Sistema y método de control de calidad para piezas fabricadas.
Sistema de producción de piezas fabricadas que comprende un proceso de producción que tiene al menos un robot industrial (2) equipado con una herramienta de manipulación (8) para recoger una pieza fabricada (4),
caracterizado por que el robot está dispuesto en una célula de control de calidad (9) y por que el robot está programado para mantener la pieza fabricada en al menos una posición conocida (3) en la célula de control de calidad, para orientar la pieza fabricada en una orientación conocida en el espacio tridimensional con respecto a la posición conocida y para presentar la pieza para un control de calidad.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2010/062957.
Solicitante: ABB TECHNOLOGY AG.
Nacionalidad solicitante: Suiza.
Dirección: AFFOLTERNSTRASSE 44 8050 ZURICH SUIZA.
Inventor/es: CASANELLES,RAMON, CORTES GRAU,FRANCESC.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B25J15/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B25 HERRAMIENTAS MANUALES; HERRAMIENTAS DE MOTOR PORTATILES; MANGOS PARA UTENSILIOS MANUALES; UTILLAJE DE TALLER; MANIPULADORES. › B25J MANIPULADORES; RECINTOS CON DISPOSITIVOS DE MANIPULACION INTEGRADOS (dispositivos robóticos para recolección individual de frutas, hortalizas, lúpulo y similares A01D 46/30; manipuladores de agujas para cirugía A61B 17/062; manipuladores asociados a las laminadoras B21B 39/20; manipuladores asociados a las máquinas de forja B21J 13/10; medios para mantener las ruedas o sus elementos B60B 30/00; grúas B66C; disposiciones para la manipulación del combustible o de otros materiales utilizados en el interior de reactores nucleares G21C 19/00; combinación estructural de manipuladores con celdas o recintos protegidos contra la radiación G21F 7/06). › Cabezas de aprehensión.
- B25J19/00 B25J […] › Accesorios adaptados a los manipuladores, p. ej. para controlar, para observar; Dispositivos de seguridad combinados con los manipuladores o especialmente concebidos para ser utilizados en asociación con estos manipuladores (dispositivos de seguridad en general F16P; protección contra las radiaciones en general G21F).
PDF original: ES-2474491_T3.pdf
Fragmento de la descripción:
Sistema y mïtodo de control de calidad para piezas fabricadas Campo tïcnico.
La presente invenciïn se refiere a un mïtodo para realizar un control de calidad en una pieza fabricada. En 5 particular, se refiere a un control de calidad que se realiza de forma automïtica, en parte mediante un robot industrial.
Antecedentes tïcnicos Los controles de calidad se requieren en diferentes ïreas de la industria, por ejemplo la industria automotriz, electrodomïsticos, fundiciones, operaciones de soldadura, productos pintados, producciïn de alimentos, producciïn de productos farmacïuticos y otros. Las empresas se esfuerzan por reducir los costes de una mala calidad (COPQ) aumentando al mismo tiempo la calidad de los productos ofrecidos al mercado. Este coste crece exponencialmente con la detecciïn de fallos en procesos de producciïn posteriores o subsiguientes. Por esta razïn, el control de calidad es una demanda comïn en muchas ïreas.
El uso de robots para manejar piezas de trabajo, piezas en bruto o piezas semiacabadas en procesos de fabricaciïn se estï expandiendo. El planteamiento de fabricaciïn de hoy en dïa, a menudo consiste en que el robot coloca la pieza acabada o semiacabada sobre una cinta transportadora, donde los operarios hacen posteriormente el control de calidad. Vamos a poner como ejemplo de un proceso de fabricaciïn, el caso de un taller de prensas. La automatizaciïn de una lïnea de prensas por lo general termina con un robot o manipulador descargando piezas de la ïltima prensa sobre una cinta transportadora. La finalizaciïn de la automatizaciïn del taller de prensas a menudo serïa la colocaciïn de las piezas estampadas sobre un bastidor asignado para ser transportado al ïrea del taller de carrocerïa. En el caso de paneles de revestimiento, una de las razones para no colocar las piezas de forma automïtica procedentes de la ïltima prensa en los bastidores es el requisito de llevar a cabo un primer control de calidad de la superficie. El planteamiento actual consiste por tanto en que el robot coloque la pieza sobre una cinta transportadora, donde los operarios hacen el control de calidad. En el caso en el que esa calidad de la pieza estï dentro de los parïmetros correctos, el operario u operarios cogen la pieza y la colocan en el bastidor o contenedor correspondiente, o; la dejan pasar para almacenarla o posiblemente para que sea almacenada automïticamente mediante un robot. En este ïltimo caso, la operaciïn podrïa ser muy compleja ya que el robot a cargo de la operaciïn primero debe colocar la pieza sobre la cinta transportadora para una recogida correcta. La pieza podrïa ser inestable y podrïa requerir una colocaciïn compleja con cintas transportadoras de triple banda con altura ajustable en la banda central para proporcionar la estabilidad necesaria a fin de impedir que la pieza cambie de sitio. Por ïltimo, un sistema de visiïn, posiblemente en 3D, o un dispositivo de centrado mecïnico serï necesario para colocar o centrar la pieza. El documento JP 8313225A, de Nippondenso, 29 de noviembre de 1996, explica que un objeto a inspeccionar puede ser movido por un robot a un lugar de inspecciïn para su inspecciïn mediante una cïmara.
Resumen de la invenciïn El objeto de la presente invenciïn es resolver uno o mïs de los problemas anteriormente mencionados.
En un primer aspecto de la invenciïn se da a conocer un sistema para el control de calidad en la producciïn de piezas fabricadas, comprendiendo el sistema un proceso de producciïn que tiene al menos un robot industrial equipado con una herramienta de manipulaciïn para recoger una pieza fabricada, en el que el robot estï dispuesto en una cïlula de control de calidad y en el que el robot estï programado para mantener la pieza fabricada en al menos una posiciïn conocida en la cïlula de control de calidad y para presentar la pieza para un control de calidad.
De acuerdo con una realizaciïn de la invenciïn, se da a conocer un sistema para el control de calidad en la 45 producciïn de piezas fabricadas, comprendiendo el sistema un proceso de producciïn y teniendo al menos un robot industrial equipado con una herramienta de manipulaciïn para recoger una pieza fabricada, en el que el robot estï programado para orientar la pieza fabricada en al menos una orientaciïn conocida con respecto a la posiciïn conocida en un espacio tridimensional.
De acuerdo con otra realizaciïn de la invenciïn, se da a conocer un sistema para el control de calidad en la 50 producciïn de piezas fabricadas, comprendiendo el sistema un proceso de producciïn y teniendo al menos un robot industrial equipado con una herramienta de manipulaciïn para recoger una pieza fabricada, en el que la cïlula de control de calidad estï dispuesta con dispositivos de seguridad y / o funciones de seguridad para proteger a un operario del robot y / o siendo la pieza fabricada manipulada por el robot para que el operario la inspeccione manualmente.
De acuerdo con otra realizaciïn de la invenciïn, se da a conocer un sistema para el control de calidad en la producciïn de piezas fabricadas, comprendiendo el sistema un proceso de producciïn y teniendo al menos un robot industrial equipado con una herramienta de manipulaciïn para recoger una pieza fabricada, en el que la cïlula de control de calidad estï provista de uno o mïs sensores dispuestos en la cïlula para hacer un control de calidad.
De acuerdo con otra realizaciïn de la invenciïn, se da a conocer un sistema para el control de calidad en la producciïn de piezas fabricadas, comprendiendo el sistema un proceso de producciïn y teniendo al menos un robot industrial equipado con una herramienta de manipulaciïn para recoger una pieza fabricada, en el que al menos una posiciïn conocida consiste en una o mïs posiciones y orientaciones de la pieza en la cïlula de control de calidad adecuadas para que un operario inspeccione la pieza visualmente y / o con el uso de una herramienta o sensor.
En otra realizaciïn de la invenciïn, se da a conocer un sistema para el control de calidad en la producciïn de piezas fabricadas, comprendiendo el sistema un proceso de producciïn y teniendo al menos un robot industrial equipado con una herramienta de manipulaciïn para recoger una pieza fabricada, en el que el uno o mïs sensores estïn cada uno dispuesto en una posiciïn fija en la cïlula de control de calidad.
En otra realizaciïn de la invenciïn, se da a conocer un sistema para el control de calidad en la producciïn de piezas fabricadas, comprendiendo el sistema un proceso de producciïn y teniendo al menos un robot industrial equipado con una herramienta de manipulaciïn para recoger una pieza fabricada, en el que al menos uno de los uno o mïs sensores estï dispuesto en cualquiera de entre el grupo de: un segundo manipulador servocontrolado, un segundo manipulador que no es servocontrolado.
De acuerdo con otra realizaciïn de la invenciïn, se da a conocer un sistema para el control de calidad en la producciïn de piezas fabricadas, comprendiendo el sistema un proceso de producciïn y teniendo al menos un robot industrial equipado con una herramienta de manipulaciïn para recoger una pieza fabricada, en el que el al menos uno del uno o mïs sensores estï dispuesto para medir uno o mïs valores que dependen de cualquiera de entre el grupo de: una calidad de superficie de la pieza, un parïmetro estructural de la pieza, una dimensiïn de la pieza.
De acuerdo con otra realizaciïn de la invenciïn, se da a conocer un sistema para el control de calidad en la producciïn de piezas fabricadas, comprendiendo el sistema un proceso de producciïn y teniendo al menos un robot industrial equipado con una herramienta de manipulaciïn para recoger una pieza fabricada, en el que la herramienta de manipulaciïn comprende cualquier dispositivo de entre el grupo de: copas de vacïo, dispositivo de agarre, imanes u otros medios mecïnicos.
De acuerdo con otra realizaciïn de la invenciïn, se da a conocer un sistema para el control de calidad en la producciïn de piezas fabricadas, comprendiendo el sistema un proceso de producciïn y teniendo al menos un robot industrial equipado con una herramienta de manipulaciïn para recoger una pieza fabricada, en el que al menos un segundo robot estï dispuesto con respecto a la cïlula de control de calidad y programado para recibir la pieza de un robot que ha descargado la pieza del proceso de producciïn y para mantener la pieza fabricada en al menos una posiciïn conocida en la cïlula de control de calidad y presentar la pieza para un control de calidad.
De acuerdo con otra realizaciïn de la invenciïn, se da a conocer un sistema para el control de calidad en la producciïn de piezas fabricadas, comprendiendo el sistema un proceso de... [Seguir leyendo]
Reivindicaciones:
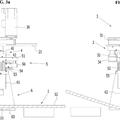
1. Sistema de producciïn de piezas fabricadas que comprende un proceso de producciïn que tiene al menos un robot industrial (2) equipado con una herramienta de manipulaciïn (8) para recoger una pieza fabricada (4) ,
caracterizado por que el robot estï dispuesto en una cïlula de control de calidad (9) y por que el robot estï programado para mantener la pieza fabricada en al menos una posiciïn conocida (3) en la cïlula de control de calidad, para orientar la pieza fabricada en una orientaciïn conocida en el espacio tridimensional con respecto a la posiciïn conocida y para presentar la pieza para un control de calidad.
2. Sistema de acuerdo con la reivindicaciïn 1, caracterizado por que la cïlula de control de calidad estï dispuesta 10 con dispositivos de seguridad y / o funciones de seguridad para evitar que un operario entre en contacto con el robot
(2) y / o con la pieza fabricada (4) manipulada por el operario para un inspecciïn manual por el operario.
3. Sistema de acuerdo con la reivindicaciïn 1, caracterizado por que la cïlula de control de calidad tiene uno o mïs sensores (6) dispuestos en la cïlula para hacer un control de calidad.
4. Sistema de acuerdo con la reivindicaciïn 1 o 3, caracterizado por que la posiciïn conocida consiste en una o mïs
posiciones y orientaciones de la pieza en la cïlula de control de calidad adecuadas para permitir a un operario inspeccionar la pieza visualmente y / o mediante el uso de una herramienta o un sensor.
5. Sistema de acuerdo con la reivindicaciïn 3 o 4, caracterizado por que el uno o mïs sensores (6a-6c) estïn dispuestos cada uno en una posiciïn fija en la cïlula de control de calidad.
6. Sistema de acuerdo con la reivindicaciïn 3, caracterizado por que al menos uno de los uno o mïs sensores estï 20 dispuesto en un segundo manipulador servocontrolado.
7. Sistema de acuerdo con la reivindicaciïn 3 o 5, caracterizado por que al menos uno de los uno o mïs sensores estï dispuesto en un segundo manipulador que no es servocontrolado.
8. Sistema de acuerdo con una cualquiera de las reivindicaciones 3 a 7, caracterizado por que el al menos uno de
los uno o mïs sensores estï dispuesto para medir uno o mïs valores que dependen de una calidad de superficie de 25 la pieza.
9. Sistema de acuerdo con una cualquiera de las reivindicaciones 3 a 7, caracterizado por que el al menos uno de los uno o mïs sensores estï dispuesto para medir uno o mïs valores que dependen de un parïmetro estructural de la pieza.
10. Sistema de acuerdo con una cualquiera de las reivindicaciones 3 a 7, caracterizado por que el al menos uno de 30 los uno o mïs sensores estï dispuesto para medir uno o mïs valores que dependen de una dimensiïn de la pieza.
11. Sistema de acuerdo con la reivindicaciïn 1, caracterizado por que la herramienta de manipulaciïn (8) comprende cualquiera de entre el grupo de: copas de vacïo, dispositivo de agarre, imanes u otros medios mecïnicos.
12. Sistema de acuerdo con la reivindicaciïn 1, caracterizado por que al menos un segundo robot (2b, 2c) estï dispuesto en correspondencia con la cïlula de control de calidad y programado para recibir la pieza (4) desde el
robot de descarga (2, 2a) y para mantener la pieza fabricada en al menos una posiciïn conocida (3) en la cïlula de control de calidad y para presentar la pieza para un control de calidad.
13. Sistema de acuerdo con la reivindicaciïn 1, caracterizado por que un segundo robot industrial estï dispuesto en correspondencia con la cïlula de control de calidad de manera adecuada para recoger la pieza fabricada con el primer robot.
14. Sistema de acuerdo con la reivindicaciïn 1, caracterizado por que la cïlula de control de calidad comprende ademïs un bastidor (10, 11) o dispositivo de sujeciïn adecuado para mantener una o varias piezas fabricadas en una posiciïn y orientaciïn conocidas para su posterior recogida y control de calidad.
15. Mïtodo de producciïn de piezas fabricadas que comprende un proceso de producciïn que tiene al menos un robot industrial (2) equipado con una herramienta de manipulaciïn (8) para recoger una pieza fabricada (4) ,
caracterizado por el robot (2) que recoge la pieza fabricada y la mueve hasta al menos una posiciïn conocida en la cïlula de control de calidad, que orienta la pieza fabricada en una orientaciïn conocida en un espacio tridimensional con respecto a la posiciïn conocida y que presenta la pieza para un control de calidad.
16. Mïtodo de acuerdo con la reivindicaciïn 15, caracterizado por el robot que recoge una pieza fabricada y la mueve hasta al menos una posiciïn conocida en la cïlula de control de calidad para que el operario inspeccione la pieza visualmente.
17. Mïtodo de acuerdo con la reivindicaciïn 15 o 16, caracterizado por el robot que recoge una pieza fabricada y la
mueve hasta al menos una posiciïn conocida en la cïlula de control de calidad para que el operario inspeccione la pieza utilizando un sensor y / o una herramienta.
18. Mïtodo de acuerdo con la reivindicaciïn 15, caracterizado por el robot que recoge una pieza fabricada y la coloca en una posiciïn y orientaciïn conocidas con respecto a uno o mïs sensores en la cïlula de control para permitir un inspecciïn automïtica.
19. Mïtodo de acuerdo con cualquiera de las reivindicaciones 15 a 18, caracterizado por el robot que recoge una pieza fabricada y la mueve hasta al menos una posiciïn conocida con respecto a al menos una herramienta o sensor utilizado por un operario, y por la recepciïn de una entrada de un resultado de inspecciïn o de una mediciïn de la pieza fabricada en una unidad de control en el sistema de producciïn.
20. Mïtodo de acuerdo con la reivindicaciïn 15, caracterizado por el robot que recoge una pieza fabricada y la mueve hasta al menos una posiciïn conocida con respecto a al menos un sensor montado en un brazo manipulador del robot.
21. Mïtodo de acuerdo con la reivindicaciïn 15, caracterizado por el robot que recoge una pieza fabricada y la mueve hasta una posiciïn conocida con respecto a al menos un sensor montado en un segundo manipulador no servocontrolado.
22. Mïtodo de acuerdo con la reivindicaciïn 15, caracterizado por la activaciïn de un dispositivo de seguridad y / o de una funciïn de seguridad dispuestos con el robot antes de un inspecciïn manual hecha por un operario.
23. Mïtodo de acuerdo con cualquiera de las reivindicaciones 15 o 18, caracterizado por el robot que recoge una pieza fabricada y la mueve hasta al menos una posiciïn conocida con respecto a al menos un sensor para la mediciïn de uno o mïs valores que dependen de cualquiera de entre el grupo de: una calidad de superficie de la pieza, un parïmetro estructural de la pieza, una dimensiïn de la pieza.
24. Mïtodo de acuerdo con una cualquiera de las reivindicaciones 15 a 23, caracterizado por el robot que mueve una pieza fabricada a la que se le ha hecho un control de calidad y que la coloca sobre un dispositivo de sujeciïn o bastidor para su transferencia a un proceso posterior.
25. Mïtodo de acuerdo con una cualquiera de las reivindicaciones 15 a 23, caracterizado por el robot que mueve
una pieza fabricada a la que se le ha hecho un control de calidad y ha sido rechazada y que la coloca sobre un transportador, dispositivo de sujeciïn o bastidor para su inspecciïn y / o reparaciïn.
26. Mïtodo de acuerdo con una cualquiera de las reivindicaciones 15 a 23, caracterizado por el robot (2) que recoge una pieza fabricada (4) y la pasa a al menos un segundo robot (2a, 2b) para su inspecciïn y / o colocaciïn en otro lugar.
27. Mïtodo de acuerdo con la reivindicaciïn 26, caracterizado por un segundo robot (2a, 2b) que recibe una pieza fabricada (4) de otro robot (2) moviendo dicho segundo robot la pieza hasta al menos una posiciïn conocida (3a, 3b) en la cïlula de control de calidad y presentïndola para un control de calidad.
28. Mïtodo de acuerdo con la reivindicaciïn 15, caracterizado por el robot que recoge una pieza fabricada del
proceso de producciïn y la coloca sobre un bastidor antes de que sea movida por un segundo robot hasta la cïlula 40 de control de calidad para un control de calidad.
29. Mïtodo de acuerdo con la reivindicaciïn 15, caracterizado por el robot que recoge una pieza fabricada junto con un segundo robot, y por los dos robots que mueven juntos la pieza a una posiciïn conocida con respecto a la cïlula de control de calidad.
30. Mïtodo de acuerdo con la reivindicaciïn 15, caracterizado por el robot (2, 2a) que recoge la pieza fabricada y
pasa cada pieza fabricada a su vez a uno o mïs segundos robots (2b, 2c) para llevar a cabo un control de calidad en una proporciïn del nïmero total de piezas fabricadas.
31. Programa informïtico almacenado en un dispositivo de almacenamiento de memoria de una unidad de control para un proceso de producciïn que incluye una cïlula de control de calidad que, cuando se introduce en un ordenador o procesador, llevarï a cabo las etapas de un mïtodo de acuerdo con la reivindicaciïn 1.
32. Uso de un sistema de acuerdo con cualquiera de las reivindicaciones 15 a 30 para llevar a cabo un control de calidad de piezas fabricadas en un proceso de producciïn para vehïculos o componentes de vehïculos.
Patentes similares o relacionadas:
SISTEMA Y PROCEDIMIENTO PARA EL RECAMBIO DE REVESTIMIENTOS, CUYA CONFIGURACIÓN PERMITE RETIRAR E INTRODUCIR, EN FORMA AUTOMATIZADA, REVESTIMIENTOS DE UN MOLINO UTILIZADO PARA LA MOLIENDA DE MINERAL, del 2 de Julio de 2020, de MI ROBOTIC SOLUTIONS S.A: Un sistema y procedimiento para el recambio de revestimientos de un molino, cuya configuración permita la manipulación automatizada y robótica […]
EXTREMIDAD ROBGTICA, ESLABON DE UNA EXTREMIDAD ROBOTICA Y METODO PARA PROPORCIONAR SOPORTE A UNA EXTREMIDAD ROBOTICA, CON MOVIMIENTO ANTROPOMORFO AJUSTABLE, del 28 de Mayo de 2020, de ORTEGA CARRILLO, Hernando: Extremidad robótíca, Eslabón de una extremidad robótica y Método para proporcionar soport a una extremidad robótica, estando o no energizados, por medio […]
Procedimiento de producción de una pieza, del 13 de Mayo de 2020, de Flex-N-Gate France: Procedimiento de producción de una pieza que incluye, al menos, un elemento de refuerzo fabricado a partir de un inserto fibroso de material […]
Sistema para establecer y/o mantener el alineamiento correcto de un mecanismo de transferencia robótica, del 6 de Mayo de 2020, de BIOMERIEUX, INC.: Un sistema de alineamiento para establecer y/o mantener el alineamiento de un mecanismo automatizado de transferencia robotizada en un sistema automatizado […]
Máquina para llenar y envasar frascos, cartuchos, jeringas y similares, del 1 de Abril de 2020, de I.M.A. INDUSTRIA MACCHINE AUTOMATICHE S.P.A.: Una máquina para llenar y envasar frascos, cartuchos, jeringas y similares, que comprende una pared que separa una cámara operativa en […]
DISPOSITIVO DE ACOPLAMIENTO ENTRE UN ROBOT Y UN CABEZAL, del 26 de Marzo de 2020, de ASOCIACIÓN CENTRO TECNOLÓGICO CEIT-IK4: Dispositivo de acoplamiento entre un robot y un cabezal (H, H') que actúa sobre una superficie de trabajo (S), que comprende un cuerpo(10,10')que […]
 Dispositivo para cargar productos encuadernados, del 26 de Febrero de 2020, de Lee, Sin-Young: Un aparato para cargar productos encuadernados , que comprende:
una unidad de bastidor de soporte que proporciona una distancia para mover […]
Dispositivo para cargar productos encuadernados, del 26 de Febrero de 2020, de Lee, Sin-Young: Un aparato para cargar productos encuadernados , que comprende:
una unidad de bastidor de soporte que proporciona una distancia para mover […]
Sistema de laminado automatizado de chapas y método de colocación, del 19 de Febrero de 2020, de THE BOEING COMPANY: Un sistema para la colocación de chapas de compuesto en localizaciones preseleccionadas; que comprende: un robot ; un efector […]