Sistemas para el bobinado y la inserción de bobinas en componentes de la máquina dinamo eléctrica.
Un sistema de fabricación de componentes dinamo-eléctricos (12) que comprende:
- al menos una estación 5 de bobinado (10) para bobinar bobinas (13) que necesitan aplicarse a los componentes dinamo-eléctricos; en donde las bobinas son transferidas a una herramienta de aplicación (14) configurada para aplicar las bobinas a los componentes dinamo-eléctricos;
- al menos otra estación (11) para aplicar las bobinas a los componentes dinamo-eléctricos utilizando la herramienta de aplicación proporcionada con las bobinas;
- un dispositivo de transferencia (18) para transferir la herramienta de aplicación con las bobinas al menos entre la estación de bobinado y la otra estación, comprendiendo el dispositivo de transferencia, además, una plataforma (24) que es móvil entre la estación de bobinado (10) y la otra estación (11) en una dirección de transferencia (A, 19, 20), en donde
la plataforma (24) comprende al menos un primer elemento de soporte (22) para soportar la herramienta de aplicación a lo largo de una dirección de soporte (B) durante la transferencia de la herramienta de aplicación y para permitir a la plataforma (24) desacoplarse de la herramienta de aplicación (14) mediante un movimiento relativo entre la plataforma y la herramienta de aplicación en una dirección (C) que es diferente de la dirección de soporte (B);
caracterizado por cuanto que el elemento de soporte (22) está provisto de un asiento de soporte (50) para soportar la herramienta de aplicación (14) en la dirección (B) y una abertura (53) en el asiento para permitir a la plataforma (24) liberarse de la herramienta de aplicación (14).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06009212.
Solicitante: ATOP S.P.A..
Nacionalidad solicitante: Italia.
Dirección: Strada S. Appiano, 8/A 50021 Barberino Val d'Elsa (Firenze) ITALIA.
Inventor/es: STRATICO, GIANFRANCO, PONZIO, MASSIMO, MIGLIORINI,ANDREA, MUGELLI,MAURIZIO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- H02K15/04 ELECTRICIDAD. › H02 PRODUCCION, CONVERSION O DISTRIBUCION DE LA ENERGIA ELECTRICA. › H02K MAQUINAS DINAMOELECTRICAS (relés dinamoeléctricos H01H 53/00; transformación de una potencia de entrada en DC o AC en una potencia de salida de choque H02M 9/00). › H02K 15/00 Métodos o aparatos especialmente adaptados para la fabricación, montaje, mantenimiento o reparación de máquinas dinamoeléctricas. › de arrollamientos, antes de su montaje en las máquinas (aislamiento de arrollamientos H02K 15/10, H02K 15/12).
PDF original: ES-2518365_T3.pdf

Fragmento de la descripción:
CAMPO DE LA INVENCION
La presente invención se refiere a un sistema para la fabricación de componentes dinamo-eléctricos en conformidad con el preámbulo de la reivindicación 1. Dicho sistema es conocido a partir del documento EP 0817357 A1 y se utiliza para la fabricación de componentes bobinados de máquinas dinamo-eléctricas; a modo de ejemplo, los núcleos de un estator que tiene bobinas devanadas con un conductor eléctrico, tal como un hilo de cobre o un conductor de barra de cobre. En particular, la presente invención se refiere a la optimización de la fabricación que tiene operaciones tales como el bobinado para formar las bobinas que son externas del núcleo del estator y la inserción sucesiva de las mismas bobinas en el núcleo del estator.
DESCRIPCIÓN DE LA TÉCNICA ANTERIOR
En condiciones normales, las dos operaciones de devanado de las bobinas y la posterior inserción de las mismas bobinas en el núcleo del estator tiene lugar en estaciones de fabricación específicas y distintas, que están situadas a alguna distancia entre sí.
Más en particular, en la estación de bobinado las bobinas se devanan y colocan en una herramienta de inserción en posiciones predeterminadas. La herramienta de inserción guía sucesivamente las bobinas en el núcleo del estator durante la operación de inserción. La herramienta de inserción suele tener una serie de soportes de guía alrededor de los cuales se sitúan las bobinas como resultado de la operación de bobinado. Cuando se realiza la operación de inserción, los soportes de guía efectúan el guiado de las bobinas a medida que son empujadas para insertarse dentro de ranuras del núcleo del estator que han sido previamente alineadas con los soportes de guía.
Por lo tanto, es necesario que la herramienta de inserción con las bobinas situadas en ella se transfieran desde la estación de bobinado a la estación de inserción mediante un sistema de transferencia, que suele ser un sistema de transportador de paletas o una solución de mesa giratoria.
Entornos operativos de fabricación de este tipo se han descrito en el documento US 4.299.025 y publicación de EP número 817.357.
Un problema en los sistemas de fabricación puede ser que exista una inexactitud en relación con la posición de las bobinas en la herramienta de inserción durante las etapas de transferencia de esta última y que esta situación produzca, a la larga, un posicionamiento incorrecto de las bobinas dentro de los componentes dinamo-eléctricos como resultado de las operaciones de inserción. De hecho, los movimientos de transferencia o movimientos de posicionamiento de la herramienta de inserción, cuando esta última transporte las bobinas es un aspecto operativo esencial de sistemas que funcionen en conformidad con los principios de inserción y de bobinado. Es crucial para la calidad de la fabricación y para evitar las anomalías funcionales de estos sistemas en los que las bobinas pueden situarse con exactitud en la herramienta de inserción y en particular, que esta exactitud se mantenga constantemente en la herramienta de inserción y hasta que las bobinas se hayan insertado de forma satisfactoria. Por lo tanto, la transferencia y el posicionamiento de la herramienta de inserción que se carga con las bobinas deben realizarse con exactitud y sin perturbar las condiciones de las bobinas, cuando se hayan producido por las operaciones de bobinado.
En los núcleos dinamo-eléctricos modernos, tales como los núcleos de estator de motores eléctricos sin escobillas, núcleos de estator de motores de inducción o núcleos de estator de alternadores de vehículos, está aumentando constantemente la cantidad de espiras de las bobinas, o el tamaño del conductor de barra de grandes dimensiones que necesita rellenar el espacio de ranura disponible. Lo que antecede aumenta los requisitos de exactitud en el posicionamiento y para evitar perturbaciones a las condiciones de las bobinas durante las operaciones de transferencia y en preparación para las operaciones de inserción.
Además, la cantidad de tiempo requerida para realizar los movimientos de transferencia o los movimientos de posicionamiento de la herramienta de inserción es de especial importancia para el tiempo de fabricación del sistema; por lo tanto, el tiempo requerido para realizar la transferencia y el posicionamiento de la herramienta de inserción necesita optimizarse con el fin de mejorar las cantidades de producción de componentes dinamo-eléctricos que pueden obtenerse a partir del sistema de fabricación.
Las rutas de desplazamiento que la herramienta de inserción necesita realizar entre las diversas estaciones mediante la solución de transferencia influye en la disposición de las estaciones y por lo tanto, en la disposición de la maquinaria sobre el espacio de suelo disponible del lugar de fabricación.
Considerando lo que antecede, es un objeto de la presente invención dar a conocer sistemas de fabricación provistos de estaciones bobinadoras y de inserción, en donde las tasas de producción de componentes dinamo- eléctricos pueden aumentarse sin complicar la estructura de las estaciones o sin aumentar, en gran medida, su número.
Es otro objeto de esta invención dar a conocer sistemas de fabricación para componentes dinamo-eléctricos que estén previstos para las estaciones de bobinado e inserción, en donde la ocupación del espacio del sistema de fabricación puede reducirse en cierta medida.
Otro objeto de esta invención es dar a conocer sistemas de fabricación para componentes dinamo-eléctricos que prevean estaciones de bobinado e inserción, en donde se aumenta la flexibilidad de disposición de las estaciones dentro del sistema de fabricación.
Otro objeto de esta invención es dar a conocer sistemas de fabricación para componentes dinamo-eléctricos que contemplan la presencia de estaciones de bobinado e inserción, en donde la exactitud de la inserción de bobinas en los núcleos dinamo-eléctricos puede ser más constante.
SUMARIO DE LA INVENCIÓN
Estos y otros objetos de la invención se realizan en conformidad con los principios de la invención que prevean un sistema de fabricación en conformidad con la reivindicación 1. En el sistema de fabricación, las estaciones de bobinado y las estaciones de inserción están dispuestas en posiciones predeterminadas a lo largo de la extensión de un sistema de transferencia que está previsto para soportar y transportar herramientas de inserción. Las herramientas de inserción pueden ser para el transporte de bobinas a la estación de inserción o la devolución vacías a la estación de bobinado. La solución de transferencia tiene una plataforma con al menos un elemento de soporte para soportar las herramientas de inserción, de modo que estas últimas puedan aproximarse o alejarse de las estaciones.
En las estaciones puede existir un dispositivo de carga para cooperar en la transferencia de las herramientas de inserción entre la plataforma y las partes de procesamiento de las estaciones.
Durante la transferencia, la plataforma puede llegar a liberarse de la herramienta de aplicación mediante un movimiento relativo entre la plataforma y la herramienta de aplicación en una dirección que sea distinta de la dirección para soportar la herramienta de aplicación en el elemento de soporte.
El elemento de soporte está provisto de un asiento de soporte para soportar la herramienta de aplicación en la dirección de soporte y una abertura en el asiento para permitir a la plataforma liberarse de la herramienta de aplicación.
BREVE DESCRIPCIÓN DE LOS DIBUJOS
Otras características de la invención, su naturaleza y varias ventajas se harán más evidentes a partir de los dibujos adjuntos y de la descripción detallada siguiente de las formas de realización preferidas.
La Figura 1 es una vista en planta que ilustra un sistema de fabricación según una representación esquemática de una forma de realización de la invención.
La Figura 1a es una ampliación de una parte de un núcleo de estator fabricado con las soluciones de la invención, según se ve desde la dirección 1a de la Figura 1.
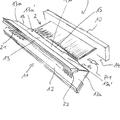
La Figura 2 es una vista en perspectiva parcial según se ve desde la dirección 2 de la Figura 1, que ilustra una parte de una forma de realización del sistema de transferencia de la presente invención. En la Figura 2, la herramienta de inserción ilustrada en la Figura 1 ha sido omitida por motivos de mayor claridad.
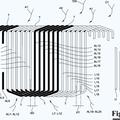
La Figura 3 es una vista en perspectiva parcial, según se ve desde la dirección 3 de la Figura 2 que ilustra la situación de una herramienta de inserción que se transporta por el sistema de transferencia; sin embargo, en una posición distinta... [Seguir leyendo]
Reivindicaciones:
1. Un sistema de fabricación de componentes dinamo-eléctricos (12) que comprende:
al menos una estación de bobinado (10) para bobinar bobinas (13) que necesitan aplicarse a los componentes dinamo-eléctricos; en donde las bobinas son transferidas a una herramienta de aplicación (14) configurada para aplicar las bobinas a los componentes dinamo-eléctricos;
al menos otra estación (11) para aplicar las bobinas a los componentes dinamo-eléctricos utilizando la herramienta de aplicación proporcionada con las bobinas;
un dispositivo de transferencia (18) para transferir la herramienta de aplicación con las bobinas al menos entre la estación de bobinado y la otra estación, comprendiendo el dispositivo de transferencia, además, una plataforma (24) que es móvil entre la estación de bobinado (10) y la otra estación (11) en una dirección de transferencia (A, 19, 20), en donde
la plataforma (24) comprende al menos un primer elemento de soporte (22) para soportar la herramienta de aplicación a lo largo de una dirección de soporte (B) durante la transferencia de la herramienta de aplicación y para permitir a la plataforma (24) desacoplarse de la herramienta de aplicación (14) mediante un movimiento relativo entre la plataforma y la herramienta de aplicación en una dirección (C) que es diferente de la dirección de soporte
(B);
caracterizado por cuanto que el elemento de soporte (22) está provisto de un asiento de soporte (50) para soportar la herramienta de aplicación (14) en la dirección (B) y una abertura (53) en el asiento para permitir a la plataforma (24) liberarse de la herramienta de aplicación (14).
2. El sistema según la reivindicación 1 en donde la abertura (53) está orientada en la dirección de transferencia (A, 19, 20).
3. El sistema según la reivindicación 2, en donde la plataforma desplaza el elemento de soporte (22) de la plataforma en la dirección de transferencia (A, 19, 20) para permitir a la plataforma (24) liberarse de la herramienta de aplicación (14).
4. El sistema según la reivindicación 1, en donde un elemento de soporte adicional (29) está situado al menos en una de las estaciones para soportar y efectuar la transferencia de las herramientas de aplicación entre la plataforma (24) y las estaciones (10, 11);
en donde el elemento de soporte adicional (29) está provisto de un asiento de soporte (50) para soportar la herramienta de aplicación (14) en la dirección de soporte (20) y una abertura (53) en el asiento para permitir al elemento de soporte adicional (29) liberarse de la herramienta de aplicación (14).
5. El sistema según la reivindicación 4, en donde la abertura (53) del elemento de soporte adicional (29) está orientada perpendicularmente a la dirección de transferencia (A, 19, 20).
6. El sistema según la reivindicación 1 en donde la plataforma (24) comprende un segundo elemento de soporte (23), en donde uno de los elementos de soporte (23) soporta la herramienta de aplicación (14) que incluye las bobinas (13) y el otro elemento de soporte (22) soporta las herramientas de aplicación (14) sin bobinas.
7. El sistema según la reivindicación 1, en donde el elemento de soporte (22) está situado en la plataforma (24) a un lado de donde la plataforma se soporta para moverse entre las estaciones (10, 11).
8. El sistema según la reivindicación 7 en donde la plataforma (24) comprende un segundo elemento de soporte (23), en donde el segundo elemento de soporte (23) está situado sobre la plataforma en el mismo lado del primer elemento de soporte (22) con respecto a donde la plataforma es soportada para moverse entre las estaciones (10, 11).
9. El sistema según la reivindicación 7, en donde la plataforma (97, 98) comprende un segundo elemento de soporte (100) en donde el segundo elemento de soporte está situado sobre la plataforma en un lado opuesto con respecto al primer elemento de soporte (99) y a donde la plataforma es soportada para moverse entre las estaciones (90, 95).
10. El sistema según la reivindicación 1, en donde un elemento de soporte adicional (29, 61) está situado en una estación para acoplar la herramienta de aplicación (14) con el fin de retirar la herramienta de aplicación desde la plataforma (24); en donde la herramienta de aplicación está provista de al menos dos lugares de acoplamiento distintos (41, 42, 43); en donde el primer elemento de soporte (22) acopla la herramienta de aplicación a un primer lugar (42) de entre los lugares de acoplamiento y en donde el elemento de soporte adicional (29, 61) acopla la
herramienta de aplicación (14) en el segundo (41, 43) de los lugares de acoplamiento en la estación.
11. El sistema según la reivindicación 10, en donde los lugares de acoplamiento (41, 42, 43) de la herramienta de aplicación (14) son parte de estructuras de bridas.
12. El sistema según la reivindicación 10, en donde el elemento de soporte adicional (29) en una estación está ensamblado en una guía de deslizamiento (36) capaz de moverse en la dirección de soporte (B) para retirar la herramienta de aplicación (14) desde la plataforma.
13. El sistema según la reivindicación 10, en donde el elemento de soporte adicional (61) se mueve a través de otra plataforma (71) para acoplar la herramienta de aplicación; en donde la plataforma adicional recibe la herramienta de aplicación para alinear la herramienta de aplicación con el componente dinamo-eléctrico (12) para aplicar las bobinas (13) al componente dinamo-eléctrico.
14. El sistema según la reivindicación 10, en donde el elemento de soporte adicional (29, 61) y el primer elemento de soporte (22) están superpuestos en la dirección de soporte (B) para retirar la herramienta de aplicación desde la plataforma.
15. El sistema según la reivindicación 1, en donde el primer elemento de soporte (22) se desplaza mediante una plataforma (97) que está giratoriamente montada sobre un conjunto de plataforma del dispositivo de transferencia; en donde están previstos medios (104, 105) en las estaciones para hacer girar la plataforma.
16. El sistema según la reivindicación 1, en donde las estaciones (10, 11) están dispuestas en dos lados del dispositivo de transferencia (18).
17. El sistema según la reivindicación 1, en donde todas las estaciones (10, 11) del sistema están dispuestas en un lado del dispositivo de transferencia.
18. El sistema según la reivindicación 1 en donde la plataforma (24) está soportada para su movimiento en la dirección de transferencia guiando la estructura que está por encima del primer elemento de soporte (22) en la dirección de soporte (B) y en donde el elemento de soporte (22) está configurado para situarse por debajo de la plataforma en la dirección de soporte (B).
Patentes similares o relacionadas:
Procedimiento para producir un devanado de bobina para su inserción en ranuras radialmente abiertas de estatores o de rotores de máquinas eléctricas, del 1 de Enero de 2020, de Elmotec Statomat Vertriebs GmbH: Procedimiento para producir un devanado de bobina para su inserción en ranuras radialmente abiertas de estatores o rotores de máquinas eléctricas, […]
Estátor o rotor para máquinas eléctricas y método para su fabricación, del 11 de Diciembre de 2019, de Elmotec Statomat Vertriebs GmbH: Método para la fabricación de un estátor o rotor para máquinas eléctricas con un devanado ondulado distribuido, cuyos alambres se forman continuamente […]
Procedimiento para producir una bobina para un generador de una instalación de energía eólica, del 4 de Diciembre de 2019, de VENSYS ENERGY AG: Procedimiento para producir una bobina para un generador de una instalación de energía eólica, la cual se forma a partir de diferentes cuerdas conductoras […]
Método y dispositivo para aislar los cabezales de bobinado de una estera de devanado ondulado, del 23 de Octubre de 2019, de Aumann Espelkamp GmbH: Método para aislar los cabezales de bobinado de una estera de bobinado ondulado , en el que se proporciona una estera de bobinado ondulado con una pluralidad […]
 Sistema de transporte para esteras de devanado ondulado, del 25 de Septiembre de 2019, de Aumann Espelkamp GmbH: Sistema de transporte para esteras de devanado ondulado , que presenta un soporte de transporte sobre el cual se puede colocar y transportar una estera de […]
Sistema de transporte para esteras de devanado ondulado, del 25 de Septiembre de 2019, de Aumann Espelkamp GmbH: Sistema de transporte para esteras de devanado ondulado , que presenta un soporte de transporte sobre el cual se puede colocar y transportar una estera de […]
Dispositivo de bobinado ondulado y procedimiento para fabricar un bobinado ondulado, del 17 de Julio de 2019, de Aumann Espelkamp GmbH: Dispositivo de bobinado ondulado que comprende: un dispositivo de alimentación que proporciona al menos un alambre de bobinado a través de […]
 Método y aparato para formar conjuntos de bobinas de un tipo conocido, del 26 de Junio de 2019, de ATOP S.P.A.: Un método para formar un conjunto de bobina tejido , teniendo el conjunto de bobinas partes lineales superpuestas adyacentes (L1-L6, AL7-AL12) […]
Método y aparato para formar conjuntos de bobinas de un tipo conocido, del 26 de Junio de 2019, de ATOP S.P.A.: Un método para formar un conjunto de bobina tejido , teniendo el conjunto de bobinas partes lineales superpuestas adyacentes (L1-L6, AL7-AL12) […]
 Método y dispositivo para el bobinado de disposiciones de polos en forma de estrella para estatores de motores de rotor interno, del 29 de Mayo de 2019, de Aumann Espelkamp GmbH: Método para el bobinado de disposiciones de polos en forma de estrella , en particular para estatores de motores de rotor interno, consistiendo las disposiciones de polos […]
Método y dispositivo para el bobinado de disposiciones de polos en forma de estrella para estatores de motores de rotor interno, del 29 de Mayo de 2019, de Aumann Espelkamp GmbH: Método para el bobinado de disposiciones de polos en forma de estrella , en particular para estatores de motores de rotor interno, consistiendo las disposiciones de polos […]