Sistema de acabado satinado con ruedas de aletas para tubos perfilados.
Sistema de acabado satinado con ruedas (5, 7) de aletas para tubos (3) perfilados que pueden moverse sobre un lecho (1) de rodillos con ejes horizontales,
montados de manera libre y llevados por un soporte (2), caracterizado porque comprende, en combinación entre sí:
- al menos una estación (4) de acabado satinado equipada con al menos un conjunto (20) de ruedas (5) de aletas con un eje horizontal;
- al menos una estación (6) de acabado satinado equipada con al menos un conjunto (30) de ruedas (7) de aletas con un eje vertical;
- medios (21, 22; 31, 32) diseñados para hacer rotar los conjuntos (20, 30) de ruedas (5, 7) de aletas;
- al menos una estación (8) de alimentación, diseñada para alimentar el tubo (3) que va a procesarse a lo largo del lecho (1) de rodillos;
- al menos un carro (9), colocado aguas abajo de la al menos una estación (8) de alimentación y diseñado para mover el tubo (3) que va a procesarse transversalmente a la dirección de alimentación del mismo y mantenerlo en posición entre los conjuntos (20) de ruedas (5) de aletas con un eje horizontal que pertenece a las estaciones (4) de acabado satinado.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05017257.
Solicitante: OLIMPIA 80 SRL.
Nacionalidad solicitante: Italia.
Dirección: VIA ROMA 87 27020 BORGO SAN SIRO (PV) ITALIA.
Inventor/es: TRAVINI, LIVIO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B24B29/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 29/00 Máquinas o dispositivos para pulir superficies de piezas por medio de herramientas hechas de materiales blandos o flexibles con o sin aplicación de productos de pulido sólidos o líquidos (para trabajar con muela o pulir por medio de cintas B24B 21/00). › para piezas alargadas que tienen sección transversal uniforme en una dirección principal.
PDF original: ES-2454547_T3.pdf
Fragmento de la descripción:
Sistema de acabado satinado con ruedas de aletas para tubos perfilados La presente invención se refiere a un sistema de acabado satinado con ruedas de aletas para tubos perfilados que comprende al menos una estación equipada con al menos un conjunto de ruedas de aletas con un eje vertical, al menos una estación equipada con al menos un conjunto de ruedas de aletas con un eje horizontal, medios diseñados para hacer rotar los conjuntos de ruedas de aletas, medios diseñados para deslizar el tubo que está procesándose longitudinalmente a través de dichas estaciones y medios diseñados para mover el tubo que va a procesarse transversalmente a su dirección de desplazamiento.
Para pulir o darle un acabado satinado a un tubo perfilado, se usan actualmente sistemas con telas abrasivas, en los que cada estación de acabado comprende un par de cabezas de acabado opuestas, cada una de las cuales comprende un anillo de tela abrasiva llevado por un rodillo de accionamiento y un rodillo que mantiene la tela abrasiva en contacto con la superficie que va a procesarse.
Las cabezas de acabado se sitúan verticalmente y procesan de manera simultánea los dos lados opuestos de un tubo perfilado que se hace pasar de una manera en sí conocida entre las cabezas de acabado.
Los sistemas de la técnica anterior presentan numerosos límites y/o inconvenientes, entre los cuales se encuentran los siguientes:
- el procesamiento del tubo perfilado debe tener lugar en dos fases: después de haber procesado dos lados del tubo perfilado, es necesario detener el sistema, hacer que el tubo se mueva de nuevo (o, en cualquier caso, devolverlo) a la entrada al sistema y hacerlo rotar para procesar otros dos lados; todo esto prolonga considerablemente los tiempos de procesamiento, reduciendo la productividad del sistema;
- las telas abrasivas se desgastan muy rápidamente, reduciendo drásticamente su capacidad de retirada y no garantizando ya el nivel inicial de acabado: por tanto, es necesario detener el sistema a menudo para sustituir las telas desgastadas, que a veces pueden reutilizarse en las cabezas de acabado que realizan un acabado más basto;
- el calor producido durante el procesamiento del tubo por las telas abrasivas hace necesario enfriar el tubo con agua, con la consiguiente formación de sedimentos, que deben retirarse.
El documento US 5 901 400 A da a conocer un sistema de acabado satinado con ruedas de aletas para tubos perfilados que pueden moverse sobre un lecho de rodillos con ejes horizontales, montados de manera libre y llevados por un soporte, que comprende, en combinación entre sí:
- al menos una estación de acabado satinado equipada con al menos un conjunto de ruedas de aletas con un eje horizontal;
- medios diseñados para hacer rotar los conjuntos de ruedas de aletas;
- al menos una estación de alimentación, diseñada para alimentar el tubo que va a procesarse a lo largo del lecho de rodillos.
El objetivo de la presente invención es superar los límites y/o inconvenientes mencionados anteriormente presentados por los sistemas de la técnica anterior, permitiendo que todos los lados de un tubo perfilado se “traten” en una única “pasada” (con un acabado de superficie homogéneo de manera consistente) y que el tubo se enfríe con aire: esto permite una reducción drástica en los tiempos y costes de procesamiento.
Este objetivo se consigue por medio de un sistema de acabado satinado producido según la presente invención, que tiene los rasgos caracterizadores ilustrados en la reivindicación 1; características ventajosas adicionales de la invención forman el contenido de las reivindicaciones dependientes.
Se harán evidentes características adicionales de la invención mediante la descripción detallada que sigue, con referencia a una realización meramente a modo de ejemplo y, por tanto, no limitativa de la misma, ilustrada en los dibujos adjuntos, en los que:
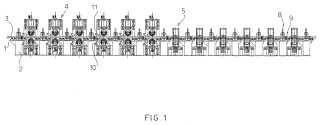
- la figura 1 muestra esquemáticamente una vista lateral de un sistema de acabado satinado según la invención;
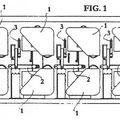
- las figuras 2 y 3 muestran esquemáticamente una vista frontal, parcialmente en sección y una vista lateral de una de las estaciones de acabado satinado con un eje 4 horizontal de la figura 1;
- las figuras 4 y 5 muestran esquemáticamente una vista frontal, parcialmente en sección y una vista lateral de una de las estaciones de acabado satinado con un eje 6 vertical de la figura 1;
- la figura 6 muestra esquemáticamente una vista frontal y una vista lateral de una de las estaciones 8 de alimentación de la figura 1, diseñada para alimentar el tubo que va a procesarse longitudinalmente;
- la figura 7 muestra esquemáticamente una vista frontal y una vista lateral de uno de los carros 9 de la figura 1, diseñado para mover el tubo que va a procesarse transversalmente a su dirección de desplazamiento.
En las figuras adjuntas los elementos similares se identificarán mediante los mismos números de referencia siempre que sea posible.
La figura 1 muestra esquemáticamente una vista lateral de un sistema de acabado satinado según la invención, que comprende, en combinación entre sí:
- un lecho 1 de rodillos con ejes horizontales, montados de manera libre y llevados por un soporte 2, sobre el que se desliza un tubo 3 perfilado que va a procesarse: el lecho 1 de rodillos, el soporte 2 y el tubo 3 no se describirán porque ya se conocen en sí mismos;
- al menos una estación 4 de acabado satinado (se describe mejor con referencia a las figuras 2 y 3) equipada con al menos un conjunto 20 (figuras 2 y 3) de ruedas 5 de aletas con un eje horizontal; en la figura 1 se muestran seis estaciones 4 de acabado satinado que realizan un acabado cada vez mayor;
- al menos una estación 6 de acabado satinado (se describe mejor con referencia a las figuras 4 y 5) equipada con al menos un conjunto 30 (figuras 4 y 5) de ruedas 7 de aletas con un eje vertical; en la figura 1 se muestran seis estaciones 6 de acabado satinado que realizan un acabado cada vez mayor;
- medios (21, 22; 31, 32) diseñados para hacer rotar los conjuntos (20, 30) de ruedas (5, 7) de aletas;
- al menos una estación 8 de alimentación, que se ve mejor en la figura 6, diseñada para alimentar el tubo 3 que va a procesarse longitudinalmente a lo largo del lecho 1 de rodillos;
- al menos un carro 9, colocado aguas abajo de la al menos una estación 8 de alimentación y que se ve mejor en la figura 7, diseñado para mover el tubo 3 que va a procesarse transversalmente a su dirección de desplazamiento y mantenerlo en posición entre los conjuntos 20 de ruedas 5 de aletas con un eje horizontal de las estaciones 4 de acabado satinado.
Sin apartarse del alcance de la invención, las ruedas (5, 7) de aletas pueden sustituirse por ruedas abrasivas o cualquier otro medio abrasivo equivalente, siempre que sea diferente de las telas abrasivas.
Al inicio y al final del lecho 1 de rodillos y entre las dos estaciones (4, 6) de acabado satinado adyacentes hay preferiblemente una estación 8 de alimentación y un carro 9.
Además, como el calor producido durante el procesamiento del tubo mediante las ruedas (5, 7) de aletas es inferior al desarrollado por las telas abrasivas de un sistema tradicional, el tubo 3 puede enfriarse durante el procesamiento por medio de chorros de aire que salen de boquillas 10 de suministro colocadas aguas arriba de cada estación (4, 6) de acabado satinado: por tanto, se evita el uso de agua de medios de enfriamiento y la consiguiente formación de sedimentos y es posible usar un sistema de aspiración de polvo, del que en la figura 1 sólo pueden verse las aberturas 11 de aspiración, situadas a ras de cada estación (4, 6) de acabado satinado.
Para simplificar la representación gráfica sólo una de las estaciones 4 de acabado satinado con un eje vertical, una con un eje horizontal descansando en un soporte 302, una de las estaciones 8 de alimentación, un carro 9, una boquilla 10 de suministro de aire y una boquilla 11 de aspiración de polvo se identifican con números de referencia en la figura 1.
En la figura 1 el tubo 3 es un tubo cuadrado (de sección cuadrada o rectangular) aunque, sin apartarse del alcance de la invención, el tubo 3 puede tener una sección poligonal (por ejemplo hexagonal) y el sistema de acabado satinado comprende además al menos una estación de acabado satinado (omitida en la figura 1) equipada con al menos un conjunto de ruedas de aletas con un eje inclinado.
Las figuras 2 y 3 muestran esquemáticamente una vista frontal, parcialmente en sección y una vista lateral de una estación 4 de acabado satinado equipada con dos conjuntos 20... [Seguir leyendo]
Reivindicaciones:
1. Sistema de acabado satinado con ruedas (5, 7) de aletas para tubos (3) perfilados que pueden moverse sobre un lecho (1) de rodillos con ejes horizontales, montados de manera libre y llevados por un soporte (2) , 5 caracterizado porque comprende, en combinación entre sí:
- al menos una estación (4) de acabado satinado equipada con al menos un conjunto (20) de ruedas (5) de aletas con un eje horizontal;
- al menos una estación (6) de acabado satinado equipada con al menos un conjunto (30) de ruedas (7) de aletas con un eje vertical;
- medios (21, 22; 31, 32) diseñados para hacer rotar los conjuntos (20, 30) de ruedas (5, 7) de aletas;
- al menos una estación (8) de alimentación, diseñada para alimentar el tubo (3) que va a procesarse a lo largo del lecho (1) de rodillos;
- al menos un carro (9) , colocado aguas abajo de la al menos una estación (8) de alimentación y diseñado para mover el tubo (3) que va a procesarse transversalmente a la dirección de alimentación del mismo y mantenerlo en posición entre los conjuntos (20) de ruedas (5) de aletas con un eje horizontal que pertenece a las estaciones (4) de acabado satinado.
2. Sistema de acabado satinado según la reivindicación 1 para tubos (3) perfilados con una sección poligonal,
caracterizado porque comprende además al menos una estación de acabado satinado equipada con al 25 menos un conjunto de ruedas de aletas con un eje inclinado.
3. Sistema de acabado satinado según la reivindicación 1, caracterizado porque al inicio y al final del lecho (1) de rodillos y entre dos estaciones (4, 6) de acabado satinado adyacentes hay una estación (8) de alimentación y un carro (9) .
4. Sistema de acabado satinado según la reivindicación 1 ó 2, caracterizado porque, durante el procesamiento del tubo (3) , se enfría por medio de chorros de aire.
5. Sistema de acabado satinado según la reivindicación 1 ó 2, caracterizado porque el tubo (3) se enfría
mediante chorros de aire que salen de boquillas (10) situadas aguas arriba de cada estación (4, 6) de acabado satinado.
6. Sistema de acabado satinado según la reivindicación 1 ó 2, caracterizado porque comprende además un sistema de aspiración de polvo que tiene aberturas (11) de aspiración situadas a ras de cada estación (4, 6) de acabado satinado.
7. Sistema de acabado satinado según la reivindicación 1, caracterizado porque cada sistema (4) de acabado satinado comprende un elemento (23) de soporte, fijado al soporte (2) , que lleva de manera sobresaliente dos elementos (24, 25) deslizantes cada uno de los cuales lleva un conjunto (20) de ruedas (5) de aletas
con un eje horizontal; porque los elementos (24, 25) deslizantes están conectados al elemento (23) de soporte mediante medios (26) diseñados para mover cada elemento (24, 25) deslizante verticalmente y porque cada conjunto (20) de ruedas (5) de aletas está conectado al elemento (24, 25) deslizante relativo mediante medios (27) diseñados para hacer que el conjunto (20) se deslice a lo largo del respectivo elemento (24, 25) deslizante.
8. Sistema de acabado satinado según la reivindicación 1, caracterizado porque cada estación (6) de acabado satinado comprende un par de elementos (33) de soporte, fijados a un soporte (302) , cada uno de los cuales lleva un conjunto (30) de ruedas (7) de aletas con un eje vertical, porque los elementos (33) de soporte están conectados al soporte (302) mediante medios (36) diseñados para moverlos horizontalmente 55 con respecto al soporte (302) y porque cada conjunto (30) de ruedas (7) de aletas está conectado al elemento (33) de soporte relativo mediante medios (37) que pueden hacer que el conjunto (30) se deslice verticalmente a lo largo del elemento (33) de soporte.
9. Sistema de acabado satinado según la reivindicación 8, caracterizado porque la altura del soporte (302) es tal que, cuando los conjuntos (30) de ruedas (7) de aletas están completamente descendidos, la zona superior de los conjuntos (30) está en contacto con el tubo (3) .
10. Sistema de acabado satinado según la reivindicación 7 u 8, caracterizado porque cada conjunto (20, 30) de
ruedas (5, 7) de aletas está montado en un árbol (21, 31) que se hace rotar mediante un motor (22, 32) . 65
11. Sistema de acabado satinado según la reivindicación 1, caracterizado porque los conjuntos (20, 30)
comprenden una pluralidad de ruedas (5, 7) de aletas de grosor diferente, correspondiendo el grosor de cada rueda (5, 7) de aletas al de uno de los tubos (3) que van a procesarse.
12. Sistema de acabado satinado según la reivindicación 11, caracterizado porque el movimiento horizontal de
los conjuntos (20) y el movimiento vertical de los conjuntos (30) permiten poner el tubo (3) a ras de las ruedas (5, 7) de aletas que tienen un grosor correspondiente al del tubo (3) .
13. Sistema de acabado satinado según la reivindicación 1, caracterizado porque el al menos un carro (9) comprende un par de rodillos (70) libres, con un eje vertical, llevados por una base (71) sobre la que pueden moverse transversalmente con respecto a la dirección de desplazamiento del tubo (3) mediante medios (72) de movimiento.
14. Sistema de acabado satinado según la reivindicación 1 u 11, caracterizado porque, para compensar el desgaste de las ruedas (5 y 7, respectivamente) de aletas en contacto cada vez con el tubo (3) y mantener
su velocidad periférica constante, se aumenta la velocidad de rotación del conjunto (20 y 30, respectivamente) al que pertenecen dichas ruedas (5 y 7, respectivamente) de aletas.
Patentes similares o relacionadas:
Máquina móvil de mecanizado de madera para el mecanizado de la zona del borde de un tablero, del 21 de Diciembre de 2016, de Riepe, Bernd: Máquina de mecanizado de madera para el mecanizado de la zona del canto de un tablero de madera o de un material de madera, donde hay dispuesta una […]
 MAQUINA PARA EL ESMERILADO, PULIDO Y SATINADO DE TUBOS Y PLATINAS METALICAS, del 4 de Junio de 2010, de MAQUINARIA ELECTRONICA, ESMERILADO Y PULIDO, S.A.: Máquina para el esmerilado, pulido y satinado de tubos y platinas metálicas.
La máquina comprende una pluralidad de cabezales de esmerilado y pulido provistos de un […]
MAQUINA PARA EL ESMERILADO, PULIDO Y SATINADO DE TUBOS Y PLATINAS METALICAS, del 4 de Junio de 2010, de MAQUINARIA ELECTRONICA, ESMERILADO Y PULIDO, S.A.: Máquina para el esmerilado, pulido y satinado de tubos y platinas metálicas.
La máquina comprende una pluralidad de cabezales de esmerilado y pulido provistos de un […]
HERRAMIENTA ABRASIVA PARA UNA RECTIFICADORA CON ACCIONAMIENTO ROTATIVO OSCILANTE., del 16 de Mayo de 2007, de C. & E. FEIN GMBH: Herramienta abrasiva para una rectificadora con un accionamiento rotativo oscilante , cuyo árbol de salida es accionado de forma oscilante […]