubos ascendentes de diferentes calibres, también a un horno dosificador para entregar porciones medidas de un metal fundido, principalmente aleación de aluminio líquida.
Hornos dosificadores de este tipo (WO 2006/092163 A) comprenden una carcasa revestida refractaria que forma una cuba para el metal fundido, también un tubo de llenado para introducir el metal fundido a la cuba, un tubo ascendente para la entrega de porciones de material fundido y un dispositivo de introducción de presión para generar una soprepresión en el interior del horno dosificador con el propósito de entregar de a una porción de metal fundido. El interior del tubo ascendente tiene un estrangulamiento en el lado de entrada, un difusor y un segmento de tubo (DE 20 2005 017 110 U1) . Los hornos dosificadores se usan, entre otras máquinas de fundición a presión, para alimentar moldes de arena o lingoteras, es decir para llenar sus cámaras de llenado con una porción de metal fundido. En tal caso se depende de porciones medidas con exactitud. Si la cantidad de llenado es demasiado pequeña, pueden producirse daños en la máquina de fundición a presión porque el pistón de presión de la máquina de fundición a presión choca en la pared de la cámara de llenado. Además, la pieza fundida a presión se vuelve deficiente. Si la porción de metal fundido es demasiado grande, existe el riesgo de que el molde de fundición a presión que se compone de piezas individuales se prense por separado, lo cual también puede conducir a daños, pero en cualquier caso suministra piezas fundidas a presión inservibles. De esta manera, es de importancia decisiva la medida exacta de porciones de metal.
En el estado de la técnica existen tubos ascendentes que tienen forma de casquete esférico en el estrangulamiento del lado de entrada, y tubos ascendentes que tienen forma cónica en el lado de entrada del estrangulamiento (DE 20 2005 017110 U1) . En los tubos ascendentes en forma casquete se producen pérdidas de flujo detrás del estrangulamiento y con esto torbellinos en espacios muertos, lo cual reduce la velocidad de caudal (rata de corriente) del material fundido. En tubos ascendentes en forma cónica inmediatamente antes del estrangulamiento se reduce de hecho el riesgo de formación de espacios muertos, aunque la exactitud de la cantidad de entrega del metal fundido, no obstante, no es óptima. Esto se basa en que entre los segmentos individuales de los tubos ascendentes se forman bordes. Al limpiar el tubo ascendente estos bordes pueden cambiar además ligeramente en su posición, si se suprime demasiado poco o demasiado mucho material de la pared interna del tubo ascendente. Esto conduce a modificaciones de la geometría del tubo ascendente y con esto a un cambio del transporte del material fundido después de la limpieza del tubo ascendente.
Los tubos ascendentes se revisten para diversas áreas de porciones de metal fundido, es decir se construyen con diferentes calibres. Con base en un calibre respectivo del tubo ascendente, se controla la porción de metal fundido por la altura y la duración temporal de la sobrepresión en el horno dosificador. Puede desarrollarse una sobrepresión en el horno dosificador porque el tubo ascendente se sumerge en el metal fundido y el estrangulamiento del tubo ascendente impide el desagüe del metal fundido. Si se ha generado una sobrepresión constante en el interior del horno dosificador, el estrangulamiento del tubo ascendente puede considerarse como una placa de orificio (diafragma) que deja pasar una corriente de material esencialmente constante. Sin embargo, antes de producirse una corriente de material constante, existen operaciones en estado transitorio de la corriente del material que dependen de múltiples parámetros que no pueden mantenerse constantes. En el transcurso temporal del estado transitorio se producen oscilaciones de la corriente de material que pueden sobrepasar dicho estado. La magnitud de las oscilaciones puede cambiar de una vez a otra en la operación del horno dosificador, lo cual dificulta la dosificación exacta de las porciones de metal fundido entregadas y la hace inexacta.
El objetivo fundamental de la invención era evitar el defecto mostrado. Principalmente debe especificarse un tubo ascendente con el cual los estados transitorios puedan suavizarse al entregar una porción de metal fundido y muestren en la práctica un proceso aperiódico. La limpieza del tubo ascendente debe conducir a calidades constantes de la forma geométrica.
El objetivo planteado se logró con un tubo ascendente tal como se especifica en la reivindicaciones. En particular, la superficie interna del tubo ascendente entre un segmento de estrangulamiento, un segmento difusor y un segmento de tubo pasa a ser una de manera suave, sin formación de bordes, en cuyo caso se efectúa un cambio permanente del incremento del diámetro interno en el área del segmento difusor. Por consiguiente, la primera derivada matemática df (x) /dx de la función f (x) del diámetro interno del tubo ascendente, como función de la distancia x a lo largo del eje de simetría, forma una función continua, es decir una función sin saltos.
Para no tener bordes, el segmento de estrangulamiento del lado de la entrada, con un primer radio de curvatura, pasa a ser uno con el segmento difusor, y el difusor pasa a ser uno, sin bordes, con un segundo radio de curvatura, con el segmento de tubo. Los radios de curvatura se seleccionan grandes en comparación con el diámetro de entrada o el diámetro de salida. "Grandes" significan aquí "más grande en casi un orden de magnitud o más aún”.
Los tubos ascendentes son piezas intercambiables que se intercambian, por un lado, debido al deterioro, por otra parte al cambiar durante la producción de las piezas fundidas a presión. Con el fin de entregar una porción determinada de metal fundido durante un marco temporal determinado, se selecciona un tubo ascendente de calibre apropiado de un conjunto de tubos ascendentes y se inserta en el horno dosificador. El conjunto de tubos ascendentes de diferente calibre cubre el área total de las corrientes de metal fundido del horno dosificador concernido.
Ejemplos de realización de la invención se describen por medio del dibujo. Allí se muestra:
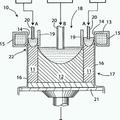
Fig. 1; un horno dosificador en representación esquemática con las piezas externas retiradas,
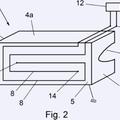
Fig. 2: una vista parcial del espacio interior de un horno dosificador,
Fig. 3: un diagrama de la corriente másica por el tiempo de un tubo ascendente convencional,
Fig. 4: un diagrama de la corriente másica por el tiempo en un tubo ascendente de la invención,
Fig. 5: un corte longitudinal a través de un tubo ascendente,
Fig. 6: un corte longitudinal a través de otro tubo ascendente y
Fig. 7: una herramienta de limpieza para limpiar tubos ascendentes.
La Fig. 1 es una representación esquemática del espacio interno de un horno dosificador, este contiene internamente una carcasa 1 revestida de modo refractario que forma una cuba para el metal fundido, además un tubo de llenado 2 para introducir el metal fundido a la cuba, un tubo ascendente 3 para entregar porciones de metal fundido y un dispositivo de introducción de presión 4 para generar una sobrepresión en el interior del horno dosificador con el fin de entregar respectivamente porciones de metal fundido en el tubo ascendente 3. El nivel del material fundido en el horno dosificador se indica por un nivel 5. El tubo de llenado 2 se compone de cerámica o de hormigón refractario y forma un embudo que se estrecha y tiene una salida estrecha, el cual al operar el horno dosificador forma un cierre para la sobrepresión generada en el interior, y por otra parte permite las corrientes adicionales de metal fundido a la cuba. La operación del horno dosificador se efectúa irregularmente, es decir que para la entrega de una porción de metal fundido en el tubo ascendente 3 durante un tiempo determinado, por ejemplo de 8 segundos, se genera una sobrepresión, que sirve para transportar una porción de metal fundido a través del tubo ascendente 3 a la cámara de llenado, por ejemplo de una máquina de fundición de aluminio a presión. Las presiones empleadas se encuentran en el rango de 10 mbar a 200 mbar y preferentemente en el rango de 40 a 80 mbar.... [Seguir leyendo]
Reivindicaciones:
1. Tubo ascendente para usarse en un horno dosificador para la entrega de porciones medidas de metal fundido que comprende un interior de tubo ascendente (30) que tiene un segmento de estrangulamiento (31) en el lado de entrada con un diámetro de entrada (Di) y un segmento de tubo (33) con un diámetro de salida (Do) , los cuales están conectados entre sí por un segmento difusor (32) , en cuyo caso no solo las superficies internas (30) del segmento de estrangulamiento (31) y del segmento difusor (32) sino también las del segmento difusor (32) y del segmento de tubo (33) pasan suavemente a ser una sola sin formar bordes y se efectúa un cambio continuo en el incremento del diámetro interno en la transición desde el segmento de estrangulamiento (31) al segmento difusor
(32) y en la transición desde el segmento difusor (32) al segmento de tubo (33) .
2. Tubo ascendente según la reivindicación 1, donde el segmento de estrangulamiento (31) en el lado de entrada forma un canal de un diámetro de entrada (Di) esencialmente constante, en cuyo caso
el segmento difusor (32) tiene una forma generalmente cónica, se une al segmento de estrangulamiento (31) y forma un área que se amplía de la superficie interna (30) del tubo ascendente (3) ,
el segmento de tubo (33) se une al segmento difusor y forma un canal de salida con un diámetro de salida (Do) ,
el segmento de estrangulamiento (31) en el lado de entrada pasa a ser uno con el segmento difusor (32) sin bordes, con un radio de curvatura (R1) a fin de producir un cambio continuo del incremento en el diámetro interno al pasar desde el segmento de estrangulamiento (31) al segmento difusor (32) , y
el segmento difusor (32) pasa a ser uno con el segmento de tubo (33) , sin bordes, con un segundo radio de curvatura (R2) a fin de producir un cambio continuo de incremento en el diámetro interno al pasar del segmento difusor (32) al segmento de tubo (33) .
3. Tubo ascendente según la reivindicación 2, en cuyo caso los radios de curvatura (R1, R2) se seleccionan grandes en comparación con el diámetro de entrada (Di) o el diámetro de salida (Do) .
4. Tubo ascendente según la reivindicación 2 o 3, en cuyo caso el primer radio de curvatura (R1) tiene un valor en el rango de 100 a 200 mm, y el segundo radio de curvatura (R2) tiene un valor en el rango de 200 a 300 mm.
5. Tubo ascendente de acuerdo con una de las reivindicaciones 2 a 4, donde el difusor (32) tienen en su área central un ángulo de apertura de cono máximo (a) con respecto al eje de tubo ascendente en el rango de un valor de 8°a 16° y, como resultado de la curvatura de la pared, el ángulo de cono (a) gradualmente se vuelve uno con el ángulo de la pared del segmento de estrangulamiento (31) o del segmento de tubo (33) .
6. Tubo ascendente de acuerdo con una de las reivindicaciones 1 a 5, donde el ángulo de pared del segmento de estrangulamiento (31) , medido con respecto a la dirección axial, se encuentra en el rango de 0° a 1°.
7. Tubo ascendente de acuerdo con una de las reivindicaciones 1 a 6, donde el ángulo de pared del segmento de tubo (33) , medido respecto de la dirección axial, se encuentra en el rango de 0, 5° a 2°.
8. Tubo ascendente de acuerdo con una de las reivindicaciones 1 a 7, en cuyo caso el tubo ascendente (3) se forma con un borde agudo (34) en la entrada al segmento de estrangulamiento (31) .
9. Conjunto de tubos ascendentes de diferente calibre que están ajustados respectivamente para entregar porciones medidas de metal fundido dentro de un rango clasificado de tamaños de porciones con el fin de cubrir un rango total de porciones medidas de un horno dosificador, en cuyo caso los tubos ascendentes individuales (3) del conjunto tienen las características del tubo ascendente de acuerdo con una de las reivindicaciones 1 a 8.
10. Conjunto de tubos ascendentes según la reivindicación 9, en cuyo caso el conjunto comprende cinco tubos ascendentes que tienen las siguientes dimensiones (in mm) :
No. Longitud total (L) Diámetro externo máx. Diámetro interno máx. (Do) Diámetro de entrada (Da) (Di)
1 570 90 40 16 2 570 120 65 21 3 570 120 65 24 4 570 120 65 35 5 570 120 65 40
Longitud de estrangulamiento Primer radio de curvatura Segundo radio de curvatura Longitud del difusor No. (L31) (R1) (R2) aproximadamente de1 15 150 250 55 2 20 150 250 105 3 25 150 250 100 4 35 150 250 90 5 40 150 250 85
11. Horno dosificador para entregar porciones medidas de metal fundido que comprende
una carcasa revestida refractaria (1) que forma una cuba para el metal fundido,
un tubo de llenado (2) para introducir el metal fundido a la cuba,
un tubo ascendente (3) para entregar porciones de metal fundido, y
un dispositivo de introducción de presión (4) para producir una sobrepresión en el interior del horno dosificador con el propósito de entregar de a una porción de metal fundido, en cuyo caso el tubo ascendente (3) se forma de acuerdo con una de las reivindicaciones 1 a 8.
Patentes similares o relacionadas:
Dispositivo de transferencia de metal, del 19 de Febrero de 2020, de PYROTEK ENGINEERING MATERIALS LIMITED: Un dispositivo de transferencia de metal que comprende: a. un cuerpo del canal de colada que comprende un recipiente para recibir el metal líquido, […]
Equipo para colada continua o semicontinua de metal con disposición de llenado de metal mejorada, del 8 de Enero de 2020, de NORSK HYDRO ASA: Un aparato para colada continua o semicontinua de metal a baja presión, en particular colada con enfriamiento directo (ED), de objetos alargados […]
Dispositivo de transferencia de metal, del 27 de Febrero de 2019, de PYROTEK ENGINEERING MATERIALS LIMITED: Un dispositivo de transferencia de metal que comprende: a. un cuerpo del canal de colada que comprende un recipiente para recibir el metal líquido, […]
Estación y procedimiento para trasladar una masa fundida de metal desde un horno de fusión hacia un crisol de transporte así como una disposición y un sistema con una estación de este tipo, del 5 de Diciembre de 2018, de Hydro Aluminium Rolled Products GmbH: Estación para trasladar una masa fundida de metal desde un horno de fusión hacia un crisol de transporte , - con un […]
 Dispositivo de transferencia de metales, del 15 de Octubre de 2018, de PYROTEK ENGINEERING MATERIALS LIMITED: Un dispositivo de transferencia de metales que incluye:
a. un cuerpo de canal moldeado que comprende un recipiente para recibir el metal líquido,
b. […]
Dispositivo de transferencia de metales, del 15 de Octubre de 2018, de PYROTEK ENGINEERING MATERIALS LIMITED: Un dispositivo de transferencia de metales que incluye:
a. un cuerpo de canal moldeado que comprende un recipiente para recibir el metal líquido,
b. […]
Dispositivo y su uso, así como canal de colada para la colada por basculamiento de componentes, del 7 de Junio de 2017, de KSM CASTINGS GMBH: Dispositivo para la colada de componentes, preferentemente de metal ligero, según el principio de la colada por basculamiento, con un molde de colada que […]
 Optimización térmica en recipientes usados para contener metales fundidos, del 23 de Marzo de 2016, de NOVELIS, INC.: Un recipiente usado para contener metal fundido que tiene una entrada para metal fundido y una salida para metal fundido, incluyendo dicho recipiente:
un […]
Optimización térmica en recipientes usados para contener metales fundidos, del 23 de Marzo de 2016, de NOVELIS, INC.: Un recipiente usado para contener metal fundido que tiene una entrada para metal fundido y una salida para metal fundido, incluyendo dicho recipiente:
un […]
 Retención de óxido durante la cofundición de metales, del 17 de Febrero de 2016, de NOVELIS, INC.: Aparato para fundir un lingote de metal compuesto, que comprende:
un molde anular de extreme abierto que tiene un extremo de alimentación […]
Retención de óxido durante la cofundición de metales, del 17 de Febrero de 2016, de NOVELIS, INC.: Aparato para fundir un lingote de metal compuesto, que comprende:
un molde anular de extreme abierto que tiene un extremo de alimentación […]