Tornillo autocentrante.
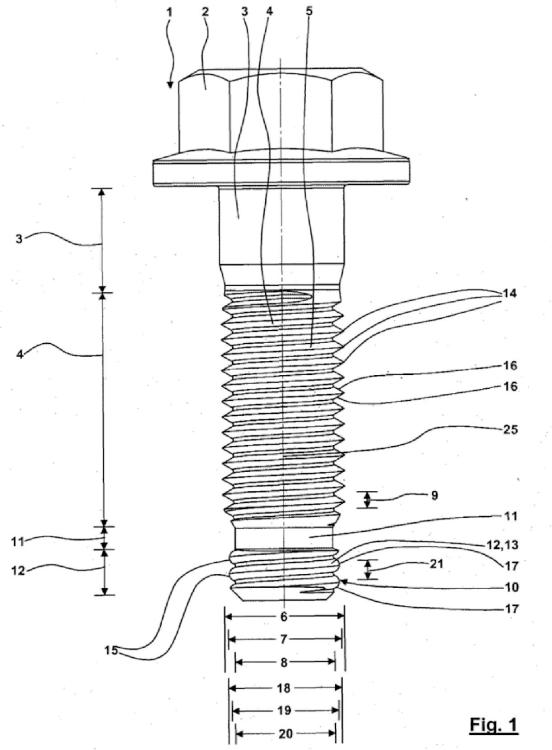
Tornillo (1) con una primera sección de rosca (4) con una primera rosca (5) con un primer diámetro exterior (6) y un primer paso (9) para fabricar una unión roscada con una rosca interior (24) correspondiente de una tuerca (23) u otro elemento constructivo (22);
una segunda sección de rosca (12) con una segunda rosca (13) con un segundo diámetro exterior (18) y un segundo paso (21), estando configurada la segunda sección de rosca (12) como sección de rosca autocentrante, presentando la segunda rosca (13) una cresta de rosca (15) ensanchada, siendo el segundo diámetro exterior (18) de la segunda rosca (13) más pequeño que el primer diámetro exterior (6) de la primera rosca (5), caracterizado por que el primer paso (9) de la primera rosca (5) y el segundo paso (21) de la segunda rosca (13) son diferentes.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09169847.
Solicitante: KAMAX Holding GmbH & Co. KG.
Nacionalidad solicitante: Alemania.
Dirección: Dr.-Rudolf-Kellermann-Strasse 2 35315 Homberg (Ohm) ALEMANIA.
Inventor/es: WAGNER, FRANK.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21H3/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21H FABRICACION DE ARTICULOS METALICOS ESPECIALES POR LAMINADO, p. ej. TORNILLOS, RUEDAS, ANILLOS, CILINDROS, BOLAS (principalmente a partir de chapas B21D). › B21H 3/00 Fabricación de cuerpos helicoidales o de cuerpos con ciertas partes en forma helicoidal (engranajes helicoidales B21H 5/00; curvado en hélice de fleje o similar B21D 11/06; formación de tubos o de paredes de tubos en forma de hélice B21D 15/04). › de cuerpos con paso de rosca exterior.
- B21K1/46 B21 […] › B21K FABRICACION DE ARTICULOS METÁLICOS FORJADOS O PRENSADOS, p. ej. HERRADURAS, REMACHES, BULONES O RUEDAS (fabricación de artículos especiales por trabajo de las hojas metálicas sin arranque sustancial de material B21D; Trabajo de alambre B21F; fabricación de alfileres, agujas o clavos B21G; fabricación de artículos especiales por laminado B21H; máquinas de forjar, prensar, martillar en general B21J; fabricación de cadenas B21L; chapado B23K). › B21K 1/00 Fabricación de elementos de máquinas. › con cabezas.
- F16B35/04 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16B DISPOSITIVOS PARA UNIR O BLOQUEAR LOS ELEMENTOS CONSTRUCTIVOS O LAS PARTES DE LAS MAQUINAS, p. ej. CLAVOS, CLAVIJAS, TUERCAS, TORNILLOS, BULONES, ANILLOS QUE FORMAN RESORTE, ABRAZADERAS, BRIDAS, GRAPAS, CUÑAS; UNIONES O ARTICULACIONES (acoplamientos para la transmisión de mecanismos de rotación F16D). › F16B 35/00 Bulones roscados; Bulones de anclaje; Pasadores roscados; Tornillos; Tornillos de presión Screw-bolts (clavijas para paredes F16B 13/00; tornillo que practican la rosca F16B 25/00). › con una cabeza o un eje de forma particular que permite fijar el bulón sobre o en un objeto (fijación del bulón para impedir su rotación en el objeto para el empleo de piezas accesorias F16B 39/00).
PDF original: ES-2546626_T3.pdf
Fragmento de la descripción:
Tornillo autocentrante Campo técnico de la invención
La invención se refiere a un tornillo autocentrante y a un procedimiento para su fabricación.
Los tornillos autocentrantes deben garantizar que una unión roscada de la rosca exterior de un tornillo con una rosca interior correspondiente de una tuerca o de otro elemento constructivo puede fabricarse de manera fiable sin que se consideren efectos negativos de una orientación errónea del eje del tornillo con respecto al eje de la tuerca o del elemento constructivo.
Las orientaciones erróneas de este tipo con un apriete continuo de la unión roscada pueden llevar a daños tales de la rosca del tornillo y/o del elemento constructivo que la unión roscada ya no es adecuada para cumplir su correcta función y debe reemplazarse. En este caso ha de considerarse especialmente el efecto del denominado "cross- threadinif (roscado incorrecto). En el caso del "cross-threadincf, por ejemplo, una orientación colineal errónea de los ejes de la rosca correspondiente lleva a que éstas se engranen con un desfase que corresponde a medio paso de la rosca. También en el caso de un entrecruce más reducido de los ejes puede llegarse a un "cross-threadintf cuando por ejemplo la primera vuelta del tornillo, que sí está configurada de manera incompleta, no se enhebra perfectamente en la primera vuelta de la rosca de tuerca realizada también de forma cónica. Especialmente en el caso de altas velocidades de giro de atornillados deseadas por razones de tiempo de montaje se producen fácilmente agarrotamientos que pueden llevar hasta la destrucción de las primeras vueltas de rosca. Con ello los tornillos y/o las tuercas se vuelven inservibles. En roscas de tuerca de difícil acceso esto puede llevar a graves daños resultantes dado que en caso necesario todo el componente en el que se encuentra la rosca de tuerca debe desguazarse.
Estado de la técnica
Un tornillo autocentrante se conoce por la solicitud de patente europea EP 1 296 070 A2. El tornillo presenta una primera sección de rosca con una primera rosca con un primer diámetro exterior y un primer paso, y una segunda sección de rosca con una segunda rosca con un segundo diámetro exterior y un segundo paso. La segunda sección de rosca está configurada como sección de rosca autocentrante. La segunda rosca presenta una cresta de rosca ensanchada. El segundo diámetro exterior de la segunda rosca es más pequeño que el primer diámetro exterior de la primera rosca. El primer paso de la primera rosca y el segundo paso de la segunda rosca son idénticos.
Un tornillo autocentrante y un procedimiento para su fabricación se conocen por la solicitud PCT publicada con el número de publicación internacional WO 97104241. Otros miembros de esta familia de patentes son las patentes estadounidenses US 5,730,566, US 5,791,849, US 5,997,231 y US 6,162,001 así como la patente alemana DE 696 10 838 T2. El tornillo autocentrante conocido presenta una cabeza, una caña y una sección de rosca dirigida al extremo libre del tornillo con una rosca con un paso. La rosca, así como su paso, se corresponden con la rosca interior de una tuerca correspondiente. La sección de rosca continua axialmente y radialmente presenta en la zona de su zona dirigida al extremo libre del tornillo una cresta de rosca redondeada. La cresta de rosca redondeada se extiende sobre por al menos una vuelta de la rosca, es decir, por al menos 3602. Esta zona de la sección de rosca continua axialmente y radialmente sirve como sección de rosca autocentrante. A causa de la forma redondeada y del diámetro exterior reducido con respecto a la rosca "normal" la rosca exterior del tornillo con el atornillado continuo puede orientarse desde una posición inicial orientada erróneamente con respecto a la rosca interior de la tuerca y corregir el "cross-threading" sin que aparezcan deformaciones plastoelásticas de la rosca. Preferiblemente la sección de rosca con la rosca "normal" así como la zona inicial redondeada se fabrica por medio de una única herramienta de rodadura especial que contiene zonas de rodadura que se corresponden con ambas zonas.
Por la solicitud de patente europea EP 0 942 181 A2 se conoce un tornillo autocentrante adicional. El tornillo presenta una cabeza, una caña y una sección de rosca dirigida al extremo libre del tornillo con una rosca con un paso que habitualmente sirve para la producción de una unión roscada con una rosca interior correspondiente de un elemento constructivo. En la zona de su extremo libre el tornillo posee un resalte de centrado cónico. En algunas formas de realización del tornillo, la sección de rosca se extiende en este caso axialmente de manera continua hasta en este resalte de centrado cónico (véanse la figura 2 y la figura 6). El resalte de centrado cónico, en lugar de una rosca continua radialmente puede presentar también levas distanciadas que se unen directamente de manera axial al resto de la rosca y presenta su paso.
Un tornillo autocentrante adicional se conoce por la solicitud de patente europea EP 1 069 324 A2 así como por la traducción alemana correspondiente de la patente europea DE 600 29 393 T2. El tornillo presenta dos secciones de rosca que se acoplan directamente entre sí con una primera rosca con un primer diámetro exterior y una segunda rosca con un segundo diámetro exterior. La segunda sección de rosca está configurada como sección de rosca autocentrante y presenta una cresta de rosca ensanchada. El diámetro exterior de la segunda rosca es menor que el primer diámetro exterior de la primera rosca. Los pasos de las dos roscas son idénticos.
Un tomillo autocentrante adicional se conoce por la patente estadounidense US 6,796,761 B2. El tomillo, de acuerdo con un ejemplo de realización especial representado en las figuras 12 y 13, presenta dos secciones de rosca distanciadas una de otra axialmente, concretamente una primera sección de rosca dirigida a la cabeza del tornillo y una segunda sección de rosca dirigida al extremo libre del tornillo. Entre las secciones de rosca está prevista una sección de caña lisa que presenta un diámetro exterior que coincide con el diámetro exterior de la segunda sección de rosca. El primer diámetro exterior de la primera rosca de la primera sección de rosca es claramente mayor que el segundo diámetro exterior de la segunda rosca de la segunda sección de rosca. La función autocentrante real facilita que la primera sección de rosca esté configurada de manera cónica por una zona que se extiende por varias vueltas de rosca y presente una cresta de rosca achaflanada y flancos achaflanados. Sin embargo, la cresta de rosca de la segunda sección de rosca dirigida al extremo libre del tornillo está configura de manera normal con aristas afiladas. Según la descripción en la columna 5, líneas 23-27 los pasos de la rosca son idénticos. En un comentario se indica también que los pasos también pueden ser diferentes. Esto sin embargo no juega un papel esencial para la función del tornillo conocido, dado que la rosca de la segunda sección es tan pequeña que no se adapta a la rosca interior del elemento constructivo correspondiente. Esta rosca interior se adapta a la rosca exterior de la primera sección de rosca.
Otros tornillos autocentrantes se conocen por la patente estadounidense US 6,516,650 B1 así como la patente estadounidense US 6,561,471 B2.
Objetivo de la invención
La invención se basa en el objetivo de facilitar un tornillo autocentrante y un procedimiento para su fabricación, en el que el tornillo corrige de manera efectiva una orientación errónea de la rosca exterior del tornillo con respecto a una rosca interior correspondiente durante el proceso de atornillado, y el tornillo puede fabricarse sin virutas de manera rentable.
Solución
El objetivo de la invención se consigue de acuerdo con la invención con las características de la reivindicación independiente 1 o 12.
Estado de la técnica adicional
Por la solicitud de patente alemana publicada DE 36 01 389 A1 se conoce un tornillo para fabricar una unión roscada con una tuerca u otro elemento constructivo que presenta una rosca interior correspondiente. Para impedir que una unión roscada atornillada se desatornille de manera involuntaria la rosca del tornillo presenta otro paso que la rosca del elemento constructivo correspondiente. Por ello, al atornillar la rosca exterior del tornillo en la rosca interior del elemento constructivo correspondiente se genera un aumento del momento de fricción que lleva a una agarrotamiento y por tanto a un aseguramiento de la unión roscada en la posición atornillada.
Otro documento del estado de la técnica es Bossard: "Handbuch der Verschraubungstechnik", (Manual de la técnica de atornillado"), editorial... [Seguir leyendo]
Reivindicaciones:
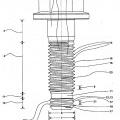
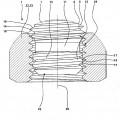
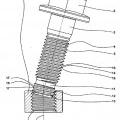
1. Tornillo (1) con una primera sección de rosca (4) con una primera rosca (5) con un primer diámetro exterior (6) y un primer paso (9) para fabricar una unión roscada con una rosca interior (24) correspondiente de una tuerca (23) u otro elemento constructivo (22); una segunda sección de rosca (12) con una segunda rosca (13) con un segundo diámetro exterior (18) y un segundo paso (21), estando configurada la segunda sección de rosca (12) como sección de rosca autocentrante, presentando la segunda rosca (13) una cresta de rosca (15) ensanchada, siendo el segundo diámetro exterior (18) de la segunda rosca (13) más pequeño que el primer diámetro exterior (6) de la primera rosca (5), caracterizado por que el primer paso (9) de la primera rosca (5) y el segundo paso (21) de la segunda rosca (13) son diferentes.
2. Tornillo (1) de acuerdo con la reivindicación 1, caracterizado por que la primera y la segunda secciones de rosca (4, 12) están dispuestas distanciadas axialmente una de la otra.
3. Tornillo (1) de acuerdo con la reivindicación 2, caracterizado por que la distancia axial entre la primera y la segunda secciones de rosca (4, 12) corresponde a al menos medio paso (9) de la primera sección de rosca (4).
4. Tornillo (1) de acuerdo con al menos una de las reivindicaciones 1 a 3, caracterizado por que la segunda sección de rosca (12) presenta un paso mayor que la primera sección de rosca (4).
5. Tornillo (1) de acuerdo con al menos una de las reivindicaciones 1 a 4, caracterizado por que la relación entre los pasos (9, 21; 21,9) asciende a aproximadamente 1,02 a 1,5.
6. Tornillo (1) de acuerdo con al menos una de las reivindicaciones 1 a 5, caracterizado por que la primera rosca (5) posee un primer diámetro interior (8) y la segunda rosca (13) un segundo diámetro interior (20), siendo el primer diámetro interior (8) mayor que el segundo diámetro interior (20).
7. Tornillo (1) de acuerdo con al menos una de las reivindicaciones 1 a 6, caracterizado por que la primera rosca (5) posee un primer diámetro de flanco (7) que tiene aproximadamente el mismo tamaño que el segundo diámetro exterior (18) de la segunda rosca (13).
8. Tornillo (1) de acuerdo con al menos una de las reivindicaciones 1 a 7, caracterizado por que la cresta de rosca (15) de la segunda rosca (13) está configurada redondeada.
9. Tornillo (1) de acuerdo con al menos una de las reivindicaciones 1 a 7, caracterizado por que la cresta de rosca (15) de la segunda rosca (13) está configurada achatada.
10. Tornillo (1) de acuerdo con al menos una de las reivindicaciones 1 a 9, caracterizado por que la segunda rosca (13) posee flancos (17) que están configurados redondeados.
11. Tornillo (1) de acuerdo con al menos una de las reivindicaciones 1 a 10, caracterizado por que el tornillo (1) presenta una cabeza (2) y un extremo libre (10) opuesto a la cabeza (2), estando dirigida la segunda sección de rosca (12) al extremo libre (10) y estando dispuesta la primera sección de rosca (4) entre la segunda sección de rosca (12) y la cabeza (2).
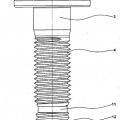
12. Procedimiento para fabricar un tornillo (1), especialmente un tornillo (1) de acuerdo con al menos una de las reivindicaciones 1 a 11, caracterizado por conformar en frió un alambre para generar una pieza en bruto de tornillo (31) con una cabeza (2), una primera sección de caña en bruto (32) con un primer diámetro y una segunda sección de caña en bruto (33) con un segundo diámetro, siendo el primer diámetro mayor que el segundo diámetro, hacer rodar una primera sección de rosca (4) con una primera rosca (5) con un primer diámetro exterior (6) y un primer paso (9) en la primera sección de caña en bruto (32), sirviendo la primera sección de rosca (4) para fabricar una unión roscada con una primera rosca interior (24) correspondiente de una tuerca (23) u otro elemento constructivo (22); hacer rodar una segunda sección de rosca (12) con una segunda rosca (13) con un segundo diámetro exterior (18) y un segundo paso (21) en la segunda sección de caña en bruto (33), estando configurada la segunda sección de rosca (12) como sección de rosca autocentrante, presentando la segunda rosca (13) una cresta de rosca (15) ensanchada, siendo el segundo diámetro exterior (18) de la segunda rosca (13) más pequeño que el primer diámetro exterior (6) de la primera rosca (6) y siendo el primer paso (9) de la primera rosca (5) y el segundo paso (21) de la segunda rosca (13) diferentes.
13. Procedimiento de acuerdo con la reivindicación 12, caracterizado por que la rodadura de la primera sección de rosca (4) se realiza con una primera herramienta de rodadura y la rodadura de la segunda sección de rosca (12) se realiza con una segunda herramienta de rodadura, estando configuradas las herramientas de rodadura como herramientas separadas.
Patentes similares o relacionadas:
Perno de sellado, sistema de cierre seguro y método de cierre seguro/apertura, del 22 de Julio de 2020, de THE EUROPEAN ATOMIC ENERGY COMMUNITY (EURATOM), REPRESENTED BY THE EUROPEAN COMMISSION: Un perno de sellado para sellar un contenedor , en donde el perno de sellado está adaptado para cooperar, durante el uso, con un dispositivo […]
Sujetador relleno de resina expandible, sistema de sujetador y método para estructuras compuestas, del 3 de Junio de 2020, de THE BOEING COMPANY: Un sujetador que comprende: un árbol alargado que tiene un primer extremo , un segundo extremo y un cuerpo de árbol dispuesto entre el primer extremo […]
TORNILLO TIPO PRESIÓN, del 13 de Mayo de 2020, de WU, Yi-chang: Un tornillo de tipo presión incluye un componente de cabeza de tornillo, un miembro de varilla, un miembro de varias piezas y un componente de cabeza perforadora. […]
Clavo de tornillo que puede clavarse, del 20 de Noviembre de 2019, de Fujitomi Corporation: Clavo roscado clavado por impacto que incluye una parte roscada con un ángulo de avance de aproximadamente 45º, estando formada la parte roscada […]
DISPOSITIVO PARA FIJACIÓN REMOVIBLE DE ELEMENTOS DE URBANIZACIÓN, del 14 de Agosto de 2019, de HERRAEZ PEREZ,FRANCISCO: 1. Dispositivo para fijación removible de elementos de urbanización tales como hitos, pilonas, bolardos y similares, del tipo que comprenden: - un cuerpo tubular […]
Un perno, del 3 de Junio de 2019, de Joyner Bolt UK Limited: Un perno tiene una cabeza y un fuste para recibir una tuerca , al menos una porción de cuyo fuste está roscada, y al menos un medio de […]
Unión atornillada para unir partes de un aerogenerador, del 8 de Mayo de 2019, de GE Renewable Technologies Wind B.V: Conjunto de cojinete de inclinación de la pala y pala de un aerogenerador, que comprende por lo menos un cojinete de inclinación de la pala, por lo menos una pala y […]
Bulones roscados, del 3 de Octubre de 2018, de HILTI AKTIENGESELLSCHAFT: Bulón roscado con una sección de fijación , con una sección de ataque de la carga , en la que está dispuesta una rosca , y con una cabeza […]