Soldador y método de fabricación del mismo.
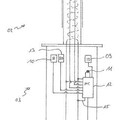
Un soldador (10) que tiene una punta de soldadura (20) que funde la suelda en un extremo distal de la misma que comprende:
una parte de ajuste de inserción del calentador (25a) que es una cavidad sustancialmente cilíndrica que se abre en un extremo proximal de la punta de soldadura (20);
una parte de ajuste de inserción del sensor de temperatura (25b) que es una cavidad de final cerrado sustancialmente cilíndrica en comunicación con un extremo distal de la parte de ajuste de inserción del calentador (25a) y que tiene un diámetro interno menor que el de la parte de ajuste de inserción del calentador (25b);
un primer miembro cilíndrico (31) que está dispuesto en la parte de ajuste de inserción del calentador (25a) y tiene un diámetro externo mayor que el diámetro interno de la parte de ajuste de inserción del sensor de temperatura (25b);
un calentador (30) que comprende un alambre (30a) formado en forma de espiral, estando cubierta una superficie del alambre (30a) con una película de óxido aislante, estando el alambre (30a) insertado de forma que ajuste entre una periferia interna de la parte de ajuste de inserción del calentador (25a) y una periferia externa del primer miembro cilíndrico (31);
un cable (34); y
un sensor de temperatura (33) que está conectado al cable (34), caracterizado por que el sensor de temperatura (33) está dispuesto entre una periferia interna de la parte de ajuste de inserción del sensor de temperatura (25b) y una periferia externa del segundo miembro cilíndrico (32) para quedar intercalado entre ellas, y entra en contacto con la periferia interna de la parte de ajuste de inserción del sensor de temperatura (25b), además por que se proporciona un segundo miembro cilíndrico (32) y es sustancialmente una cavidad cilíndrica dispuesta de forma que pasa a través del primer miembro cilíndrico (31) y se proyecta desde un extremo distal del primer miembro cilíndrico (31) a la parte de ajuste de inserción del sensor de temperatura (25b), además por que el cable (34) está dispuesto en el segundo miembro cilíndrico (32) para pasar a través del segundo miembro cilíndrico (32).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05257169.
Solicitante: TAIYO ELECTRIC IND. CO., LTD.
Nacionalidad solicitante: Japón.
Dirección: 16-8, YAMATECHO 2-CHOME FUKUYAMA-SHI HIROSHIMA-KEN JAPON.
Inventor/es: SHIGEKAWA,TOMOHIRO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K3/03 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 3/00 Herramientas, dispositivos o accesorios particulares para la soldadura sin fusión o el desoldeo, no concebidos para procedimientos particulares (materiales utilizados para la soldadura sin fusión B23K 35/00). › con calentamiento eléctrico.
PDF original: ES-2543336_T3.pdf
Fragmento de la descripción:
Soldador y método de fabricación del mismo Antecedentes de la invención Campo de la invención Esta invención se refiere a un soldador de acuerdo con el preámbulo de la reivindicación 1 y a un método de fabricación del soldador de acuerdo con la reivindicación 4.
Descripción de la técnica relacionada Se han proporcionado puntas de soldador en las que se forma un material térmicamente conductor en forma de un cono con un calentador que está alojado en su interior (hágase referencia a la solicitud no examinada japonesa, primera publicación Nº 200417060) . El calentador generalmente incluye un alambre con una resistencia comparativamente alta enrollado en forma de espiral.
En la reciente tecnología de montaje superficial que implica la soldadura de LSI extremadamente pequeños y similares sobre un sustrato, las piezas a soldar y las piezas que no se van a fundir se disponen juntas en una proximidad muy cercana. Por esta razón, se han propuesto soldadores construidos para que sean extremadamente pequeños (en lo sucesivo en este documento un "soldador extremadamente pequeño") , de manera que la punta de soldadura del mismo pueda alcanzar adecuadamente una pequeña región cuando se realiza tal soldadura. El interior de tal soldador extremadamente pequeño está constituido análogamente a un soldador de tamaño ordinario. Es decir, el soldador extremadamente pequeño también tiene construido en su interior un calentador formado mediante material de alambre que tiene una resistencia enrollada en forma de espiral.
Puesto que la propia punta de soldadura del soldador extremadamente pequeño mencionado anteriormente está constituida para que sea muy pequeña, la separación entre partes adyacentes del material de alambre enrollado y el calentador es considerablemente menor que en un soldador de tamaño ordinario. Por esta razón, ha existido el problema de que los alambres adyacentes se cortocircuiten eléctricamente o se rompan por contacto. Además, aumentar la separación entre las vueltas adyacentes del alambre enrollado da lugar al problema del calor que se transmite a la parte de sujeción del soldador. El documento US 6 087 631 desvela un soldador de acuerdo con el preámbulo de la reivindicación 1.
Sumario de la invención La presente invención se consiguió en vista de las circunstancias anteriores, y proporciona un soldador que está constituido para que sea de un tamaño extremadamente pequeño aunque fácil de usar, evitando adecuadamente problemas eléctricos incluyendo cortocircuito, calentamiento rápido y mantenimiento adecuado de una temperatura adecuada para el trabajo de soldadura y un método de fabricación del soldador.
Para resolver los problemas mencionados anteriormente, la presente invención proporciona el siguiente soldador y método de fabricación del mismo.
El soldador de la presente invención es un soldador de acuerdo con la reivindicación 1.
El calentador que calienta la punta de soldadura en el soldador está formado en forma de una espiral y la superficie del calentador enrollado está cubierta con una película de óxido aislante. Es decir, el alambre genera calor pero su resistencia está aislada del contacto eléctrico consigo mismo mediante la película de óxido aislante. Por tanto, el cortocircuito eléctrico se evita incluso si el alambre hace contacto mutuo, permitiendo de esta manera que el alambre formado en una forma de espiral se disponga con la separación estrechada entre medias. Además, también se evitan fácilmente los problemas eléctricos tales como rotura del alambre mediante una película de óxido aislante.
Por consiguiente, en el calentador construido en la punta de soldadura de la presente invención, la separación entre las vueltas adyacentes del alambre enrollado dispuesto en forma de espiral puede hacerse aún más pequeña. Esto posibilita que el tamaño del calentador se constituya pequeño, de manera que la punta de soldadura puede constituirse extremadamente pequeña. Además, puesto que la separación entre las vueltas del alambre se estrecha, la cantidad de calentamiento por volumen unitario también aumenta, posibilitando de esta manera un calentamiento rápido de la punta de soldadura. Adicionalmente, puesto que el tamaño del calentador es pequeño, la parte calentada por el calentador puede limitarse a la punta de soldadura. Es decir, puesto que se impide que el calor se transmita a la parte de agarre del soldador, no es incómodo sostener la parte de agarre del soldador durante un largo tiempo cuando se realiza un trabajo de soldadura y, por lo tanto, se obtiene un soldador adecuado para soldar.
En este soldador, es preferible que el material del alambre que constituye el calentador sea un metal a base de cromo y hierro que contiene aluminio.
En este caso, cuando se forma una película de óxido aislante que cubre el alambre mencionado anteriormente, la película de óxido aislante puede formarse adecuadamente. Es decir, para un metal a base de cromo y hierro que contiene aluminio, tal como un alambre de Kanthal, cuando se calienta durante un tiempo prescrito a 1100 a 1200 ºC, ocurre la oxidación a alta temperatura del aluminio contenido, dando como resultado que se forma una película de óxido (película de alúmina) adecuadamente sobre la superficie de la misma. El óxido de aluminio (alúmina) que forma la película de óxido es eléctricamente aislante. Por lo tanto, se forma la película de óxido aislante para cubrir adecuadamente el alambre, de manera que puede conseguirse preferentemente la ventaja operativa deseada mencionada anteriormente.
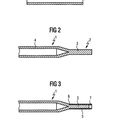
En este soldador, es preferible que la parte de rebaje para ajuste de inserción incluya una parte de ajuste de inserción del calentador proporcionada en el lado del extremo proximal de la punta de soldadura y una parte de ajuste de inserción del sensor de temperatura proporcionada en el lado del extremo distal de la punta de soldadura y que tiene un diámetro interno menor que el diámetro interno de la parte de ajuste de inserción del calentador, y en el que un sensor de temperatura para medir la temperatura se inserta de forma que ajuste en la parte de ajuste de inserción del sensor de temperatura y hace contacto con la periferia interna de la parte de ajuste de inserción del sensor de temperatura.
En este caso, la temperatura de una punta de soldadura puede medirse deseablemente. Por lo tanto, cuando la punta de soldadura se calienta mediante el calentador insertado de forma que ajuste en la parte de ajuste de inserción del calentador, puede suministrarse una potencia eléctrica adecuada para el calentador de manera que la punta de soldadura puede mantenerse a una temperatura deseada. Por consiguiente, puede obtenerse un soldador que puede mantener una temperatura adecuada deseable para soldar cuando se realiza un trabajo de soldadura. En consecuencia, el trabajo de soldadura se realiza fácilmente.
En este soldador, es preferible que un cilindro con un diámetro externo menor que el diámetro interno de la parte de ajuste de inserción del sensor de temperatura se inserte de forma de ajuste en la parte de ajuste de inserción del sensor de temperatura y el sensor de temperatura se intercala entre la periferia externa del cilindro y la periferia interna de la parte de ajuste de inserción del sensor de temperatura.
En este caso, puesto que el sensor de temperatura se mantiene de forma fija favorablemente y puede hacer un contacto seguro con la periferia interna de la parte de ajuste de inserción del sensor de temperatura, puede medir deseablemente la temperatura de la punta de soldadura. Por lo tanto, cuando la punta de soldadura se calienta por el calentador insertado de forma que ajuste en la parte de ajuste de inserción del calentador, puede suministrarse la potencia eléctrica adecuada para el calentador, de manera que la punta de soldadura puede mantenerse a una temperatura deseada. Por consiguiente, puede obtenerse un soldador que puede mantener una temperatura adecuada deseable para soldar cuando se realiza un trabajo de soldadura. En consecuencia, el trabajo de soldadura se realiza fácilmente.
El método de fabricación del soldador de la presente invención es un método de fabricación de acuerdo con la reivindicación 4.
En este caso, el alambre que genera calor mediante su resistencia está aislado del contacto eléctrico mutuo mediante la película de óxido aislante. Por tanto, se evita el cortocircuito eléctrico incluso aunque las vueltas adyacentes del alambre hagan contacto mutuo, permitiendo de esta manera que el alambre enrollado se disponga 45 con la separación entre ellas estrechada. Además, con la película de óxido... [Seguir leyendo]
Reivindicaciones:
1. Un soldador (10) que tiene una punta de soldadura (20) que funde la suelda en un extremo distal de la misma que comprende:
una parte de ajuste de inserción del calentador (25a) que es una cavidad sustancialmente cilíndrica que se abre en un extremo proximal de la punta de soldadura (20) ; una parte de ajuste de inserción del sensor de temperatura (25b) que es una cavidad de final cerrado sustancialmente cilíndrica en comunicación con un extremo distal de la parte de ajuste de inserción del calentador (25a) y que tiene un diámetro interno menor que el de la parte de ajuste de inserción del calentador (25b) ; un primer miembro cilíndrico (31) que está dispuesto en la parte de ajuste de inserción del calentador (25a) y tiene un diámetro externo mayor que el diámetro interno de la parte de ajuste de inserción del sensor de temperatura (25b) ;
un calentador (30) que comprende un alambre (30a) formado en forma de espiral, estando cubierta una superficie del alambre (30a) con una película de óxido aislante, estando el alambre (30a) insertado de forma que ajuste entre una periferia interna de la parte de ajuste de inserción del calentador (25a) y una periferia externa del primer miembro cilíndrico (31) ; un cable (34) ; y un sensor de temperatura (33) que está conectado al cable (34) , caracterizado por que el sensor de temperatura (33) está dispuesto entre una periferia interna de la parte de ajuste de inserción del sensor de temperatura (25b) y una periferia externa del segundo miembro cilíndrico (32) para quedar intercalado entre ellas, y entra en contacto con la periferia interna de la parte de ajuste de inserción del sensor de temperatura (25b) , además por que se proporciona un segundo miembro cilíndrico (32) y es sustancialmente una cavidad cilíndrica dispuesta de forma que pasa a través del primer miembro cilíndrico (31) y se proyecta desde un extremo distal del primer miembro cilíndrico (31) a la parte de ajuste de inserción del sensor de temperatura (25b) , además por que el cable (34) está dispuesto en el segundo miembro cilíndrico (32) para pasar a través del segundo miembro cilíndrico (32) .
2. El soldador (10) de acuerdo con la reivindicación 1, en el que el material de dicho alambre (30a) que constituye dicho calentador (30) es un metal a base de cromo y hierro que contiene aluminio.
3. El soldador (10) de acuerdo con las reivindicaciones 1 o 2, en el que una parte del alambre (30a) que constituye el
calentador (30) está dispuesta entre una periferia interna del primer miembro cilíndrico (31) y la periferia externa del 35 segundo miembro cilíndrico (32) .
4. Un método de fabricación de un soldador (10) provisto de una punta de soldadura (20) que funde la suelda en un extremo distal de la misma, que comprenda las etapas de:
proporcionar una parte de ajuste de inserción del calentador (25a) en la punta de soldadura (20) , que es una cavidad sustancialmente cilíndrica y que se abre en un extremo proximal de la punta de soldadura (20) ; proporcionar una parte de ajuste de inserción del sensor de temperatura (25b) en la punta de soldadura (20) , que es una cavidad de extremo sustancialmente cerrado en comunicación con un extremo distal de la parte de ajuste de inserción del calentador (25a) y que tiene un diámetro interno más pequeño que el de la parte de ajuste de 45 inserción del calentador (25a) ; proporcionar un calentador (30) formando un alambre (30a) en una forma de espiral y sometiendo dicho alambre (30a) a oxidación a alta temperatura por calentamiento en un horno a una temperatura prescrita durante un tiempo prescrito; insertar de forma que ajuste dicho calentador con forma de espiral (30) oxidado a alta temperatura y un primer miembro cilíndrico (31) que tiene un diámetro externo más pequeño que un diámetro interno de la parte de ajuste de inserción del calentador (25a) y haciendo que pase a través de dicho calentador (30) en dicha parte de ajuste de inserción del calentador (25a) ; y hacer pasar un cable (34) a través de un segundo miembro cilíndrico (32) que tiene un diámetro externo menor que un diámetro interno del primer miembro cilíndrico (31) , sacar el cable de un extremo distal del segundo 55 miembro cilíndrico (32) y curvar el cable (34) de manera que un sensor de temperatura (33) que está conectado al cable (34) entre en contacto con una periferia externa del segundo miembro de tubo (32) , e insertar de forma que ajuste un extremo distal del segundo miembro cilíndrico (32) y el sensor de temperatura (33) en la parte de ajuste de inserción del sensor de temperatura (25b) .
5. El método de fabricación de un soldador (10) de acuerdo con la reivindicación 4, en el que el material de dicho alambre (30a) que constituye dicho calentador (30) es un metal a base de cromo y hierro que contiene aluminio.
6. El método de fabricación de un soldador (10) de acuerdo con la reivindicación 5, en el que dicha temperatura
prescrita del horno en dicha etapa de oxidación a alta temperatura es de 1100 a 1200 ºC. 65
7. El método de fabricación de un soldador (10) de acuerdo con las reivindicaciones 4 a 6, en el que dicho tiempo 8
prescrito en dicha etapa de oxidación a alta temperatura es de 2 a 4 horas.
8. El método de fabricación de un soldador (10) de acuerdo con la reivindicación 4, que comprende además la etapa de insertar el segundo miembro cilíndrico (32) en el primer miembro cilíndrico (31) antes de curvar el cable. 5
9. El método de fabricación de un soldador (10) de acuerdo con cualquiera de las reivindicaciones 4 a 8, que comprende además las etapas de insertar el segundo miembro cilíndrico (32) en el primer miembro cilíndrico (31) , y disponer una parte de un alambre que constituye el calentador (30) entre una periferia interna del primer miembro cilíndrico y la periferia externa del segundo miembro cilíndrico, mientras conduce el cable al primer miembro cilíndrico a través de un extremo distal del primer miembro cilíndrico.
10. El soldador (10) de acuerdo con la reivindicación 1, en el que ambos extremos del alambre (30a) se dirigen al exterior de la punta de soldadura (20) .
11. El soldador (10) de acuerdo con la reivindicación 1, en el que al menos uno de dicho primer miembro cilíndrico (31) y dicho segundo miembro cilíndrico (32) están formados de materiales cerámicos.
Patentes similares o relacionadas:
Soldador de temperatura autorregulada con punta extraíble, del 12 de Abril de 2017, de OK International Inc: Soldador con una punta extraíble, que comprende: un soldador , que comprende: un vástago ; un núcleo dispuesto en el vástago ; […]
Sistema y método para la aplicación de un elemento de recubrimiento sobre una superficie de apoyo, del 28 de Diciembre de 2016, de Easy Automation S.r.l: El sistema para aplicar automáticamente un elemento de revestimiento a una superficie de apoyo, que comprende: - un dispositivo de calefacción para aplicar el […]
Cabezal de soldadura con electrodos de soldadura fabricados en un material con elevada resistencia eléctrica específica y con sección transversal cónica, del 8 de Julio de 2015, de FEW Fahrzeugelektrikwerk GmbH & Co. KG: Cabezal de soldadura que tiene dos electrodos de soldadura realizados en un material eléctricamente conductor, para soldar contactos de soldadura de masa reducida […]
 Dispositivo de soldadura con sistema de sensores basado en el ordenador, del 4 de Diciembre de 2013, de ERSA GMBH: Dispositivo de soldadura para la soldadura de piezas de trabajo, en el que el dispositivo de soldadura estáconfigurado como soldador que está […]
Dispositivo de soldadura con sistema de sensores basado en el ordenador, del 4 de Diciembre de 2013, de ERSA GMBH: Dispositivo de soldadura para la soldadura de piezas de trabajo, en el que el dispositivo de soldadura estáconfigurado como soldador que está […]
MATERIAL DE APORTE PARA SOLDADURA., del 16 de Marzo de 2005, de BERKENHOFF GMBH: Material de aporte con Cu, Al, y Mn para soldadura blanda y/o fuerte, caracterizado porque el material de aporte contiene, en % en peso 0, 5 a 7, 0% Al 0, 5 a 8, 0% Mn […]
SOLDADOR ELECTRICO COMPACTO, DE ALTO RENDIMIENTO., del 16 de Diciembre de 2003, de GUILBERT-EXPRESS: La invención se refiere a un hierro para soldadura eléctrica en el cual la resistencia de calefacción , y los dos conductores que suministran corriente a la misma, […]
DISPOSITIVOS DE FIJACION PARA UN DISPOSITIVO DE SOLDADURA., del 16 de Mayo de 2003, de COOPER TOOLS GMBH: LA INVENCION SE REFIERE A UN DISPOSITIVO DE FIJACION PARA FIJAR UNA BOQUILLA DE SOLDAR A UN DISPOSITIVO SOLDADOR, QUE COMPRENDE UN EXTREMO […]
 HERRAMIENTA PARA LA TRANSFERENCIA DE CALOR DESDE UNA FUENTE DE CALOR A UNA PIEZA A MKECANIZAR Y PROCEDIMIENTO PARA SU FABRICACION, del 1 de Abril de 2009, de ERSA GMBH: Herramienta para transferir calor desde una fuente de calor hacia una pieza a mecanizar, en particular una punta para soldar, con un cuerpo […]
HERRAMIENTA PARA LA TRANSFERENCIA DE CALOR DESDE UNA FUENTE DE CALOR A UNA PIEZA A MKECANIZAR Y PROCEDIMIENTO PARA SU FABRICACION, del 1 de Abril de 2009, de ERSA GMBH: Herramienta para transferir calor desde una fuente de calor hacia una pieza a mecanizar, en particular una punta para soldar, con un cuerpo […]