Sistema para envasar productos en sobres alargados.
Sistema para envasar productos en sobres alargados, que comprende:
un grupo (1) para sellar un envase (20) tubular continuo alimentado en una dirección vertical, estando conformado el envase (20) tubular continuo como un elemento tubular continuo dotado de una parte (5) inferior cerrada, en la que se contienen productos, comprendiendo el grupo (1):
medios (4) de sellado, configurados para actuar en una dirección transversal con respecto al envase (20) tubular continuo con el fin de separar un volumen interior de los mismos, de tal manera se forman un sobre (2) alargado cerrado, que contiene dichos productos, y una nueva parte (5) inferior cerrada;
medios (8, 9) de compresión dispuestos aguas abajo de los medios (4) de sellado con respecto a la dirección (W) de alimentación del envase (20) tubular continuo, que están configurados para comprimir el envase (20) tubular continuo, eliminando por consiguiente fluido de aire contenido en su interior, y que pueden activarse antes de sellar el envase (20) tubular continuo con los medios (4) de sellado;
comprendiendo el sistema además: medios (6) de corte que actúan de manera horizontal para cortar un sobre (2) alargado del envase (20) tubular continuo; y
medios (3, 21) de sujeción y arrastre;
activándose los medios (6) de corte y los medios (3, 21) de sujeción y arrastre en relación de fase unos con respecto a otros y con respecto a la activación de los medios (4) de sellado y de los medios (8, 9) de compresión;
estando caracterizado el sistema porque:
los medios (6) de corte están dispuestos aguas abajo de los medios (4) de sellado y los medios (8, 9) de compresión;
los medios (3, 21) de sujeción y arrastre actúan con un movimiento alternante vertical para agarrar el borde (7) inferior del envase (20) tubular continuo y moverlo hacia abajo un paso correspondiente a una extensión longitudinal de un sobre (2) alargado.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10161523.
Solicitante: MARCHESINI GROUP S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA NAZIONALE, 100 40065 PIANORO (BOLOGNA) ITALIA.
Inventor/es: MONTI, GIUSEPPE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C65/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › por calor, con o sin presión.
- B29C65/74 B29C 65/00 […] › por soldadura y corte.
- B65B51/30 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 51/00 Dispositivos o procesos para soldar o fijar los pliegues o cierres de los paquetes, p. ej. sacos con el cuello cerrado por torsión. › Dispositivos, p. ej. mordazas, para aplicar sucesivamente presión y calor, p. ej. para fraccionar tubos llenados.
- B65B61/06 B65B […] › B65B 61/00 Dispositivos accesorios diversos que operan sobre hojas, cintas, bandas, ataduras, receptáculos o paquetes, no previstos en otro lugar. › por corte.
- B65B61/28 B65B 61/00 […] › para descargar de las máquinas los paquetes acabados.
- B65B9/20 B65B […] › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › tomando las bandas la forma de tubo in situ alrededor de las bocas de llenado.
PDF original: ES-2376994_T3.pdf
Fragmento de la descripción:
Sistema para envasar productos en sobres alargados.
Sector de la técnica
La presente invención se refiere a un sistema para envasar productos sueltos en sobres hechos de un material fino, también conocidos como sobres alargados (stick-packs) .
La técnica anterior comprende máquinas para envasar productos en sobres alargados que presentan un desarrollo vertical, con salida de los sobres alargados llenos en la parte inferior, que comprende: medios de estirado para desenrollar de manera intermitente una hoja continua de una bobina en una dirección de suministro que está orientado hacia abajo; medios de plegado que reciben la hoja continua en la entrada y forman en la salida un envase tubular continuo que se desarrolla verticalmente y presenta bordes verticales que están superpuestos y en contacto mutuo; medios de soldadura para sellar los bordes verticales superpuestos del envase tubular continuo; medios de sellado, dispuestos aguas abajo de los medios de soldadura, para actuar transversalmente en el envase tubular formando una parte inferior cerrada del mismo; medios de dispensación, activados en relación de fase con los primeros medios de sellado, para introducir, en la parte inferior del envase tubular continuo, un lote de cantidad de producto; medios de corte, dispuestos aguas abajo de los medios de sellado, para cortar del envase tubular continuo un sobre alargado que contiene un lote de cantidad de producto y formado siguiendo la etapa descrita anteriormente de sellar el envase tubular continuo. Cada extensión de la hoja continua adopta por tanto una configuración diferente a medida que se mueve a lo largo de la máquina, hasta que adquiere la forma de un sobre alargado en el que se ha introducido un lote de cantidad de producto.
Los medios de estirado son pinzas móviles que tienen movimiento vertical alternante para agarrar la falda inferior del envase tubular continuo, es decir, la falda inferior del sobre alargado más inferior del envase tubular continuo, y que confieren un movimiento descendente del envase tubular continuo correspondiente a la longitud deseada de cada sobre alargado. Las pinzas móviles y los medios de corte se activan en relación de fase unos con respecto a otros y con respecto a los medios de sellado primero y segundo y a los medios de dispensación.
Los sobres alargados cerrados obtenidos de este modo presentan un tamaño que está relacionado con el volumen interno relativo, volumen interno que está formado por el lote de cantidad de producto introducido en el mismo y por una cantidad de aire no deseada que ha permanecido atrapada durante la etapa de sellado.
Estado de la técnica
Además, el mayor volumen de los sobres alargados hace que la superposición de los sobres alargados sea problemática durante su posterior envasado en recipientes.
El documento US 4.947.621 da a conocer una máquina de conformación, llenado y sellado, vertical para realizar de manera continua bolsas con aleta de tres lados llenas. También da a conocer mecanismos para controlar la banda termoplástica de modo que se mejoran las juntas herméticas se dan a conocer. Uno de los mecanismos garantiza que se alimentan longitudes iguales de banda a las mordazas de sellado. El otro mecanismo que las mordazas llevan agarra y tensa la banda inmediatamente antes y durante el sellado de la red.
El documento US 5.715.856 da a conocer una máquina de conformación, llenado y sellado en la que cualquiera de una selección de conjuntos de partes de cambio puede deslizarse hacia dentro y hacia fuera de ranuras de montaje y fijarse con alineación apropiada mediante un mecanismo de bloqueo basculante operado a mano. Se proporcionan un par de topes en el reborde de conformación de la parte de cambio que corresponden al diámetro del tubo de conformación. Una disposición de cinta de tracción por vacío flotante, que tiene topes que se acoplan con los topes en el reborde de conformación, se alinea automáticamente con el conjunto de partes de cambio. La jaula de película es ajustable para el reglaje de la película y puede inclinarse a una posición que permite cargar el rollo de película sin la necesidad de un cabrestante. El reglaje de la película y la inclinación de la jaula de película están en un eje común.
El documento US 5.170.609 da a conocer medios de desinflado para expulsar el aire en exceso de envases que se usan en conexión con máquinas para envasar de conformación llenado y sellado, comprendiendo dichos medios de desinflado medios de bolsa llenos de fluido de pared flexible que se acoplan con una bolsa que contiene producto y fuerzan a que el aire en exceso salga de la bolsa, estando previsto el fluido de bolsa flexible para estar en comunicación con un depósito que permite el intercambio de fluido entre la bolsa flexible, y el depósito durante el ciclo de envasado.
El documento US 3.482.373 da a conocer una máquina para envasar de conformación, llenado y sellado para el envasado de un producto sólido suelto, por ejemplo, café molido, en un envase con forma de tetraedro. La máquina tiene un tubo de llenado montado concéntricamente en un mandril para suministrar el café desde el extremo inferior del tubo de llenado a un sistema de tuberías formado alrededor del mandril a partir de una banda de material de envasado flexible. Bajo el extremo inferior del mandril hay cabezas de sellado para realizar las juntas herméticas de extremo del envase, teniendo las cabezas de sellado almohadillas elásticas para aplanar el sistema de tuberías a medida que se forman las juntas herméticas de extremo de modo que cada envase tiene una parte desinflada adaptada para su inflado a medida que evoluciona el gas del café en el envase completado. Se suministra un gas, por ejemplo, nitrógeno al extremo superior del tubo de llenado para suministrar al sistema de tuberías en el extremo inferior del mandril para chorrear el envase con gas, volviendo el gas entre el tubo de relleno y el mandril a una bomba de alimentación para recirculación.
El documento US 4.215.620 da a conocer un aparato para fabricar, llenar, cerrar y embalar bolsas que incluyen un mandril hueco orientado verticalmente alrededor del cual se forma de manera continua una manga de hoja sellable, un dispositivo para proporcionar de manera cilíndrica una costura transversal en la manga; un dispositivo de corte para cortar de manera cíclica la manga en la costura transversal para proporcionar bolsas selladas previamente llenadas; una placa de base situada debajo del mandril para soportar sobre la misma cajas para recibir bolsas orientadas en vertical abiertas por la parte superior e inferior situadas y a las que se hace avanzar en serie; una abertura prevista en la placa de base y alineada con el mandril; y un dispositivo de agarre de bolsas soportado de manera que puede desplazarse verticalmente para penetrar a través de la abertura en una caja situada debajo del mandril y para tirar hacia abajo de una bolsa llena y cerrada hacia dentro de la caja.
Objeto de la invención El objetivo de la presente invención consiste en proporcionar una solución técnica dirigida a obviar los inconvenientes de la técnica anterior, mencionados anteriormente en el presente documento, cuyos costes son contenidos con respecto a los resultados que se obtienen.
Este objetivo se ha logrado con un sistema para envasar productos tal como se define en la reivindicación 1.
El hecho de comprimir el envase tubular continuo antes del sellado relativo permite ventajosamente evacuar el fluido de aire contenido internamente en el mismo: los sobres alargados cerrados obtenidos de este modo presentan un volumen interno que está constituido sustancialmente por el lote de cantidad de producto, con todas las implicaciones positivas que esto conlleva.
A continuación se describirán realizaciones específicas de la invención, y características técnico-funcionales ventajosas de la misma referidas a las realizaciones, sólo parcialmente deducibles de la descripción anterior, según lo expuesto en las reivindicaciones y con la ayuda de las figuras adjuntas de los dibujos, en las que:
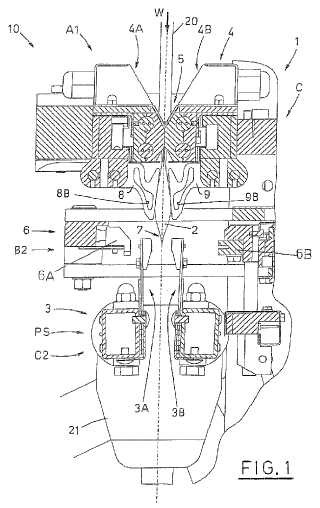
Descripción de las figuras Las figuras 1 a 5 ilustran una sección transversal de un sistema para envasar productos en sobres alargados, durante cinco etapas de funcionamiento del mismo.
Descripción detallada de la invención En referencia a las figuras adjuntas de los dibujos, se ilustra una realización preferida de una parte de un sistema para envasar productos en sobres alargados, indicada mediante el número de referencia (10) , que comprende... [Seguir leyendo]
Reivindicaciones:
1. Sistema para envasar productos en sobres alargados, que comprende: un grupo (1) para sellar un envase (20) tubular continuo alimentado en una dirección vertical, estando conformado el envase (20) tubular continuo como un elemento tubular continuo dotado de una parte (5) inferior cerrada, en la que se contienen productos, comprendiendo el grupo (1) :
medios (4) de sellado, configurados para actuar en una dirección transversal con respecto al envase (20) tubular continuo con el fin de separar un volumen interior de los mismos, de tal manera se forman un sobre (2) alargado cerrado, que contiene dichos productos, y una nueva parte (5) inferior cerrada;
medios (8, 9) de compresión dispuestos aguas abajo de los medios (4) de sellado con respecto a la dirección (W) de alimentación del envase (20) tubular continuo, que están configurados para comprimir el envase (20) tubular continuo, eliminando por consiguiente fluido de aire contenido en su interior, y que pueden activarse antes de sellar el envase (20) tubular continuo con los medios (4) de sellado;
comprendiendo el sistema además: medios (6) de corte que actúan de manera horizontal para cortar un sobre (2) alargado del envase (20) tubular continuo; y medios (3, 21) de sujeción y arrastre;
activándose los medios (6) de corte y los medios (3, 21) de sujeción y arrastre en relación de fase unos con respecto a otros y con respecto a la activación de los medios (4) de sellado y de los medios (8, 9) de compresión;
estando caracterizado el sistema porque:
los medios (6) de corte están dispuestos aguas abajo de los medios (4) de sellado y los medios (8, 9) de compresión;
los medios (3, 21) de sujeción y arrastre actúan con un movimiento alternante vertical para agarrar el borde (7) inferior del envase (20) tubular continuo y moverlo hacia abajo un paso correspondiente a una extensión longitudinal de un sobre (2) alargado.
2. Sistema según la reivindicación 1, caracterizado porque los medios (4) de sellado comprenden dos cabezas (4A, 4B) de soldadura que pueden acercarse/distanciarse entre sí y en el que los medios (8, 9) de compresión comprenden dos elementos (8, 9) deformables sobresalientes, que están montados opuestos entre sí en las cabezas (4A, 4B) de soldadura para actuar en el envase (20) tubular continuo antes de la acción de las cabezas (4A, 4B) de soldadura.
3. Sistema según la reivindicación 2, caracterizado porque cada elemento (8, 9) deformable presenta una superficie (8A, 9A) inclinada hacia abajo con respecto a la dirección (W) de alimentación del envase (20) tubular continuo.
4. Sistema según la reivindicación 2 ó 3, caracterizado porque los elementos (8, 9) deformables están configurados de tal manera que cuando hacen tope con el envase (20) tubular continuo ejercen adicionalmente una fuerza de tracción en el mismo en una misma dirección que la dirección (W) de alimentación del envase (20) tubular continuo.
5. Sistema según la reivindicación 2 ó 3 ó 4, caracterizado porque cada elemento (8, 9) deformable está dotado de al menos una muesca o un orificio (8B, 98) pasante con el fin de aumentar su grado de deformabilidad.
6. Sistema según cualquiera de las reivindicaciones 2 a 5, caracterizado porque los elementos (8, 9) deformables están hechos de silicona.
Patentes similares o relacionadas:
Inserción hidrosoluble para unir tuberías, método de fabricación de una inserción hidrosoluble y método para unir tuberías, del 29 de Julio de 2020, de Imi Tami Institute For Research And Development Ltd: Inserción hidrosoluble para uso para unir tuberías hechas de un material que comprende una sal seleccionada del grupo que consiste en KCl, NaCl, y sus mezclas […]
Tubo de distribución para sistema de riego y fertilización y método para la fabricación del mismo, del 1 de Julio de 2020, de Responsive Drip Irrigation, LLC: Tubo de distribución , comprendiendo: un sustrato ; y un soporte acoplado al sustrato , el tubo de distribución estando configurado […]
Procedimiento de fabricación de paneles reforzados de material compuesto mediante curado conjunto, del 10 de Junio de 2020, de Leonardo S.p.A: Procedimiento de fabricación de paneles reforzados , que comprende las siguientes etapas: - formar un primer y un segundo revestimientos húmedos (51, […]
Bolsa de filtro para aspiradora con costura de soldadura altamente resistente, procedimiento para su producción, así como herramienta e instalación de soldadura por ultrasonidos para la producción de una costura de soldadura ultrarresistente, del 13 de Mayo de 2020, de EUROFILTERS N.V.: Bolsa de filtro para aspiradora a partir de un material de filtro que puede ser soldado térmicamente, definiéndose mediante el material de filtro un espacio interior cerrado […]
Asociación híbrida de materiales entre una superficie metálica y una superficie polimérica del material, así como procedimiento para producir la asociación híbrida de materiales, del 13 de Mayo de 2020, de FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.: Asociación híbrida de materiales entre un primer participante en la unión con una superficie metálica y un segundo participante en la unión con una superficie de […]
Método para minimizar inconsistencias que aparecen sobre la superficie de un componente compuesto y una tira compuesta precurada, del 6 de Mayo de 2020, de THE BOEING COMPANY: Método para aplicar una tira compuesta precurada a un componente compuesto , comprendiendo la tira compuesta precurada una primera capa de material […]
Un conjunto de soldadura transversal para una máquina de envasado de tipo flow - pack, del 6 de Mayo de 2020, de CAVANNA S.P.A.: Un dispositivo de soldadura transversal para una máquina de envasado de tipo flow - pack, que comprende: - una estructura de soporte estacionaria […]
Procedimiento para el llenado de gas de un compartimento de un recipiente flexible, del 22 de Abril de 2020, de ECOLEAN AB: Procedimiento de manipulación de recipientes de tipo plegable en una máquina de llenado que comprende estaciones dispuestas consecutivamente (S1, S2, […]