Sistema de producción de una unión para tubos corrugados de material de plástico con junta elástica de sellado añadida.
Método de producción de una unión (7) de campana para tubos (2) corrugados de material de plástico,
quetiene una pared (3) interior y una pared (4) exterior, que comprende las siguientes operaciones, en orden cronológico:
conformar el extremo (1) de un tubo (2) previsto para el acoplamiento con un manguito (10) externo,inyectar dicho manguito (10), principalmente cilíndrico y posicionado en una dirección coaxial con respectoal propio tubo, soldándose el manguito durante la operación con el extremo (1) conformado del tubo (2);comprendiendo dicho manguito (10), además, en una zona apropiada de su superficie interior, un asiento(15) anular adecuado para contener una junta (16) elástica de sellado, obteniéndose dicho asiento anulardurante dicha fase de inyección;
inyectar dicha junta (16) elástica de sellado en el asiento (15) mencionado anteriormente del manguito (10),en posición de trabajo, en el que
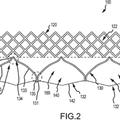
el extremo (1) de tubo, que se acopla mediante soldadura con el manguito (10), se conforma cortando lasdos paredes, interior (3) y exterior (4), de una nervadura del tubo (2) corrugado, de modo que se forma unacavidad (9) que constituye una continuidad de material entre el tubo (2) existente y el manguito (10) durantela inyección.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E12161336.
Solicitante: IPM S.R.L.
Nacionalidad solicitante: Italia.
Dirección: Via dell'Artiginato 13 48022 Lugo (Ravenna) ITALIA.
Inventor/es: ARGNANI,CLAUDIO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C45/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
- B29C45/16 B29C 45/00 […] › Fabricación de objetos multicapas o multicolores.
- B29D23/00 B29 […] › B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00). › Fabricación de objetos tubulares (B29D 24/00 tiene prioridad).
- F16L25/00 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16L TUBERIAS O TUBOS; EMPALMES U OTROS ACCESORIOS PARA TUBERIAS; SOPORTES PARA TUBOS, CABLES O CONDUCTOS PROTECTORES; MEDIOS DE AISLAMIENTO TERMICO EN GENERAL. › Estructura o detalles de empalmes de tubos no previstos por, o con un interés distinto que, los grupos F16L 13/00 - F16L 23/00 (/entryReference> F16L 27/00; con medios para cortar la corriente de fluido F16L 29/00; del tipo de acción rápida F16L 37/00; para tubos de doble pared o de canales múltiples F16L 39/00; disposiciones de conexión u otros accesorios de conexión especialmente adaptados para estar hechos de materiales plásticos o para ser utilizados con tubos en materias plásticas F16L 47/00; especialmente adaptados para tubos de materiales frágiles F16L 49/00).
PDF original: ES-2416074_T3.pdf
Fragmento de la descripción:
Sistema de producción de una unión para tubos corrugados de material de plástico con junta elástica de sellado añadida En el estado de la técnica existe un uso creciente de tubos corrugados con una o dos paredes, sobre todo para materiales de plástico tradicionales tales como poli (cloruro de vinilo) (PVC) y las poliolefinas (polietileno y polipropileno) , tubos que combinan buenas características de resistencia a la presión interna y a las tensiones externas con una considerable ligereza y por consiguiente un buen ahorro de material, en comparación con los tubos tradicionales con pared maciza.
Sin embargo, surgen problemas en la formación de la “campana”, siendo éste el término mediante el cual se denomina en la industria, incluyendo las normas respectivas, al extremo del tubo conformado con manguito externo, que se acopla en la formación de la unión con el extremo normal, a veces biselado, del siguiente tubo, formando una unión que toma el nombre a partir de esto de “unión de campana”.
Estos problemas, que se producen en las fases de deformación de plástico en caliente, se derivan principalmente de la alteración de la forma de las nervaduras, tal como para hacer peligrar la función (menor rigidez del tubo) , y de la presencia de una memoria de plástico en las poliolefinas, que tiende a hacer que el material vuelva con el tiempo hacia la posición original.
Problemas adicionales surgen del hecho de que, al realizarse el sellado de la unión normalmente con la adición de un anillo de junta elástica de caucho en el asiento apropiado obtenido en el manguito externo, puede producirse la omisión de su inserción en la instalación o en cualquier caso su inserción incorrecta, en cuanto a la dirección de trabajo y en cuanto a la posición, debilitando el sellado completo de la unión. Esto debe añadirse en cualquier caso a las dificultades prácticas de la operación de introducción, sobre todo para diámetros grandes, debido a que se requieren esfuerzos manuales considerables, y con la necesidad de usar instrumentos mecánicos apropiados. Además la operación puede verse obstaculizada por la acumulación de suciedad en los espacios previstos para la propia junta elástica, durante el movimiento y la colocación de los tubos.
La solicitud de modelo de utilidad DE 9111628U1 describe un tubo corrugado, cortado en la acanaladura entre dos crestas (nervaduras) adyacentes, al que se une un manguito externo por medio de inyección, dotado de un asiento para el alojamiento de la junta elástica de sellado.
El documento US 4.724.111 describe un tubo corrugado en el que el manguito externo, sin un asiento para la junta elástica, se obtiene mediante inyección en un molde apropiado e incorpora las dos últimas crestas del tubo deformado durante la creación del manguito. No obstante, este proceso tiene que proporcionar una fase de expulsión del aire contenido dentro de las nervaduras con el fin de poder realizar la deformación ilustrada sin la rotura de las mismas nervaduras.
La solicitud de patente WO01/7048 describe una unión de campana para el acoplamiento de tubos no corrugados en el que la junta elástica se inserta en su interior por medio de inyección.
La solicitud de patente WO2009/036945 describe un método para introducir una junta elástica en un conector macho por medio de inyección.
El objeto de la presente invención es eliminar, al menos en parte, las desventajas de la técnica anterior, proporcionando un método para producir una unión de campana para tubos corrugados, que incluye un sellado, dimensionalmente estable y sin nervaduras deformadas, que se sujete firmemente al tubo corrugado.
Otro objeto es el de obtener un método de este tipo que sea sencillo y económico de realizar.
Estos objetos se logran mediante el método según la invención que tiene las características expuestas en la reivindicación independiente 1 adjunta, y mediante una unión de campana según la reivindicación 10.
Realizaciones ventajosas de la invención se dan a conocer mediante las reivindicaciones dependientes.
El presente sistema o método de producción propone una solución innovadora y de mejora: de hecho por un lado el manguito externo de la unión se produce por medio de inyección durante el proceso de formación, de tal manera que puede adherirse a y soldarse con el borde axial correspondiente del tubo, al que es coaxial, preparándose este último opcionalmente con anterioridad para ello, por ejemplo, por medio de fresado. Una característica constructiva adicional del manguito es la de contener en su superficie interior el asiento circunferencial de la junta elástica de sellado de la unión, asiento que se obtiene, por tanto, también mediante inyección, y está colocado axialmente en la posición apropiada, para facilitar el trabajo de la junta elástica de sellado, que tiene además forma y dimensiones apropiadas a las de la propia junta elástica. De esta manera la forma de la campana permanece estable y las nervaduras correspondientes a la misma no tienen la posibilidad de deformarse y pueden dimensionarse según las
necesidades.
Además, puesto que el corte de la parte de extremo del tubo se realiza en la nervadura, a lo largo de cualquier plano oblicuo o vertical en relación con la misma, y no en la acanaladura entre dos nervaduras adyacentes, es posible que el manguito tenga disponible un área mayor para la soldadura al tubo subyacente, en particular, a la pared lisa más interior del tubo corrugado, evitando al mismo tiempo que la expansión del aire atrapado dentro de cada nervadura provoque daños durante la producción con calor del manguito.
Por otro lado y como ventaja subsiguiente, el sistema proporciona la inserción mediante inyección en su asiento del manguito y ya en posición de trabajo de la junta elástica de sellado, en las formas y materiales apropiados, preferiblemente ya durante el proceso de formación, usando un mismo molde en relación con el de la formación del manguito, o usando diferentes moldes. Esta última solución permite realizar los procesos de inyección respectivos del manguito y la junta elástica de sellado respectivamente en paralelo entre sí, con el fin de reducir los tiempos de producción globales.
Como consecuencia práctica la inserción y la formación de la junta elástica se vuelve un único proceso, en el que su asiento de alojamiento en el manguito realiza parcialmente la función de molde de inyección, evitando asimismo cualquier movimiento y posicionamiento posterior de la misma junta elástica de sellado. Para ello el asiento de alojamiento, tal como anteriormente, con el fin de constituir un soporte eficaz, tiene que estar ya formado y al menos suficientemente enfriado, al inyectar la junta elástica respectiva. Además dicha junta elástica, debido precisamente a que se inyecta en su asiento, tiende a adherirse en una zona circunferencial a la misma, garantizando o facilitando su mantenimiento en la posición de trabajo, y evitando el riesgo de desprendimientos y de salirse del asiento debido a la caída de algunos segmentos y debido a la deformación.
El proceso de inyección de la junta elástica permite además el uso de materiales adecuados para realizar una función de sellado de manera correcta y óptima, tal como diversos tipos de caucho. Permite además la formación de juntas elásticas de diversas formas y adecuadas para realizar correctamente la función de sellado.
En cuanto a la inyección del manguito, los materiales propuestos actualmente son los materiales de plástico comunes, en particular, las poliolefinas (polipropileno y polietileno) .
Estas características y ventajas adicionales de la presente invención quedarán más claras mediante la siguiente descripción de una realización, ilustrada por medio de un ejemplo no limitativo.
En la descripción anterior sólo se indican los componentes del producto del proceso, es decir, la unión de campana. En cambio no hay ninguna indicación de los procedimientos específicos de tal proceso, las herramientas usadas, los posicionamientos recíprocos de los procesos de trabajo que constituyen el proceso global, en particular, de los que constituyen las dos fases previstas de inyección, del manguito y de la junta elástica de sellado respectivamente, y de preparación del extremo del tubo, en el que se realiza la fase de inyección del manguito: esto se debe a que todas estas fases y estos procesos de trabajo, tomados individualmente, pertenecen a la técnica anterior del sector, mientras que su secuencia funcional prevista en el presente proceso, en cambio, es innovadora.
La figura 1 representa una sección axial global de la unión de campana de un tubo corrugado... [Seguir leyendo]
Reivindicaciones:
1. Método de producción de una unión (7) de campana para tubos (2) corrugados de material de plástico, que tiene una pared (3) interior y una pared (4) exterior, que comprende las siguientes operaciones, en orden 5 cronológico:
conformar el extremo (1) de un tubo (2) previsto para el acoplamiento con un manguito (10) externo,
inyectar dicho manguito (10) , principalmente cilíndrico y posicionado en una dirección coaxial con respecto al propio tubo, soldándose el manguito durante la operación con el extremo (1) conformado del tubo (2) ; comprendiendo dicho manguito (10) , además, en una zona apropiada de su superficie interior, un asiento (15) anular adecuado para contener una junta (16) elástica de sellado, obteniéndose dicho asiento anular durante dicha fase de inyección;
inyectar dicha junta (16) elástica de sellado en el asiento (15) mencionado anteriormente del manguito (10) , en posición de trabajo, en el que el extremo (1) de tubo, que se acopla mediante soldadura con el manguito (10) , se conforma cortando las dos paredes, interior (3) y exterior (4) , de una nervadura del tubo (2) corrugado, de modo que se forma una cavidad (9) que constituye una continuidad de material entre el tubo (2) existente y el manguito (10) durante la inyección.
2. Método de producción según la reivindicación 1, en el que la inyección de la junta (16) elástica de sellado tiene lugar en el asiento (15) apropiado del manguito (10) , cuando este asiento ya está formado y al menos 25 suficientemente enfriado, al final de su proceso de inyección.
3. Método de producción según las reivindicaciones 1 ó 2, en el que el extremo (1) de tubo, que se acopla mediante soldadura con el manguito (10) , se conforma cortando las dos paredes, interior (3) y exterior (4) , del tubo corrugado, en el plano (5) medio transversal de una misma nervadura.
4. Método de producción según una cualquiera de las reivindicaciones anteriores, en el que el diámetro (11) interior del manguito (10) es ligeramente mayor que el exterior (13) del tubo corrugado de modo que se crea un huelgo funcional apropiado entre las dos partes.
5. Método de producción según una cualquiera de las reivindicaciones anteriores, en el que se usa un único molde para realizar las inyecciones, tanto del manguito (10) como de la junta (16) elástica de sellado, con una secuencia apropiada de movimientos internos.
6. Método de producción según una cualquiera de las reivindicaciones 1 a 4, en el que las fases de inyección,
del manguito (10) y de la junta (16) elástica de sellado, usan respectivamente moldes que son diferentes entre sí.
7. Método de producción según una cualquiera de las reivindicaciones anteriores, en el que el manguito (10)
inyectado tiene una serie de nervaduras (14) circunferenciales externas para reforzar, que también se 45 obtienen mediante inyección.
8. Método de producción según una cualquiera de las reivindicaciones anteriores, en el que el manguito (10) inyectado tiene una boca (12) cónica en el extremo libre, obtenida también mediante inyección.
9. Método de producción según una cualquiera de las reivindicaciones anteriores, en el que la zona (17) de soldadura entre el manguito (10) inyectado y el extremo (1) conformado del tubo se forma en la unión entre el diámetro (18) interior del tubo y el diámetro (11) interior de la unión de campana.
10. Unión (7) de campana para tubos (2) corrugados de material de plástico obtenida por medio del método 55 según una cualquiera de las reivindicaciones anteriores 1-9, estando formada dicha unión de campana por un manguito (10) externo, principalmente cilíndrico y posicionado en una dirección coaxial con un tubo (2) corrugado, que comprende un asiento (15) anular en la que se aloja una junta (16) elástica de sellado inyectada, en posición de trabajo, mediante lo cual el extremo (1) de dicho tubo (2) corrugado se conforma cortando las dos paredes, interior (3) y exterior (4) , de una nervadura del tubo (2) corrugado de modo que 60 se forma una cavidad (9) que se acopla con el manguito (10) mediante soldadura por medio de inyección de modo que constituye una continuidad de material entre dicho tubo y dicho manguito.
Patentes similares o relacionadas:
 Válvula transcatéter de eversión, del 29 de Julio de 2020, de W.L. GORE & ASSOCIATES, INC.: Una válvula transcatéter que comprende:
un marco de varias partes que comprende un marco de valva y un marco de cuerpo, en el que el marco de cuerpo […]
Válvula transcatéter de eversión, del 29 de Julio de 2020, de W.L. GORE & ASSOCIATES, INC.: Una válvula transcatéter que comprende:
un marco de varias partes que comprende un marco de valva y un marco de cuerpo, en el que el marco de cuerpo […]
Revestimiento reforzado con fibras no tejidas para tuberías de PRFV resistentes a impacto, del 15 de Julio de 2020, de Amiblu Technology AS: Un revestimiento de tuberia de plastico reforzado con vidrio que comprende una capa B) que consiste en una capa de cobertura reforzada con fibras no tejidas, estando formada la […]
Tubo expandible que incluye un revestimiento para restaurar un conducto, del 1 de Julio de 2020, de Recyca-Pipe of America L.L.C: Una tubería expandible para restaurar una tubería dañada, que comprende: - un revestimiento formado por un poliuretano termoplástico, […]
Método para la laminación de una película tubular, del 4 de Marzo de 2020, de Buergofol GmbH: Método para la laminación de una película tubular con un material absorbente de resinas o líquidos para su uso en un revestimiento tubular para el saneamiento […]
Método de acondicionamiento de un tubo de respiración, del 26 de Febrero de 2020, de NDD MEDIZINTECHNIK AG: Método de acondicionamiento de un tubo de respiración para su uso en el diagnóstico de la función pulmonar, en el que al menos una sección de un tubo […]
Tubo flexible multicapa, del 11 de Diciembre de 2019, de SAINT-GOBAIN PERFORMANCE PLASTICS CORPORATION: Un tubo flexible que comprende: una primera capa que comprende un material de poliolefina que tiene un módulo de flexión no mayor de 150 MPa, determinado de acuerdo […]
Perfilado de tubos, del 23 de Octubre de 2019, de Crawley, Alan Mark: Un producto perfilado tubular termoformado que comprende: - una primera sección (147a) de producto tubular; - una segunda sección […]
Sistema y método de fabricación de artículos de espuma cilíndricos, del 16 de Octubre de 2019, de Floracraft Corp: Un aparato adecuado para producir un artículo de espuma cilíndrico, comprendiendo el aparato: un troquel que tiene un canal […]