Tornillo, en particular borne eléctrico de arrancador, y procedimiento de realización.
Tornillo que comprende un cuerpo (4) globalmente cilíndrico y una cabeza (5),
comprendiendo dicho tornillo:
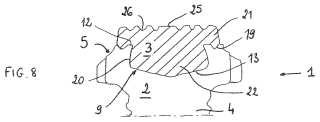
- una parte principal (2) realizada en un material distinto del cobre o una aleación de cobre, que forma elcuerpo (4) y una parte de la cabeza (5) del tornillo (1), comprendiendo dicha parte de la cabeza (5) del tornillo(1) una cara transversal (12) situada en la parte opuesta al cuerpo (4) y una cavidad (9) que presenta unaforma de revolución de igual eje (11) que el cuerpo (4) y que presenta una abertura (14) dispuesta en dichacara transversal (12) y una cara lateral (20) en contra-despulla;
- un inserto (3) de cobre o aleación de cobre que comprende un tetón (22) globalmente cilíndrico de diámetrocorrespondiente sustancialmente al de la cavidad (9), estando el inserto (3) solidarizado a la parte principal(2) de modo que el tetón (22) llena toda la cavidad (9) y el inserto (3) sobresale axialmente más allá de lacara transversal (12);
caracterizado porque la cavidad (9) presenta una cara de fondo (13) que presenta una forma convexa y porque laparte principal (2) comprende un labio (28) que sobresale desde la cara lateral (20) en contra-despulla de la cavidad(9), hacia el eje (11), estando dicho labio (28) situado a nivel de la abertura (14) de la cavidad (9).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08356071.
Solicitante: VIS SAMAR.
Nacionalidad solicitante: Francia.
Dirección: LA CARMONE 03500 SAINT POURCAIN SUR SIOULE FRANCIA.
Inventor/es: CHARBONNIER,GILLES.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- H01H1/02 ELECTRICIDAD. › H01 ELEMENTOS ELECTRICOS BASICOS. › H01H INTERRUPTORES ELECTRICOS; RELES; SELECTORES; DISPOSITIVOS DE PROTECCION DE EMERGENCIA (cables de contacto H01B 7/10; interruptores automáticos de tipo electrolítico H01G 9/18; circuitos de protección, de seguridad H02H; conmutación por medios electrónicos sin cierre de contactos H03K 17/00). › H01H 1/00 Contactos (contactos líquidos H01H 29/04). › caracterizados por su material.
PDF original: ES-2401639_T3.pdf
Fragmento de la descripción:
Tornillo, en particular borne electrico de arrancador, y procedimiento de realizacion.
La presente invencion se refiere a un tornillo asi como a un procedimiento de realizacion de un tornillo de este tipo. La invencion se aplica en particular, aunque no exclusivamente, a los tornillos destinados a formar los bornes electricos de arrancador. El borne electrico de un arrancador comprende normalmente un cuerpo, generalmente roscado, y una cabeza, estando esta ultima destinada a entrar en contacto con una pieza conductora conectada a la bateria, con el fin de permitir la puesta en marcha del arrancador. La mayor parte de los bornes electricos conocidos estan realizados integramente en cobre o en aleacion de cobre.
En efecto, este material es buen conductor electrico y ofrece ademas la ventaja de no experimentar ningun deterioro importante debido al arco electrico producido durante el contacto entre la cabeza del borne y la pieza conductora. No obstante, el cobre (o aleacion de cobre) es un material muy caro. Con el fin reducir el coste de dichos bornes, se ha pensado en utilizar otros materiales conductores, aunque resulta que los bornes obtenidos no son completamente satisfactorios, en particular en cuanto a resistencia mecanica y/o vida util. El documento GB 1 284 954 propone un tornillo que comprende una parte principal de acero, en la que esta realizada una cavidad que aloja un inserto que puede ser, por ejemplo, de cobre. El objetivo es obtener un tornillo de coste reducido, pero que cumpla las funciones electricas requeridas. Sin embargo, el tornillo descrito en este documento no es completamente satisfactorio por los motivos siguientes. En primer lugar, la cavidad presenta una cara de fondo que forma un cono sobresaliente hacia la abertura de la cavidad. Debido a esta geometria, no es posible obtener un relleno perfecto de la cavidad por presion en el inserto, no pudiendo la zona anular situada alrededor de la base del cono llenarse convenientemente. Esto se acentua ademas por el hecho de que la cara inferior del inserto presenta un hueco en forma de cono complementario. Ahora bien, es fundamental obtener una conexion intima entre el inserto y la parte principal. En efecto, si no es asi,
por una parte no se garantiza la sujecion mecanica del inserto en la cavidad y, por tanto, existe un riesgo importante de desprendimiento del inserto y, por otra parte, en funcionamiento, se pueden producir arcos electricos en el espacio no llenado, lo cual evidentemente no es deseable. Por otro lado, al estar el inserto constituido unicamente por una parte sustancialmente cilindrica, solo se pueden obtener de manera imperfecta a la vez los dos resultados siguientes: un relleno total de la cavidad y la formacion de una parte superior en forma de disco extendido que se encaja en la cabeza del tornillo, por el exterior de la cavidad. Por ultimo, la reducida profundidad de la cavidad no conduce a una muy buena sujecion del inserto y por tanto acentua los riesgos de arrancamiento intempestivo de este inserto fuera de la cavidad.
La presente invencion tiene como objetivo remediar los inconvenientes mencionados anteriormente. Para ello, y segun un primer aspecto, la invencion se refiere a un tornillo segun la reivindicacion 1. De este modo, por una parte, la parte de la cabeza destinada a entrar en contacto con la pieza conductora, a saber, la cara del inserto que sobresale mas alla de la cara transversal de la parte principal, esta realizada en cobre o en aleacion de cobre y por tanto conserva las excelentes propiedades de este material (en particular, las excelentes propiedades de los bornes de arrancador conocidos) . La aleacion de cobre comprende generalmente mas del 95% de cobre. Puede contener, por ejemplo, teluro. Por otra parte, el resto del tornillo, a saber, el cuerpo y la parte de la 55 cabeza no directamente util desde el punto de vista electrico, esta realizado en un material distinto del cobre. Por tanto es posible elegir un material que, al tiempo que presenta caracteristicas mecanicas y electricas apropiadas a su utilizacion en un borne de arrancador, en particular, es de menor coste. En particular, se puede utilizar un metal, por ejemplo, un acero. En este caso, tambien se puede realizar facilmente un roscado que presentara una sujecion mecanica mucho mejor que un roscado realizado en un cuerpo de cobre. Por otro lado, una caracteristica importante de la invencion es la forma en contra-despulla de la cavidad dispuesta en la parte principal y la penetracion del inserto en la totalidad del espacio de esta cavidad, incluida la zona en contra-despulla, debido a la ductilidad del cobre (o de la aleacion de cobre) . El inserto se encuentra engastado por tanto en la cavidad de la parte principal.
De este modo se obtienen varias ventajas. Por una parte, esto permite garantizar una solidarizacion muy buena entre el inserto y la parte principal del tornillo. En efecto, en el caso de la aplicacion a un borne electrico de arrancador, durante el paso de corriente entre la pieza conductora y la cabeza del borne, se pueden producir unas microsoldaduras que tienden a asociar estas dos piezas entre si. Gracias a la caracteristica mencionada anteriormente, se evita que, cuando la pieza conductora se aleja de la cabeza del borne, no se lleve con ella el inserto. Por otra parte, esto mejora considerablemente la estanqueidad del tornillo.
El hecho de que la cavidad presente una cara de fondo que presenta una forma convexa permite favorecer la fluencia del cobre o de la aleacion de cobre que constituye el inserto. En efecto, la solidarizacion del inserto a la parte principal se realiza generalmente mediante un golpe en frio. En estas condiciones, el cobre, o la aleacion de cobre, no presenta una capacidad muy grande de deformacion, y por tanto es muy ventajoso, para obtener un relleno completo de la cavidad, recurrir a una geometria particular que favorezca la fluencia del material constitutivo del inserto.
Por "cara de fondo de forma convexa", se entiende que la cavidad presenta, en seccion, un contorno convexo, es decir, que el fondo de la cavidad es hueco y no sobresaliente. Gracias a esta geometria, y durante el ensamblaje del inserto y de la parte principal, el inserto se deforma en primer lugar hacia el fondo de la cavidad y despues, una vez en contacto contra este fondo, el inserto se deforma radialmente hasta la pared lateral en contra-despulla para llenar toda la cavidad. Se obtiene asi un acoplamiento perfecto entre el inserto y la cavidad, lo cual permite, ademas de una excelente sujecion mecanica, impedir la formacion de arcos electricos.
La cara de fondo de la cavidad puede presentar una forma troncoconica convexa.
Segun una realizacion posible, la parte principal comprende una garganta sustancialmente anular dispuesta en la cara transversal, alrededor de la cavidad y coaxialmente a esta. La garganta puede presentar en seccion una forma en punta desde la cara transversal en direccion al fondo de la garganta.
Ventajosamente, el inserto puede comprender una pastilla realizada de una sola pieza con el teton, siendo la pastilla sustancialmente en forma de disco, de igual eje que el teton y de mayor diametro que este, solidarizandose el inserto a la parte principal de modo que la pastilla se acople con la cara transversal. En caso de que la cara transversal presente una garganta, esta garganta se llena por el material constitutivo de la pastilla. Esto permite mejorar aun mas la solidarizacion entre el inserto y la parte principal del tornillo, en particular aportando una sujecion radial.
Por otro lado, la cara transversal libre del inserto, y en particular de la pastilla cuando esta esta presente, puede comprender unas estrias.
La cara extrema del inserto destinada a entrar en contacto con la cara de fondo de la cavidad es, segun una forma de realizacion ventajosa, sustancialmente plana o sobresaliente (es decir, abombada o en punta, preferentemente con una forma adaptada a la forma del fondo de la cavidad, por ejemplo troncoconica convexa) . Esto permite favorecer la fluencia del cobre o de la aleacion de cobre a la vez axial y radialmente.
Ademas, el labio sobresaliente favorece la retencion del inserto en la cavidad.
Segun un segundo aspecto, la invencion se refiere a un procedimiento de realizacion de un tornillo que comprende un cuerpo y una cabeza, siendo el procedimiento segun la reivindicacion 8.
La parte principal del tornillo se conforma, por ejemplo, a partir de la pieza en bruto por conformacion en frio, en particular cuando esta parte principal se realiza en acero.
Se debe observar que la cavidad podria presentar tambien inicialmente una forma no perfectamente cilindrica aunque ligeramente conica (ligera contra-despulla) .
Segun un modo de realizacion, la etapa b3) se puede... [Seguir leyendo]
Reivindicaciones:
1. Tornillo que comprende un cuerpo (4) globalmente cilindrico y una cabeza (5) , comprendiendo dicho tornillo:
- una parte principal (2) realizada en un material distinto del cobre o una aleacion de cobre, que forma el cuerpo (4) y una parte de la cabeza (5) del tornillo (1) , comprendiendo dicha parte de la cabeza (5) del tornillo
(1) una cara transversal (12) situada en la parte opuesta al cuerpo (4) y una cavidad (9) que presenta una forma de revolucion de igual eje (11) que el cuerpo (4) y que presenta una abertura (14) dispuesta en dicha cara transversal (12) y una cara lateral (20) en contra-despullaº
- un inserto (3) de cobre o aleacion de cobre que comprende un teton (22) globalmente cilindrico de diametro correspondiente sustancialmente al de la cavidad (9) , estando el inserto (3) solidarizado a la parte principal
(2) de modo que el teton (22) llena toda la cavidad (9) y el inserto (3) sobresale axialmente mas alla de la cara transversal (12) º
caracterizado porque la cavidad (9) presenta una cara de fondo (13) que presenta una forma convexa y porque la parte principal (2) comprende un labio (28) que sobresale desde la cara lateral (20) en contra-despulla de la cavidad (9) , hacia el eje (11) , estando dicho labio (28) situado a nivel de la abertura (14) de la cavidad (9) .
2. Tornillo segun la reivindicacion 1, caracterizado porque la cara de fondo (13) de la cavidad (9) presenta una forma troncoconica convexa.
3. Tornillo segun la reivindicacion 1 o 2, caracterizado porque la parte principal (2) comprende una garganta (19) sustancialmente anular dispuesta en la cara transversal (12) , alrededor de la cavidad (9) y coaxialmente a esta.
4. Tornillo segun una de las reivindicaciones 1 a 3, caracterizado porque el inserto (3) comprende una pastilla (21) realizada de una sola pieza con el teton (2) , siendo la pastilla (21) sustancialmente en forma de disco, de igual eje que el teton (22) y de mayor diametro que este, estando el inserto (3) solidarizado a la parte principal (2) de modo que la pastilla (21) se acopla con la cara transversal (12) .
5. Tornillo segun una de las reivindicaciones 1 a 4, caracterizado porque la cara transversal libre (25) del inserto (3) comprende unas estrias (26) .
6. Tornillo segun una de las reivindicaciones 1 a 5, caracterizado porque la cara extrema (2º) del inserto (3) destinada a entrar en contacto con la cara de fondo (13) de la cavidad (9) es sustancialmente plana o sobresaliente.
º. Tornillo segun una de las reivindicaciones 1 a 6, caracterizado porque el material constitutivo de la parte principal
(2) es un acero.
8. Procedimiento de realizacion de un tornillo (1) que comprende un cuerpo (4) y una cabeza (5) , que comprende las etapas que consisten en:
a) prever una pieza en bruto (6) realizada de un material distinto del cobre, que comprende una parte globalmente cilindrica ( º) destinada a formar el cuerpo (4) del tornillo (1) y una parte abombada (8) destinada a formar una parte de la cabeza (5) del tornillo (1) º
b) conformar la pieza en bruto (6) para realizar una parte principal (2) del tornillo (1) , dando a la parte abombada (8) sustancialmente la forma exterior de la cabeza (5) con una cara transversal (12) situada en la parte opuesta a la parte globalmente cilindrica (º) , y formando en dicha parte abombada (8) una cavidad (9) que presenta una forma de revolucion de igual eje (11) que la parte globalmente cilindrica (º) , y que presenta una abertura (14) dispuesta en dicha cara transversal (12) y una cara lateral (20) en contra-despullaº
c) prever un inserto (3) de cobre o aleacion de cobre que comprende un teton (22) sustancialmente cilindrico de diametro correspondiente sustancialmente al de la cavidad (9) dispuesta en la parte principal (2) del tornillo (1) º
d) colocar el teton del inserto (3) en la cavidad (9) y deformar el inserto (3) por presion para que el teton (22) llene toda la cavidad (9) , sobresaliendo axialmente mas alla de la cara transversal (12) , con el fin de solidarizar el inserto (3) y la parte principal (2) del tornillo (1) º
caracterizado porque la etapa b) comprende las etapas sucesivas que consisten en:
b1) formar en la parte abombada (8) una cavidad (9) sustancialmente cilindrica, de igual eje (11) que la parte globalmente cilindrica (º) , y que presenta una abertura (14) dispuesta en dicha cara transversal (12) , comprendiendo la etapa b1) la formacion, en la parte abombada (8) , de un labio (28) anular que sobresale de manera globalmente axial desde la cara transversal (12) sustancialmente a la periferia de la abertura (14) de la cavidad (9) º
b2) introducir una plantilla (1º) cilindrica de diametro predefinido en la cavidad (9) todavia sustancialmente cilindrica con el fin de obtener una abertura (14) de dicha cavidad (9) de diametro calibradoº 5
b3) y despues conformar la parte principal (2) del tornillo (1) con objeto de dar una forma en contra-despulla a la cara lateral (20) de la cavidad (9) , ejerciendo una presion en la cara transversal (12) con el fin de deformar y abatir dicho labio hacia el eje (11) de la parte principal (2) .
9. Procedimiento segun la reivindicacion 8, caracterizado porque la parte principal (2) del tornillo (1) esta conformada a partir de la pieza en bruto (6) por conformacion en frio.
10.Procedimiento segun la reivindicacion 8 o 9, caracterizado porque la etapa b3) se realiza formando en dicha cara transversal (12) una garganta (19) sustancialmente anular y de igual eje (11) que la cavidad (9) , alrededor de esta,
con objeto de deformar localmente la parte principal (2) del tornillo (1) entre la garganta (19) y la cavidad (9) y de dar de este modo una forma en contra-despulla a la cara lateral (20) de la cavidad (9) .
11.Procedimiento segunla reivindicacion 10, caracterizado porque laintroduccionde la plantilla (1º) en la cavidad
(9) y la realizacion de la garganta (19) se realizan por medio de una misma herramienta (15) que presenta una cara transversal (16) de la que sobresalen por una parte dicha plantilla (1 ) cilindrica y por otra parte una nervadura (18) anular de igual eje que la plantilla (1º) , dispuesta alrededor de esta.
12. Procedimiento segun una de las reivindicaciones 10 u 11, caracterizado porque la garganta (19) presenta en seccion una forma en punta desde la cara transversal (12) en direccion al fondo de la garganta (19) . 25
Patentes similares o relacionadas:
Procedimiento para la fabricación de un material de Cu-Cr por pulvimetalurgia, del 17 de Octubre de 2018, de Plansee Powertech AG: Procedimiento para la fabricación de un material de Cu-Cr por pulvimetalurgia para un contacto de conmutación, en particular para interruptores de vacío, que comprende […]
Aparato de conmutación de vacío y conjunto de contacto para el mismo, del 25 de Abril de 2018, de EATON CORPORATION: Un conjunto de contacto para un aparato de conmutación de vacío , comprendiendo dicho conjunto de contacto : […]
Cuadro general de mando y protección iluminado, del 4 de Julio de 2016, de MARTINEZ GARCIA, Samuel: 1. Cuadro general de mando y protección iluminado que, comprende una caja envolvente con una cubierta protectora donde, figura, al menos, un interruptor […]
 Cuchilla de desconexión de alto voltaje para uso a la intemperie con aislamiento de aire, del 6 de Abril de 2016, de Sotnikov, Mikhail: Una cuchilla de desconexión de alto voltaje para uso a la intemperie con aislamiento de aire, caracterizándose la cuchilla por que consta de:
dos bases de cobre en forma […]
Cuchilla de desconexión de alto voltaje para uso a la intemperie con aislamiento de aire, del 6 de Abril de 2016, de Sotnikov, Mikhail: Una cuchilla de desconexión de alto voltaje para uso a la intemperie con aislamiento de aire, caracterizándose la cuchilla por que consta de:
dos bases de cobre en forma […]
 Conjunto de contacto para interruptor de vacío, del 30 de Marzo de 2016, de LSIS Co., Ltd: Conjunto de contacto para un interruptor de vacío, que comprende:
un contacto fijo ;
un electrodo fijo acoplado al contacto fijo;
un […]
Conjunto de contacto para interruptor de vacío, del 30 de Marzo de 2016, de LSIS Co., Ltd: Conjunto de contacto para un interruptor de vacío, que comprende:
un contacto fijo ;
un electrodo fijo acoplado al contacto fijo;
un […]
Disposición de quemadores de gas, punto de cocción, y cocina, del 8 de Enero de 2016, de BSH ELECTRODOMESTICOS ESPAÑA S.A.: La invención hace referencia a una disposición de quemadores de gas para un punto de cocción , con dos o más quemadores de gas , a cada uno […]
PIEZA DE CONTACTO FABRICADA EN TUNGSTENO PROVISTA CON UNA CAPA DE ESTAÑO RESISTENTE A LA CORROSION., del 1 de Junio de 2006, de LOUIS RENNER GMBH FER FAHRZEUGELEKTRIK GMBH: Pieza de contacto que comprende una capa superpuesta de tungsteno soldada sobre un soporte metálico a través de una capa de soldadura , caracterizada porque […]
 MATERIAL COMPUESTO PREPARADO A BASE DE POLVO METALURGICO, del 1 de Diciembre de 2008, de LOUIS RENNER GMBH: Material compuesto producido por vía pulvimetalúrgica, que se compone de una matriz de plata, de un aditivo granular contenido en esta matriz […]
MATERIAL COMPUESTO PREPARADO A BASE DE POLVO METALURGICO, del 1 de Diciembre de 2008, de LOUIS RENNER GMBH: Material compuesto producido por vía pulvimetalúrgica, que se compone de una matriz de plata, de un aditivo granular contenido en esta matriz […]