TORNILLO DE CIERRE DE MATERIAL METÁLICO, PROCEDIMIENTO PARA SU FABRICACIÓN, PIEZA BRUTA ASÍ COMO HERRAMIENTA PARA SU FABRICACIÓN.
Procedimiento para la fabricación de un tornillo de cierre para un conducto de líquido,
en particular para un conducto de aceite o un depósito de aceite, con una caña cilíndrica (36) que contiene una rosca exterior (22) en una placa de reborde (12), en la que está previsto en el centro un taladro ciego (28) de sección transversal poligonal como órgano de alojamiento para una herramienta, en el que la caña (38) está configurada como tronco de tubo (14) provisto con la rosca exterior (22) así como desde la superficie frontal (16) de la caña parte un taladro ciego (18) coaxial al taladro ciego (28) de la placa de reborde (12), en el que el tornillo de cierre está constituido de material metálico y presenta una sección de fases (24) inclinada desde la palca de reborde (12) hacia el eje como transición hacia la caña (36), caracterizado porque se genera una pieza bruta (34) con un tronco de tubo (36) cilíndrico que se conecta integralmente a una placa de reborde (12), cuyo diámetro interior (e1) y diámetro exterior (1) se forman más cortos que los diámetros (e, f) correspondientes previstos del tornillo de cierre (10) y porque el tronco de tubo (36) de la pieza bruta se ensancha bajo la generación de presión sobre la superficie de pared interior (19a) desde su taladro ciego (18a), y porque la superficie exterior del tronco de tubo (36) es prensada durante su ensanchamiento contra una superficie de formación que la rodea con rosca negativa, o porque la rosca exterior (22) se forma por medio de un proceso de laminación de rosca separado
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2003/013470.
B21J5/12TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21J FORJADO; MARTILLADO; PRENSADO DE METALES; REMACHADO; HORNOS DE FORJA (laminado de metales B21B; fabricación de productos particulares por forjado o prensado B21K; chapeado B23K; tratamiento o acabado de superficies por martillado B23P 9/04; aumento de la compacidad de superficies por chorro de materiales en partículas B24C 1/10; características generales de las prensas, prensas para compactar los residuos B30B; hornos en general F27). › B21J 5/00 Métodos para forjar, martillar o prensar (para trabajar las chapas, tubos, barras o perfiles metálicos B21D; para trabajar alambre B21F ); Equipo o accesorios particulares. › Formación de perfiles sobre superficies interiores o exteriores (fabricación de aterrajado por forjado, prensado, o martillado B21K).
B21K1/46B
B21K21/08B21 […] › B21K FABRICACION DE ARTICULOS METÁLICOS FORJADOS O PRENSADOS, p. ej. HERRADURAS, REMACHES, BULONES O RUEDAS (fabricación de artículos especiales por trabajo de las hojas metálicas sin arranque sustancial de material B21D; Trabajo de alambre B21F; fabricación de alfileres, agujas o clavos B21G; fabricación de artículos especiales por laminado B21H; máquinas de forjar, prensar, martillar en general B21J; fabricación de cadenas B21L; chapado B23K). › B21K 21/00 Fabricación de artículos huecos, no comprendida en uno solo de los grupos B21K 1/00 - B21K 19/00 (principalmente a partir de chapas o de tubos con paredes delgadas de espesor uniforme B21D, p. ej. B21D 41/00, B21D 51/00). › Formación de artículos huecos, con secciones diferentes en sentido longitudinal, p. ej. surtidores, lámparas de alumbrado.
F01M11/04B
Clasificación PCT:
B21J5/12B21J 5/00 […] › Formación de perfiles sobre superficies interiores o exteriores (fabricación de aterrajado por forjado, prensado, o martillado B21K).
B21K21/08B21K 21/00 […] › Formación de artículos huecos, con secciones diferentes en sentido longitudinal, p. ej. surtidores, lámparas de alumbrado.
F01M11/04MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F01MAQUINAS O MOTORES EN GENERAL; PLANTAS MOTRICES EN GENERAL; MAQUINAS DE VAPOR. › F01MLUBRIFICACION DE MAQUINAS O MOTORES EN GENERAL; LUBRIFICACION DE LOS MOTORES DE COMBUSTION INTERNA; VENTILACION DEL CARTER. › F01M 11/00 Partes constitutivas, detalles o accesorios no cubiertos por, o de un interés distinto que, los grupos F01M 1/00 - F01M 9/00. › Llenado o vaciado del lubrificante de las máquinas o motores.
Clasificación antigua:
B21J5/12B21J 5/00 […] › Formación de perfiles sobre superficies interiores o exteriores (fabricación de aterrajado por forjado, prensado, o martillado B21K).
B21K21/08B21K 21/00 […] › Formación de artículos huecos, con secciones diferentes en sentido longitudinal, p. ej. surtidores, lámparas de alumbrado.
F01M11/04F01M 11/00 […] › Llenado o vaciado del lubrificante de las máquinas o motores.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
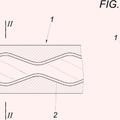
Tornillo de cierre de material metálico, procedimiento para su fabricación, pieza bruta así como herramienta para su fabricación La invención se refiere a un procedimiento para la fabricación de un tornillo de cierre de material metálico para un conducto de líquido en particular para un conducto de aceite o un depósito de aceite- con una caña cilíndrica, que contiene una rosca exterior, en una placa de reborde, en la que está previsto en el centro un taladro ciego de sección transversal poligonal como órgano de alojamiento para una herramienta. Se conoce a partir del documento EP-A-0 461 344 un tornillo de cierre de plástico provisto con taladro ciego. El documento GB-A-1 274 754 muestra un tornillo de cierre metálico. Se conoce a partir del documento JP 57 151246 U un tornillo de cierre, que presenta un taladro ciego sobre un lado opuesto a un orificio de accionamiento. La fabricación de un tornillo de este tipo es comparativamente costosa. Los tornillos de cierre de este tipo se emplean sobre todo en automóviles y, por lo tanto, deben generarse en grandes números de piezas. En este caso, ha dado un resultado favorable hasta ahora cuando su fabricación se realiza en al menos tres fases de fabricación. El cometido de la invención es modificarlo para mejorarlo. A la solución del cometido conduce la enseñanza de la reivindicación independiente; las reivindicaciones dependientes indican desarrollos favorables. Además, están dentro del marco de la invención todas las combinaciones de al menos dos de las características publicadas en la descripción, en el dibujo y/o en las reivindicaciones. En un tornillo de cierre, que se puede fabricar de acuerdo con el procedimiento de la invención, la caña está configurada como tronco de tubo provisto con una rosca exterior y desde la superficie frontal de la caña del tornillo de cierre parte un taladro ciego coaxial al taladro ciego habitual de la placa de reborde. Es especialmente importante que en una sección de fases inclinada desde la placa de reborde hacia el eje en un ángulo de sección longitudinal con preferencia de 30º- así como que se ensancha hacia el reborde como transición hacia el tronco de tubo, el contorno de la base tubular de esta sección de fases sea al mismo tiempo en cuanto a la construcción- la línea de tope interior para la rosca exterior que sobresale radialmente sobre este contorno. Por lo demás, se prefiere un diámetro del contorno de la base de la sección de fases de 19,5 mm. Se ha revelado que es favorable que el fondo del taladro ciego del tronco de tubo presente una sección transversal inclinada desde su superficie de pared hacia el eje longitudinal del tornillo; de manera más ventajosa, la profundidad de la superficie de pared debe ser aproximadamente 8 mm, en particular 7,8 mm. De acuerdo con otra característica del tornillo de cierre que se puede fabricar con el procedimiento de acuerdo con la invención, el diámetro del taladro ciego mide aproximadamente 14 mm y el diámetro exterior de la rosca exterior mide aproximadamente 21 mm; las medidas deben comprender especialmente los valores de 13,8 mm y 20,97 mm, respectivamente. La configuración del tornillo de cierre que se puede fabricar con el procedimiento de acuerdo con la invención comprende también que al borde libre del tubo del tronco de tubo esté asociado al menos un borde de fase y con preferencia a ambos lados, respectivamente- un borde de fase inclinado desde este borde de tubo hasta la placa de reborde, de manera que el borde de fase dispuesto en el exterior debe pasar a la rosca exterior. En el marco de la invención está un procedimiento para la fabricación de este tornillo de cierre, en el que se genera una pieza bruta con un tronco de tubo cilíndrico que se conecta formado integralmente en una placa de reborde, cuyo diámetro interior y cuyo diámetro exterior se configuran más cortos que los diámetros previstos correspondientes a ellos del tornillo de cierre; el tronco de tubo se ensancha bajo la generación simultánea de presión sobre la superficie de pared interior desde su taladro ciego. De acuerdo con otra característica de la invención, en el taladro ciego del tronco de tubo de pieza bruta se introduce un pistón de presión como herramienta de mandril y a través de ésta se ensancha radialmente la pared del tronco de tubo. En este caso, se ha revelado que es favorable que la superficie exterior del tronco de tubo sea presionada radialmente hacia fuera sobre el contorno de base de la sección de fases de la pieza bruta que se conecta en la placa de reborde inclinada hacia el eje en la sección transversal-; la rosca exterior debe formarse en la superficie exterior del tubo del tronco de tubo ensanchado, de manera más ventajosa en la zona del tronco de tubo determinada hacia el eje por cada contorno de base de la sección de fases. Esta formación se realiza de manera más ventajosa después de la fabricación de la configuración descrita anteriormente del tornillo de cierre a través de un proceso separado de laminación de la rosca. No obstante, también está en el marco de la invención un procedimiento, en cuya ejecución la superficie exterior del tronco de tubo es presionada durante su ensanchamiento contra una superficie de moldeo periférica con rosca 2 negativa. Especialmente importante es la pieza bruta utilizada por el procedimiento para la fabricación del tornillo de cierre; en este procedimiento se conecta en la placa de reborde un tronco de tubo cilíndrico de un diámetro exterior así como de un diámetro del taladro ciego, cuyas medidas son más cortas que las del diámetro exterior y del diámetro del taladro del tornillo de cierre propiamente dicho; el diámetro del taladro ciego debe medir aproximadamente 12 mm así como el diámetro exterior del tronco de tubo debe medir aproximadamente 19 mm, con preferencia 19,2 mm. La diferencia de la medida con respecto al producto final se compensa a través del proceso de ensanchamiento. También se ha revelado que es favorable seleccionar el diámetro exterior del tronco de tubo en la pieza bruta más corto que el diámetro de base de la sección de fases en el tornillo de cierre; esta última así como la sección de fases de la pieza bruta- debe formar con el eje longitudinal de la pieza bruta un ángulo que mide con preferencia aproximadamente 30º. De acuerdo con otra característica, también al borde del tubo del tronco de tubo está asociado a ambos lados, respectivamente, un borde de fases inclinado desde el borde del tubo, de manera que el borde exterior de las fases pasa a la superficie exterior cilíndrica del tubo. También es importante una herramienta, con la que se puede realizar de manera sencilla la transformación de la pieza bruta; de acuerdo con la invención, en una carcasa está fijada en un extremo un pistón de presión como herramienta de mandril y a cuyo extremo libre está asociada una cabeza de soporte o de retención dispuesta móvil con relación a ella con un alojamiento para una pieza bruta; cuyo eje se extiende en el eje medio de la herramienta o bien del pistón de presión. Además, es favorable que en el extremo de la carcasa del tipo de casquillo, que está alejado de la cabeza de soporte o cabeza de retención, esté prevista una placa de zócalo estacionaria, que forma un contra apoyo para el pistón de presión que se asienta sobre ella. El extremo libre del pistón de presión rodeada parcialmente por un tubo de pistón debe incidir de acuerdo con la invención en un taladro central de la cabeza de soporte o de retención, de manera que entonces una cabeza de presión del pistón de presión sobresale axialmente sobre el borde de la boca del tubo de pistón. A tal fin se ha revelado que es favorable que este tubo de pistón se asiente en el otro extremo con preferencia con una base de plato- sobre un casquillo de soporte estacionario de la herramienta, que forma una superficie de apoyo para el pistón de presión que atraviesa el casquillo de soporte. Para mejorar el proceso de presión, en cada placa de zócalo puede estar formado un zócalo de presión central, que forma un contra apoyo común para el pistón de presión así como para el casquillo de soporte. Se prefiere que la cabeza de soporte o de retención de la herramienta se asiente sobre un casquillo de corredera, que está asociado coaxialmente al pistón de presión así como al casquillo de soporte. El diámetro del zócalo de presión debe corresponder entonces aproximadamente al diámetro del casquillo de corredera que se asienta encima. Este último presenta, por lo demás, en una sección de base asociada al zócalo de presión una sección de cabeza ensanchada radialmente frente a esta sección de base y debe ser con la cabeza de retención con efecto de retención por un manguito de guía así como debe disponerse axialmente móvil con éste con relación... [Seguir leyendo]
Reivindicaciones:
1.- Procedimiento para la fabricación de un tornillo de cierre para un conducto de líquido, en particular para un conducto de aceite o un depósito de aceite, con una caña cilíndrica (36) que contiene una rosca exterior (22) en una placa de reborde (12), en la que está previsto en el centro un taladro ciego (28) de sección transversal poligonal como órgano de alojamiento para una herramienta, en el que la caña (38) está configurada como tronco de tubo (14) provisto con la rosca exterior (22) así como desde la superficie frontal (16) de la caña parte un taladro ciego (18) coaxial al taladro ciego (28) de la placa de reborde (12), en el que el tornillo de cierre está constituido de material metálico y presenta una sección de fases (24) inclinada desde la palca de reborde (12) hacia el eje como transición hacia la caña (36), caracterizado porque se genera una pieza bruta (34) con un tronco de tubo (36) cilíndrico que se conecta integralmente a una placa de reborde (12), cuyo diámetro interior (e1) y diámetro exterior (1) se forman más cortos que los diámetros (e, f) correspondientes previstos del tornillo de cierre (10) y porque el tronco de tubo (36) de la pieza bruta se ensancha bajo la generación de presión sobre la superficie de pared interior (19a) desde su taladro ciego (18a), y porque la superficie exterior del tronco de tubo (36) es prensada durante su ensanchamiento contra una superficie de formación que la rodea con rosca negativa, o porque la rosca exterior (22) se forma por medio de un proceso de laminación de rosca separado. 2.- Procedimiento de acuerdo con la reivindicación 1, caracterizado porque en el taladro ciego (18a) del tronco de tubo (36) de la pieza bruta está insertada una sección (52) de un pistón de presión (50), que tiene una sección transversal que excede su diámetro interior (e1), como herramienta de mandril y el tronco de tubo se ensancha radialmente a través de ésta y/o porque la superficie exterior (38) del tronco de tubo (36) es presionada radialmente hacia fuera más allá del contorno de base (25) de una sección de fases (24) que está conectada a la placa de reborde (12) y está inclinada hacia el eje en la sección transversal. 3.- Procedimiento de acuerdo con la reivindicación 1 ó 2, caracterizado porque en la superficie exterior del tubo (38) del tronco de tubo (36) ensanchado está formada una rosca exterior (22). 4.- Procedimiento de acuerdo con la reivindicación 3, caracterizado porque la rosca exterior (22) está formada integralmente en la zona del tronzo de tubo (36) definida axialmente por el contorno de base (25) de la sección de fases (24) y/o porque la rosca exterior (22) está formada integralmente en la superficie exterior (38) del tronco de tubo (36) por el método de laminación de rosca. 5.- Procedimiento de acuerdo con la reivindicación 4, caracterizado porque la superficie exterior (38) del tronco de de tubo (36) está prensada contra una herramienta de formación que rodea el tronco de cono. 6.- Procedimiento de acuerdo con una cualquiera de las reivindicaciones anteriores, caracterizado porque el tornillo de cierre está formado de tal manera que el contorno de base (25) hacia el tubo de la porción de fases (24) es una línea de apoyo interno para la rosca exterior (22) que se proyecta radialmente más allá de este contorno. 7.- Procedimiento de acuerdo con una cualquiera de las reivindicaciones anteriores, caracterizado porque el tornillo de cierre está formado de tal manera que la sección longitudinal de la sección de fases (24), que se extiende hacia el reborde, del tornillo de cierre (10) forma un ángulo (w), que mide aproximadamente 30º, con el eje longitudinal (A) del tornillo de cierre. 8.- Procedimiento de acuerdo con una cualquiera de las reivindicaciones anteriores, caracterizado porque el tornillo de cierre es producido con un diámetro (g) del contorno de base (25) de la porción de fases (24) de 19,5 mm. 9.- Procedimiento de acuerdo con una cualquiera de las reivindicaciones anteriores, caracterizado porque el tornillo de cierre está formado de tal manera que el fondo (20) del taladro ciego (18) del tronco de tubo (14) tiene una sección transversal inclinada desde su superficie de pared (19) hacia el eje longitudinal (A) del tornillo de cierre, estando prevista opcionalmente una profundidad (c) de la superficie de pared (19) de aproximadamente 8 mm, en particular 7,8 mm. 10.- Procedimiento de acuerdo con una cualquiera de las reivindicaciones anteriores, caracterizado porque el tornillo de cierre se fabrica con un diámetro (e) del taladro ciego (18) de aproximadamente 14 mm y con un diámetro exterior (f) de la rosca exterior (22) de aproximadamente 21 mm, en particular de 13,8 mm y 20,97 mm, respectivamente. 11.- Procedimiento de acuerdo con una cualquiera de las reivindicaciones anteriores, caracterizado porque el tornillo de cierre está configurado de tal forma que al borde de turbo (16) está asociado al menos un borde de fases (15 ó 17) inclinado desde este borde de tubo hacia el reborde, de manera que, dado el caso, al borde de tubo (16) está asociado a ambos lados, respectivamente, un borde de fases (15, 17) inclinado desde la pared del tubo hacia el reborde, que pasa con preferencia a la rosca exterior (22). 6 7 8
Patentes similares o relacionadas:
Un proceso de forjado de matriz abierta para minimizar las pérdidas finales y un producto hecho usándolo, del 6 de Noviembre de 2019, de Bharat Forge Limited: Un proceso de forjado de matriz abierta para minimizar las pérdidas finales caracterizado porque dicho proceso de forjado implica un paso de muesca, […]
Método para dividir la parte del extremo de una placa metálica o una barra metálica y método para unir tales partes metálicas, del 21 de Agosto de 2019, de SEKI PRESS CO. LTD: Un método para dividir una parte del extremo de una pieza de trabajo en la dirección longitudinal con respecto a la pieza de trabajo, en el que la […]
Dispositivo de fresado de eje estriado sincrónico bidireccional con respaldo de acero y su procedimiento de uso, del 13 de Junio de 2019, de Util (Guangzhou) Auto Parts. Co., Ltd: Un dispositivo de fresado sincrónico con respaldo de acero, que comprende una base de troquel superior conectable con una máquina hidráulica de aceite, una placa de […]
Procedimiento de fabricación de una carcasa para un motor de taladro, del 13 de Febrero de 2019, de GFM GMBH: Procedimiento para fabricar una carcasa para un motor de taladro que comprende una cubierta tubular de acero que tiene una superficie interna en espiral […]
Método de división del extremo para placa metálica o barra metálica y método para unir el mismo, del 25 de Abril de 2018, de SEKI PRESS CO. LTD: Un método para dividir una parte del extremo de una pieza de trabajo en la dirección longitudinal con respecto a la pieza de trabajo, en el que la pieza […]
Procedimiento para la realización de muescas en tubos y máquina asociada, del 17 de Agosto de 2016, de NUMALLIANCE SAS: Un procedimiento a través del cual se realiza, en una pared externa de un tubo que se extiende a lo largo de un eje longitudinal (A), mediante […]
APARATO Y PROCEDIMIENTO PARA LA FABRICACIÓN DE CREMALLERAS DE DIRECCIÓN, del 3 de Enero de 2012, de Bishop Steering Technology Pty Ltd: Aparato de matriz para realizar una operación de forja sin rebaba para fabricar la parte dentada de una cremallera de dirección […]
PROCEDIMIENTO PARA PRODUCIR UN ANILLO DE PUERTA PARA UNA PUERTA DE UNA MÁQUINA DE TRATAMIENTO DE ROPA DE CARGA FRONTAL, del 11 de Abril de 2011, de MIELE & CIE. KG: Procedimiento para producir un anillo de puerta para una puerta de una máquina de tratamiento de ropa de carga frontal, que se coloca desde fuera como anillo de cubierta/anillo […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Procedimiento de fabricación de una carcasa para un motor de taladro, del 13 de Febrero de 2019, de GFM GMBH: Procedimiento para fabricar una carcasa para un motor de taladro que comprende una cubierta tubular de acero que tiene una superficie interna en espiral […]
Procedimiento de fabricación de una carcasa para un motor de taladro, del 13 de Febrero de 2019, de GFM GMBH: Procedimiento para fabricar una carcasa para un motor de taladro que comprende una cubierta tubular de acero que tiene una superficie interna en espiral […]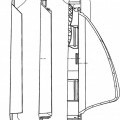 PROCEDIMIENTO PARA PRODUCIR UN ANILLO DE PUERTA PARA UNA PUERTA DE UNA MÁQUINA DE TRATAMIENTO DE ROPA DE CARGA FRONTAL, del 11 de Abril de 2011, de MIELE & CIE. KG: Procedimiento para producir un anillo de puerta para una puerta de una máquina de tratamiento de ropa de carga frontal, que se coloca desde fuera como anillo de cubierta/anillo […]
PROCEDIMIENTO PARA PRODUCIR UN ANILLO DE PUERTA PARA UNA PUERTA DE UNA MÁQUINA DE TRATAMIENTO DE ROPA DE CARGA FRONTAL, del 11 de Abril de 2011, de MIELE & CIE. KG: Procedimiento para producir un anillo de puerta para una puerta de una máquina de tratamiento de ropa de carga frontal, que se coloca desde fuera como anillo de cubierta/anillo […]