SISTEMA PARA PARADA DE PIEZAS IMPULSADAS POR UNA MANGUERA MEDIANTE AIRE A PRESIÓN.
Sistema para parada de piezas impulsadas por una manguera mediante aire a presión,
del tipo de los utilizados en dispositivos de mecanizado o remachado automáticos para el suministro automático de piezas con sección circular en su parte más ancha, caracterizado porque utiliza para la deceleración y frenado una pinza longitudinalmente ranurada, con exterior cónico e interior cilíndrico, dispuesta entre la terminación de la manguera y el receptor, y accionada para su apertura y cierre mediante un cilindro que dispone de un mecanizado cónico interior.
La invención que se presenta aporta la principal ventaja de conseguir una óptima deceleración y frenado de la pieza de sección circular, permitiéndole posicionarse suavemente en el receptor y evitando los daños y deformaciones en la parte útil de la pieza y en el receptor.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200930466.
Solicitante: LOXIN 2002, S.L..
Nacionalidad solicitante: España.
Inventor/es: BAIGORRI HERMOSO, JULIAN, AGUIRRE ARTIEDA,JOSE MARIA.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21J15/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21J FORJADO; MARTILLADO; PRENSADO DE METALES; REMACHADO; HORNOS DE FORJA (laminado de metales B21B; fabricación de productos particulares por forjado o prensado B21K; chapeado B23K; tratamiento o acabado de superficies por martillado B23P 9/04; aumento de la compacidad de superficies por chorro de materiales en partículas B24C 1/10; características generales de las prensas, prensas para compactar los residuos B30B; hornos en general F27). › B21J 15/00 Remachado. › Máquinas para remachar (elementos de calefacción eléctrica H05B).
- B21J15/32 B21J 15/00 […] › Dispositivos para colocar o mantener en posición los remaches con o sin sistema de alimentación.
Fragmento de la descripción:
La pinza está longitudinalmente ranurada, con un Sistema para parada de piezas impulsadas por una manguera mediante aire a presión.
La presente memoria descriptiva se refiere, como su título indica, a un sistema para parada de piezas impulsadas por una manguera mediante aire a presión, del tipo de los utilizados en dispositivos de mecanizado o remachado automáticos para el suministro automático de piezas con sección circular en su parte más ancha, caracterizado porque utiliza para la deceleración y frenado una pinza longitudinalmente ranurada, con exterior cónico e interior cilíndrico, dispuesta entre la terminación de la manguera y el receptor, y accionada para su apertura y cierre mediante un cilindro que dispone de un mecanizado cónico interior.
En la actualidad son ampliamente utilizadas las máquinas de mecanizado automático, normalmente basadas en brazos robot con cabezales intercambiables o múltiples, y que permiten realizar con gran precisión y rapidez gran número de operaciones, por ejemplo taladrado, avellanado, remachado, atornillado, etc ... Algunas de estas operaciones necesitan de un dispositivo automático de suministro de piezas, por ejemplo remaches o tornillos, que los traiga desde un almacén hasta el cabezal que los va a emplear, siendo común utilizar un sistema de alimentación neumático, basado en una manguera que comunica el almacén de piezas con el cabezal de mecanizado, a través de la cual se envían las piezas propulsadas por aire a gran presión. Al extremo de la manguera la pieza llega a un elemento, denominado comúnmente “transfer”, que detiene la pieza al llegar a un receptor, la retiene normalmente por medios magnéticos, y la lleva mediante un giro al cabezal que la va a utilizar (por ejemplo a un cabezal remachadoroauno atornillador ...) .
Este procedimiento de trabajo presenta el inconveniente de que, dada la longitud de la manguera y la presión de aire necesaria para la impulsión de las piezas, estas piezas adquieren una gran velocidad, del orden de unos 10 m./seg., que, a pesar de su reducida masa, ocasiona que lleguen al receptor situado al final de la manguera con una elevada energía cinética que, al detenerse en seco, origina deformaciones en las piezas y un elevado desgaste en el receptor del transfer. Esto origina por un lado el problema de la deformación de las propias piezas, con el agravante de que se suele producir por la parte de la pieza que luego, al ser posicionada por el cabezal, queda oculta, dando lugar a problemas de fiabilidad, malos posicionamientos, y otras situaciones que únicamente se pueden descubrir mediante un exhaustivo control de calidad posterior. Por otro lado se produce también el problema del desgaste y deformaciones en el receptor, requiriendo una frecuente sustitución de este elemento, lo cual obliga a cortos plazos de mantenimiento del transfer, encareciendo el proceso productivo por los tiempos muertos de detención para su cambio.
Para solventar estos problemas existentes en el suministro de piezas por manguera por aire a presión, y la necesaria detención de las piezas, se ha ideado el sistema para parada de piezas impulsadas por una manguera mediante aire a presión objeto de la presente invención, el cual utiliza para la deceleración y frenado una pinza dispuesta entre la terminación de la manguera y el receptor, accionada para su apertura y cierre mediante un cilindro neumático que dispone de exterior cónico y un interior cilíndrico de medidas acordes para permitir el paso, en su estado abierto, de la pieza.
Al lanzar la pieza desde el almacén se acciona el cilindro neumático, con lo que su mecanizado cónico interior presiona la parte exterior cónica de la pinza, la cual por efecto de su ranurado longitudinal tiene una cierta elasticidad, produciéndose su cierre, quedando el diámetro interior del conducto cilíndrico interno con una conicidad ya que por su extremo de entrada el conducto mantenga su diámetro original, pero por el extremo de salida, presionado por el cilindro, se ha reducido el diámetro ligeramente lo suficiente para impedir el paso de la pieza. La pieza que llega a gran velocidad, con gran energía cinética, se ve decelerada progresivamente por rozamiento, merced a la conicidad, hasta detenerse bloqueada por la pinza en la zona de mayor diámetro de la pieza, perdiendo toda su energía cinética. El aire a presión, mientras tanto, escapa por las ranuras de la pinza, evitando quedar almacenado en el tubo, detrás de la pieza, formando un calderín en el tubo de tal forma que no ocurra que cuando se libere la pieza nuevamente esta sea impulsada de nuevo a gran velocidad.
A continuación se desplaza el cilindro, liberando la parte delantera de la pinza, lo cual provoca que la pieza quede libre y prosiga libremente, impulsada por el aire a presión proveniente de la manguera, hasta el receptor, donde se posiciona y detiene definitivamente. Dado que la distancia entre la pinza y el receptor es mínima la pieza no tiene tiempo de acelerar suficientemente con lo cual la energía cinética adquirida es mínima, evitándose los daños en la pieza.
Los principales elementos integrantes del sistema está previsto que estén alojados en un cartucho de estructura cuadrangular, apto tanto para su inserción dentro del transfer, durante su proceso de fabricación, como para su adaptación externa a transfer preexistentes.
Este sistema para parada de piezas impulsadas por una manguera mediante aire a presión que se presenta aporta múltiples ventajas sobre los sistemas disponibles en la actualidad siendo la más importante que consigue una óptima deceleración y frenado de la pieza de sección circular, permitiéndole posicionarse suavemente en el receptor y evitando los daños y deformaciones en la parte útil de la pieza y en el receptor.
Otra importante ventaja es que, en el caso de que la pieza sea un remache, la sujeción en la pinza se produce en la parte sobrante de dicho remache debido a su mayor diámetro, que sirve únicamente para su montaje, desechándose posteriormente, con lo cual cualquier posible deformación producida por el frenado en la pinza se realizaría en la parte no útil y desechable, no sufriendo ningún esfuerzo el remache propiamente dicho.
Otra ventaja de la presente invención es que alarga notablemente la duración del receptor del transfer, permitiendo alargar los tiempos de mantenimiento, lo cual redunda en un descenso de su coste económico.
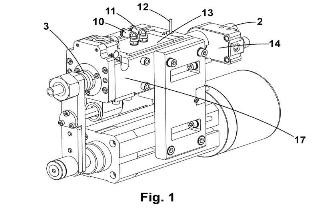
Para comprender mejor el objeto de la presente invención, en el plano anexo se ha representado una realización práctica preferencial de un sistema para parada de piezas impulsadas por una manguera mediante aire a presión. En dicho plano la figura -1-muestra
ES 2370090A1 4
una vista en perspectiva de un transfer con el cartucho instalado.
La figura -2-muestra unas vistas en alzado, planta y perfil, con una sección parcial del receptor, de un transfer con el cartucho instalado.
La figura -3-muestra una vista lateral seccionada del transfer, con la pinza cerrada, en el momento de llegada de una pieza.
La figura -4-muestra una vista lateral seccionada del transfer, con la pinza cerrada, con la pieza parada.
La figura -5-muestra una vista lateral seccionada del transfer, con la pinza abierta, en el momento en que la pieza comienza de nuevo a moverse.
La figura -6-muestra una vista lateral seccionada del transfer, con la pinza abierta, con la pieza ya alojada en el receptor.
La figura -7-muestra una vista en perspectiva de la pinza de frenado.
La figura -8-muestra una vista lateral seccionada de un ejemplo de pieza, en este caso un remache.
La figura -9-muestra una vista en perspectiva del conjunto del cartucho.
La figura -10-muestra unas vistas en alzado y perfil seccionado del conjunto del cartucho.
El sistema para parada de piezas impulsadas por una manguera mediante aire a presión objeto de la presente invención, comprende básicamente, como puede apreciarse en el plano anexo, una pinza (1) para la deceleración y frenado dispuesta entre la terminación de la manguera (2) y el receptor (3) , accionada para su apertura y cierre mediante un cilindro (4) neumático que dispone de un mecanizado cónico interior.
La pinza (1) está dotada de un ranurado longitudinal (15) , con un exterior (5) cónico y un conducto (6) interior cilíndrico de medidas acordes para permitir el paso, en su estado abierto, de la pieza (7) .
Tanto la pinza (1) , como el cilindro (4) , como los conductos de entrada (8) y salida (9) para la pieza, las tomas de aire de cierre (10) y apertura (11) y un sensor de posición (12) para el cilindro (4) se encuentran integrados en la forma de un cartucho (13) cuadrangular que ejerce...
Reivindicaciones:
1. Sistema para parada de piezas impulsadas por una manguera mediante aire a presión, del tipo de los utilizados en dispositivos de mecanizado o remachado automáticos para el suministro automático de piezas, caracterizado porque comprende una pinza (1) para la deceleración y frenado dispuesta entre la terminación de la manguera (2) y el receptor (3) , accionada para su apertura y cierre mediante un cilindro (4) neumático que dispone de un mecanizado cónico interior.
2. Sistema para parada de piezas impulsadas por una manguera mediante aire a presión, según la anterior reivindicación, caracterizado porque la pinza
(1) está dotada de un ranurado longitudinal (15) , con un exterior (5) cónico y un conducto (6) interior cilíndrico de medidas acordes para permitir el paso, en su estado abierto, de la pieza (7) .
3. Sistema para parada de piezas impulsadas por una manguera mediante aire a presión, según las anteriores reivindicaciones, caracterizado porque la pinza (1) , como el cilindro (4) , como los conductos de entrada (8) y salida (9) para la pieza, las tomas de aire de cierre (10) y apertura (11) y un sensor de posición (12) para el cilindro (4) se encuentran integrados en la forma de un cartucho (13) cuadrangular que ejerce la función de camisa y soporte.
4. Sistema para parada de piezas impulsadas por una manguera mediante aire a presión, según las anteriores reivindicaciones, caracterizado porque el cartucho (13) se encuentra integrado dentro del transfer (17) .
5. Sistema para parada de piezas impulsadas por una manguera mediante aire a presión, según las reivindicaciones1ala3, caracterizado porque el cartucho (13) se encuentra adyacente a un transfer (17) convencional preexistente.
6. Procedimiento de operación de un sistema para parada de piezas impulsadas por una manguera mediante aire a presión, según las anteriores reivindicaciones, caracterizado porque se compone de dos etapas, una de cierre y otra de apertura, separadas por una temporización.
7. Procedimiento de operación de un sistema para parada de piezas impulsadas por una manguera mediante aire a presión, según la reivindicación 6, caracterizado porque en la etapa de cierre, se acciona el cilindro (4) neumático, mediante la inyección de aire por la toma de cierre (10) , con lo que su mecanizado cónico interior presiona la parte exterior cónica de la
pinza (1) , la cual por efecto de su ranurado longitudinal (15) tiene una cierta elasticidad, produciéndose su cierre, quedando el diámetro interior del conducto (6) cilíndrico interno con una conicidad ya que por su extremo de entrada el conducto (6) mantiene su diámetro original, pero por el extremo de salida, presionado por el cilindro (4) , se ha reducido el diámetro ligeramente lo suficiente para impedir el paso de la pieza (7) , entonces la pieza (7) que llega a gran velocidad y con gran energía cinética, se ve decelerada progresivamente por rozamiento con las paredes interiores del conducto (6) , merced a la conicidad, hasta detenerse bloqueada por la pinza (7) en la zona de mayor diámetro de la pieza (7) , perdiendo toda su energía cinética, escapando el aire a presión (16) por el ranurado longitudinal (15) de la pinza (1) , evitando posibles movimientos en la pieza (7) .
8. Procedimiento de operación de un sistema para parada de piezas impulsadas por una manguera mediante aire a presión, según la reivindicación 6, caracterizado porque en la etapa de apertura, al detectarse la llegada de la pieza (7) por la manguera (2) , mediante un oportuno detector magnético (14) instalado en ella y con la oportuna temporización para dejar que se produzca el frenado, se desplaza el cilindro (4) , mediante la inyección de aire por la toma de apertura (11) , liberando la parte delantera de la pinza (1) , lo cual provoca que la pieza (7) quede libre y prosiga libremente, impulsada por el aire a presión (16) proveniente de la manguera (2) , hasta el receptor (3) , donde se posiciona y detiene definitivamente.
9. Uso de un sistema para parada de piezas impulsadas por una manguera mediante aire a presión, según las reivindicaciones 1 a la 5, para piezas (7) de sección circular en su parte más ancha distribuidas o transportadas por una manguera (2) mediante aire a presión (16) .
10. Uso de un sistema para parada de piezas impulsadas por una manguera mediante aire a presión, según la reivindicación 9, en que las piezas (7) de sección circular en su parte más ancha son remaches.
11. Uso de un sistema para parada de piezas impulsadas por una manguera mediante aire a presión, según la reivindicación 9, en que las piezas (7) de sección circular en su parte más ancha son tornillería.
12. Uso de un sistema para parada de piezas impulsadas por una manguera mediante aire a presión, según la reivindicación 9, en que las piezas (7) de sección circular en su parte más ancha son bolas para cojinetes o rodamientos.
Patentes similares o relacionadas:
Método para la configuración del mandril de una remachadora para elementos de remache ciegos y remachadora, del 27 de Mayo de 2020, de HONSEL Distribution GmbH & Co: Método para la configuración de una remachadora manual , accionada por un accionamiento eléctrico , para la colocación de elementos de remache ciegos , presentando la […]
Pinzas de mecanizado, del 20 de Noviembre de 2019, de SCHMIDT, HEIKO: Pinzas de mecanizado para el mecanizado y/o procesamiento de piezas de trabajo con elevadas fuerzas de mecanizado (F) que comprende un cuerpo de las pinzas con un primer […]
Aparato para el remachado, del 7 de Agosto de 2019, de COMAU S.P.A.: Aparato para aplicar remaches en una parte (π) de una superficie plana de una pieza (P), en el que dicha parte (π) de la superficie plana define un eje operativo […]
Métodos y aparatos para operaciones de fabricación, del 22 de Mayo de 2019, de THE BOEING COMPANY: Un aparato para realizar una operación de fabricación de una pieza de trabajo, comprendiendo el aparato: un conjunto de oruga adaptado […]
Cabeza remachadora con retenedor de remaches, del 3 de Julio de 2017, de LIZARRAGA GONZALEZ, Jon Aingeru: 1. Cabeza de remachadora con retenedor de remaches, caracterizada por presentar una bola que en posición de reposo ocupa el orificio […]
Herramienta de instalación de elementos de fijación con manguitos concéntricos internos, del 4 de Enero de 2017, de Arconic Inc: Una herramienta para la instalación de un elementos de fijación, que comprende: - un conjunto de cilindro que incluye una carcasa que tiene un extremo […]
Métodos y aparatos para operaciones de fabricación, del 21 de Diciembre de 2016, de THE BOEING COMPANY: Un aparato para realizar una operación de fabricación sobre una pieza de trabajo, comprendiendo el aparato: un miembro de base; una plataforma […]
Métodos y aparatos para operaciones de fabricación, del 14 de Diciembre de 2016, de THE BOEING COMPANY: Un aparato para soportar una herramienta de fabricación con relación a una pieza de trabajo, comprendiendo el aparato […]