TELA NO TEJIDA PERFORADA Y TERMOENCOLADA.
Procedimiento para la fabricación de un material de tela no tejida perforado (1),
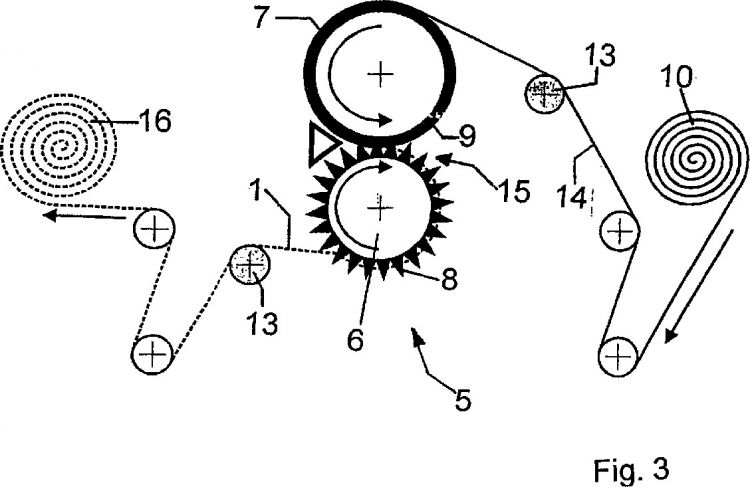
en el que una tela no tejida preencolada (14) con unos puntos de gofrado (3) es conducida hacia un dispositivo de perforación para tela no tejida (5), acoplándose unas agujas (6) de un rodillo con agujas (6) en la tela no tejida preencolada (14) y la perforan, y siendo sometido a continuación el material perforado (1) a un tratamiento adicional, caracterizado porque una relación entre el número de agujas que perforan la tela no tejida y el número de puntos de gofrado se establece entre 0,15 y 0,25 y una relación entre el tamaño de los orificios y el tamaño de los puntos de gofrado se establece por lo menos en 4 para un tamaño de orificio comprendido entre 0,8 mm2 y 1,8 mm2 creado en la tela no tejida (14) y un tamaño de puntos de gofrado en un intervalo comprendido entre 0,15 mm2 y 0,4 mm2, creando unos orificios casi circulares
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2003/007216.
Solicitante: FIBERWEB COROVIN GMBH.
Nacionalidad solicitante: Alemania.
Dirección: WOLTORFER STRASSE 124,31224 PEINE.
Inventor/es: MUTH, MATHIAS, SODEMANN, RALF, RICHTER, AXEL.
Fecha de Publicación: .
Fecha Concesión Europea: 16 de Diciembre de 2009.
Clasificación Internacional de Patentes:
- B26F1/24 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B26 HERRAMIENTAS MANUALES DE CORTE; CORTE; SEPARACION. › B26F PERFORACION; CORTE CON SACABOCADOS; RECORTE; PUNZONADO; SEPARACION POR MEDIOS DISTINTOS AL CORTE (trazado, perforación o fabricación de ojales A41H 25/00; fabricación de calzado A43D; cirugía A61B; recorte del metal B21D; perforado de metales B23B; corte del metal por calentamiento localizado, p. ej. corte con soplete, B23K; corte mediante chorros de fluidos abrasivos B24C 5/02; detalles comunes a las máquinas de separar B26D; perforado de la madera B27C; perforado de la piedra B28D; trabajo de materias plásticas o de sustancias en estado plástico B29; fabricación de cajas, cajas de cartón, envolturas o bolsas, de papel o material trabajado de forma análoga, p. ej. de hojas metálicas, B31B; del vidrio C03B; del cuero C14B; de materiales textiles D06H; de guías de luz G02B 6/25; de billetes G07B). › B26F 1/00 Perforación; Corte con sacabocados; Recorte; Punzonado; Aparatos a estos efectos (perforación por rayo láser B23K 26/00; sometiendo las herramientas de trabajar con muela o los productos abrasivos a vibraciones, p. ej. muelas en frecuencia ultrasonora B24B 1/04; perforación por chorro abrasivo B24C; fichas o cintas perforadas para fines estadísticos o de registro G06K 1/00). › Perforación por medio de agujas o alfileres.
- D04H1/48 TEXTILES; PAPEL. › D04 TRENZADO; FABRICACION DEL ENCAJE; TRICOTADO; PASAMANERIA; NO TEJIDOS. › D04H FABRICACION DE TEJIDOS TEXTILES, p. ej. A PARTIR DE FIBRAS O MATERIALES FILAMENTOSOS (tejido D03; tricotado D04B; trenzado D04C; fabricación de redes D04G; costura D05B; implantación de pelos o mechones por picado D05C; terminación de los "no tejidos" D06 ); ARTICULOS FABRICADOS CON AYUDA DE ESTOS PROCEDIMIENTOS O APARELLAJE, p. ej. FIELTROS, NO TEJIDOS; GUATA; NAPA (telas no tejidas que tienen una capa intermedia o externa de género diferente, p. ej. una tela tejida, B32B). › D04H 1/00 No tejidos formados únicamente o principalmente de fibras cortadas o de otras fibras similares relativamente cortas. › en combinación con al menos otro método de consolidación.
- D04H1/54B
- D04H1/56 D04H 1/00 […] › en asociación con la formación de la fibra, p. ej. siguiendo inmediatamente la extrusión de las fibras en hebra.
- D04H3/14 D04H […] › D04H 3/00 No tejidos formados únicamente o principalmente de hilos o de materiales filamentosos similares de longitud sustancial. › con uniones producidas por soldadura entre hilos o filamentos termoplásticos.
- D04H3/16B
- D04H5/06 D04H […] › D04H 5/00 No tejidos formados de mezclas de fibras relativamente cortas y de hilos o materiales filamentosos similares de longitud sustancial. › reforzados o consolidados por soldadura a otras fibras termoplásticas, filamentos o hilos.
Clasificación PCT:
- B26F1/24 B26F 1/00 […] › Perforación por medio de agujas o alfileres.
- D04H1/54 D04H 1/00 […] › por soldado de fibras unidas, p. ej. por fusión parcial o disolución (en combinación con punzonado D04H 1/485).
- D04H1/56 D04H 1/00 […] › en asociación con la formación de la fibra, p. ej. siguiendo inmediatamente la extrusión de las fibras en hebra.
- D04H3/14 D04H 3/00 […] › con uniones producidas por soldadura entre hilos o filamentos termoplásticos.
- D04H3/16 D04H 3/00 […] › con uniones entre filamentos termoplásticos producidos en relación con la formación de filamentos, p. ej. siguiendo inmediatamente la extrusión.
- D04H5/06 D04H 5/00 […] › reforzados o consolidados por soldadura a otras fibras termoplásticas, filamentos o hilos.
Clasificación antigua:
- B26F1/24 B26F 1/00 […] › Perforación por medio de agujas o alfileres.
- D04H1/54 D04H 1/00 […] › por soldado de fibras unidas, p. ej. por fusión parcial o disolución (en combinación con punzonado D04H 1/485).
- D04H1/56 D04H 1/00 […] › en asociación con la formación de la fibra, p. ej. siguiendo inmediatamente la extrusión de las fibras en hebra.
- D04H3/14 D04H 3/00 […] › con uniones producidas por soldadura entre hilos o filamentos termoplásticos.
- D04H3/16 D04H 3/00 […] › con uniones entre filamentos termoplásticos producidos en relación con la formación de filamentos, p. ej. siguiendo inmediatamente la extrusión.
- D04H5/06 D04H 5/00 […] › reforzados o consolidados por soldadura a otras fibras termoplásticas, filamentos o hilos.
Fragmento de la descripción:
Tela no tejida perforada y termoencolada.
La presente invención se refiere a un procedimiento para fabricar una tela no tejida perforada y a una tela no tejida perforada. Además, está previsto un dispositivo de perforación para tela no tejida para llevar a cabo el procedimiento y/o para fabricar la tela no tejida.
La perforación de materiales forma parte de la técnica anterior si la intención es proporcionar unas propiedades específicas en materiales, tales como permeabilidad al líquido y/o al vapor. Por ejemplo, la patente US nº 3.965.906 da a conocer una hoja superior de un material para un artículo destinado a la higiene con perforaciones. Con este fin, se utiliza un rodillo con agujas, el cual se coloca de forma diametralmente opuesta a un rodillo de cepillo. Mediante la utilización de este dispositivo de perforación, se perfora una película o una tela no tejida. La tela no tejida o película absorberá líquido y lo conducirá a través de la misma cuando se utilice como una hoja superior en un artículo destinado a la higiene. La solicitud de patente europea 1 046 479 A1 y la solicitud de patente europea 1 048 419 da a conocer un dispositivo de perforación que presenta un rodillo con agujas y un rodillo perforado. Los materiales y películas de tela no tejida pueden pasar por el rodillo con agujas y el rodillo perforado y ser perforados. Al utilizar este dispositivo, también se consiguen, en particular, unos orificios de perforación tridimensionales.
El documento EP 0 214 608 A2 describe un procedimiento para perforar una banda de tela no tejida preencolada con agujas calentadas. Este procedimiento utiliza un rodillo positivo con numerosas agujas de perforación, que se ponen en contacto con un contrarrodillo. La banda de tela no tejida está perforada, debido a que las agujas de perforación entran en las cavidades del contrarrodillo, penetrando de este modo en la banda de tela no tejida, fundiendo las fibras y estabilizando las perforaciones mediante fibras fundidas que rodean las perforaciones. El documento WO9967454 describe un procedimiento para producir una banda de tela no tejida a partir de fibras que comprenden una pluralidad de estructuras de orificio perforadas que se extienden por encima de la sección transversal de la banda de tela no tejida. Las estructuras de orificio perforadas están producidas mediante la disposición de fibras sobre una tela metálica transportadora, perforando las fibras colocadas con un rodillo de perforación, y encolando las fibras mediante calor y presión para conseguir una banda de tela no tejida.
El objetivo de la presente invención es permitir la perforación continua de orificios aproximadamente circulares.
Este objetivo se alcanza con un procedimiento para fabricar una tela no tejida perforada que presenta las características de la reivindicación 1 y con una tela no tejida perforada que presenta las características de la reivindicación 4. Se especifican unas formas de realización y características adicionales en las reivindicaciones subordinadas.
La presente invención proporciona un procedimiento para fabricar una tela no tejida perforada, preencolada, en particular termoencolada con unos puntos de gofrado guiados hacia un dispositivo de perforación para tela no tejida. Las agujas del rodillo con agujas del dispositivo de perforación para tela no tejida se acoplan en la tela no tejida y perforan la tela no tejida. Posteriormente, la tela no tejida se sigue procesando. Esto puede ocurrir ya sea directamente después del dispositivo de perforación para tela no tejida o en un momento posterior. Por ejemplo, la tela no tejida se enrolla utilizando un rebobinador después de la perforación. También se puede tratar la superficie de la tela no tejida. Por ejemplo, se pueden aplicar una o más sustancias. La presente invención prevé que la relación entre un número de agujas del rodillo con agujas y un número de puntos de gofrado de la tela no tejida termoencolada provista con unos puntos de gofrado se establezca entre 0,15 y 0,25 y una relación entre un tamaño de orificios en la tela no tejida perforada y un tamaño de puntos de gofrado de la tela no tejida termoencolada se establezca por lo menos en 4 para un tamaño de orificios comprendido entre 0,8 mm2 y 1,8 mm2 creado en la tela no tejida y un tamaño de puntos de gofrado en un intervalo comprendido entre 0,15 mm2 y 0,4 mm2 creando unos orificios casi circulares. Se puede lograr una mejora adicional si la relación entre el contaje de perforación y el número de puntos de gofrado está comprendida entre 0,15 y 0,19.
Se ha demostrado que resulta ventajoso para conseguir unos orificios que sean tan circulares como sea posible en la tela no tejida perforada si la herramienta de perforación correspondiente y los puntos de gofrado en la tela no tejida se ajustan a medida entre sí. De lo contrario, los orificios perforados pueden presentar muescas o pueden realizarse de forma oval. En particular, resulta ventajoso, para una superficie de gofrado predeterminada, utilizar un número correspondiente de muchas figuras de gofrado pequeñas, en lugar de fabricar esta superficie de gofrado mediante algunas figuras de gofrado grandes y, en particular, unos puntos de gofrado. Los experimentos han demostrado que durante una etapa de perforación, se pueden desplazar figuras de gofrado más pequeñas de forma más fácil que las figuras grandes. En lo sucesivo, deberá entenderse el concepto de punto de gofrado como todas las figuras de gofrado que estén comprendidas dentro de la definición anterior. Según una forma de realización, las figuras de gofrado cubren toda la superficie sin espacio intermedio alguno. Según otra forma de realización, las figuras de gofrado están por lo menos parcialmente provistas de un espacio intermedio, en forma de anillo, por ejemplo. Las figuras de gofrado adicionales pueden ser redondas, romboidales, ovales, rectangulares y/o de forma aproximadamente en estrella. Además, se pueden utilizar diferentes figuras de gofrado.
Se pueden leer a partir de la siguiente tabla, los parámetros de rodillos experimentales, utilizando para las diferentes pruebas que se llevaron a cabo. Los rodillos utilizados fueron rodillos grabados. Sin embargo, las figuras de gofrado también pueden aplicarse a una matriz a través de una erosión con chispas u otros procedimientos de producción, por ejemplo. La matriz no necesariamente tiene que ser un rodillo. En lugar de un rodillo, también se puede utilizar una tira o algo similar.

Se ha demostrado que resulta ventajoso si un área de presión de una figura de gofrado está en intervalo comprendido entre 0,15 mm2 y 0,4 mm2, preferentemente en un intervalo comprendido entre 0,18 mm2 y 0,35 mm2. El número de figuras de gofrado debe estar comprendido entre 43 por cm2 y 80 por cm2. Una proporción de área de presión sobre un rodillo está preferentemente comprendida entre 10% y 18%, por ejemplo.
Resulta ventajoso si se utiliza una tela no tejida que tenga un contaje de puntos de gofrado comprendido entre 55 puntos/cm2 y 80 puntos/cm2. Se puede proporcionar una tela no tejida tratada térmicamente de forma apropiada a partir de una desenrrolladora. Otra forma de realización prevé que la tela no tejida es guiada directamente desde un dispositivo de producción para tela no tejida a un dispositivo de termoencolado. Posteriormente, la tela no tejida encolada térmicamente que tiene el contaje de puntos de gofrado deseado y un tamaño de puntos de gofrado es guiada hacia el dispositivo de perforación para tela no tejida. Se producen preferentemente entre 10 perforaciones/cm2 y 20 perforaciones/cm2 en la teja no tejida. Particularmente, en el campo de las aplicaciones para higiene, se ha demostrado que este número de perforaciones es ventajoso para absorber los líquidos que topan con la tela no tejida. Para las aplicaciones destinadas a la higiene, la tela no tejida perforada se utiliza como una hoja superior, por ejemplo. Ámbitos de aplicación adicionales son en el doméstico, por ejemplo, capas superiores en trapos de cocina, el sector médico, para capas de recubrimientos, por ejemplo, para ropa protectora y otros ámbitos. Asimismo, se puede utilizar la tela no tejida en aplicaciones de filtración, en la construcción y/o en laminados con otros materiales. Estos materiales pueden ser telas, películas realizadas a partir de metal o material termoplástico, e incluso superficies rígidas, papel, cartón...
Reivindicaciones:
1. Procedimiento para la fabricación de un material de tela no tejida perforado (1), en el que una tela no tejida preencolada (14) con unos puntos de gofrado (3) es conducida hacia un dispositivo de perforación para tela no tejida (5), acoplándose unas agujas (6) de un rodillo con agujas (6) en la tela no tejida preencolada (14) y la perforan, y siendo sometido a continuación el material perforado (1) a un tratamiento adicional, caracterizado porque una relación entre el número de agujas que perforan la tela no tejida y el número de puntos de gofrado se establece entre 0,15 y 0,25 y una relación entre el tamaño de los orificios y el tamaño de los puntos de gofrado se establece por lo menos en 4 para un tamaño de orificio comprendido entre 0,8 mm2 y 1,8 mm2 creado en la tela no tejida (14) y un tamaño de puntos de gofrado en un intervalo comprendido entre 0,15 mm2 y 0,4 mm2, creando unos orificios casi circulares.
2. Procedimiento según la reivindicación 1, caracterizado porque la tela no tejida (14) está termoencolada con un número de puntos de gofrado comprendido entre 55 puntos/cm2 y 80 puntos/cm2.
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque se crean entre 10 perforaciones/cm2 y 25 perforaciones/cm2 en la tela no tejida (14).
4. Material de tela no tejida perforado (1), que muestra unos puntos de gofrado (3) formados por termoencolado, caracterizado porque la tela no tejida (14) muestra una relación entre el número de perforaciones y el número de puntos de gofrado comprendida entre 0,15 y 0,25 y una relación entre el tamaño de los orificios y el tamaño de los puntos de gofrado de por lo menos 4 para un tamaño de orificios comprendido entre 8,8 mm2 y 1,8 mm2 creado en la tela no tejida (14) y un tamaño de puntos de gofrado en el intervalo comprendido entre 0,15 mm2 y 0,4 mm2.
Patentes similares o relacionadas:
Método de fabricación y dispositivo de fabricación de tela no tejida hilada por cohesión, del 8 de Abril de 2020, de TORAY INDUSTRIES, INC.: Un proceso para producir una tela no tejida hilada por cohesión al expulsar un grupo de fibras continuas desde una hilera , adelgazar y estirar el grupo de fibras […]
Material no tejido constituido por filamentos continuos, del 1 de Abril de 2020, de REIFENHÄUSER GMBH & CO. KG MASCHINENFABRIK: Material no tejido constituido por filamentos continuos de material sintético termoplástico, estando configurados los filamentos continuos como filamentos multicomponente […]
Material textil no tejido y procedimiento para formarlo, del 8 de Enero de 2020, de Fitesa Germany GmbH: Material textil no tejido que comprende una pluralidad de fibras que contienen polipropileno que forman una malla no tejida, fibras que contienen […]
Dispositivo de guía para tiras de tela no tejida, del 20 de Noviembre de 2019, de REIFENHÄUSER GMBH & CO. KG MASCHINENFABRIK: Dispositivo de guía para el guiado de una tira de tela no tejida de fibras de material plástico, preferiblemente de filamentos sinfín de plástico, transportada […]
Material textil no tejido soplado en estado fundido y método para fabricarlo, del 25 de Septiembre de 2019, de TORAY INDUSTRIES, INC.: Un material textil no tejido soplado en estado fundido que comprende una fibra que contiene una resina termoplástica como su componente principal, en donde la densidad […]
Tejido no tejido, soporte de membrana de separación, membrana de separación, elemento de separación de fluido y método para la fabricación de tejido no tejido, del 18 de Septiembre de 2019, de TORAY INDUSTRIES, INC.: Un tejido no tejido, que tiene dos superficies, que tienen una diferencia en cuanto a la suavidad entre las mismas de 10 segundos a 50 segundos, que se mide basándose en la […]
Sustrato textil de fibras de refuerzo, del 21 de Agosto de 2019, de Teijin Carbon Europe GmbH: Sustrato textil de fibras de refuerzo para la producción de preformas de material compuesto, que comprende una esterilla unidireccional de al menos una capa plana de hilos […]
Material no tejido constituido por filamentos continuos, del 21 de Agosto de 2019, de REIFENHÄUSER GMBH & CO. KG MASCHINENFABRIK: Material no tejido de filamentos continuos de material sintético termoplástico, estando configurados los filamentos continuos como filamentos multicomponente […]