Sistema de separación trifásico de azufre con control de la interfaz.
Un sistema separador de líquidos, que comprende, en combinación:
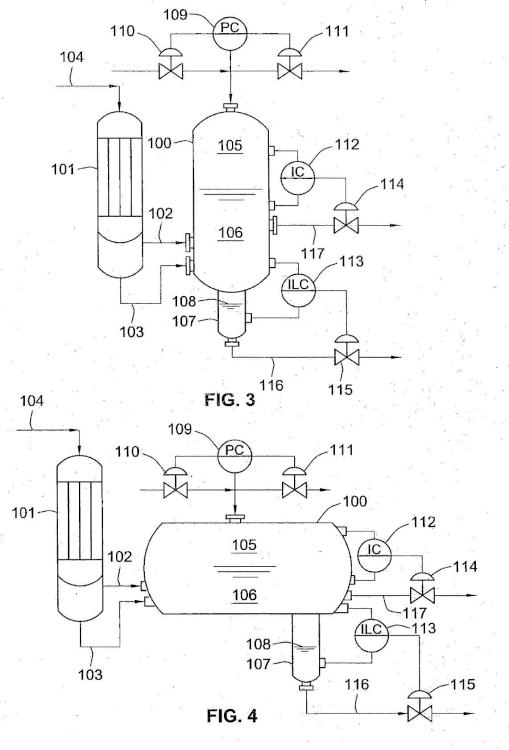
(a) un recipiente con una parte superior, una parte inferior, una zona de fase gaseosa, una zona de fase acuosa y una zona líquida más densa, el recipiente tiene un diámetro mayor en la parte superior que en la parte inferior;
(b) una entrada para introducir un primer líquido y un segundo líquido en el recipiente, el segundo líquido es más denso que el primer líquido, y en donde la zona de fase gaseosa está situada directamente por encima del primer líquido;
(c) una primera salida en la parte inferior del recipiente para permitir un flujo del segundo líquido desde el recipiente;
(d) una segunda salida en comunicación de fluido con la zona de fase acuosa;
(e) un controlador de la presión en comunicación con la zona de fase gaseosa que controla una válvula de entrada de gas para introducir un gas presurizado, no condensable, y una válvula de salida de gas, estando cada una de las válvulas en comunicación de fluido con una entrada/salida en la parte superior del recipiente; y
(f) una estructura de control de la interfaz, construida y dispuesta para detectar dentro del recipiente un nivel de interfaz entre el primer líquido y el segundo líquido y para controlar el flujo del segundo líquido desde la primera salida y para elevar o disminuir el nivel de interfaz en respuesta a un aumento o disminución respectivo en el flujo.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2010/060079.
Solicitante: MERICHEM COMPANY.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 5455 OLD SPANISH TRAIL HOUSTON, TX 77023 ESTADOS UNIDOS DE AMERICA.
Inventor/es: NAGL, GARY, J., REICHER, MYRON, BARNETTE,ANTHONY A.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B01D17/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B01 PROCEDIMIENTOS O APARATOS FISICOS O QUIMICOS EN GENERAL. › B01D SEPARACION (separación de sólidos por vía húmeda B03B, B03D, mesas o cribas neumáticas B03B, por vía seca B07; separación magnética o electrostática de materiales sólidos a partir de materiales sólidos o de fluidos, separación mediante campos eléctricos de alta tensión B03C; aparatos centrifugadores B04B; aparato de vórtice B04C; prensas en sí para exprimir los líquidos de las sustancias que los contienen B30B 9/02). › B01D 17/00 Separación de líquidos, no previsto en otro lugar, p. ej. por difusión térmica. › Separación de líquidos no miscibles.
- C01B17/02 QUIMICA; METALURGIA. › C01 QUIMICA INORGANICA. › C01B ELEMENTOS NO METALICOS; SUS COMPUESTOS (procesos de fermentación o procesos que utilizan enzimas para la preparación de elementos o de compuestos inorgánicos excepto anhídrido carbónico C12P 3/00; producción de elementos no metálicos o de compuestos inorgánicos por electrólisis o electroforesis C25B). › C01B 17/00 Azufre; Sus compuestos. › Preparación del azufre; Purificación.
PDF original: ES-2553115_T3.pdf
Patentes similares o relacionadas:
SISTEMA PARA MEDIR ALTURA DE LÍQUIDOS INMISCIBLES EN UNA MEZCLA NO DISPERSA, del 2 de Julio de 2020, de UNIVERSIDAD TÉCNICA FEDERICO SANTA MARÍA: La presente invención se relaciona, sin limitarse a estos, con el campo de los procesos hidrometalúrgicos de extracción de materiales, en específico […]
Procedimiento para la recuperación de lípidos o hidrocarburos, del 15 de Abril de 2020, de Delft Advanced Biofuels B.V: Método de recuperación de un lípido o hidrocarburo a partir de una mezcla de fermentación, que comprende las etapas de: - proporcionar una mezcla de fermentación en la que […]
PROCESO DE OBTENCIÓN DEL SOLIDIFICANTE PARA PETROLEO CAPAZ DE ADSORBER EN CUALQUIER SUPERFICIE, GASES Y VAPORES GENERADOS EN LOS DERRAMES DE HIDROCARBUROS Y ACEITES VEGETALES., del 10 de Octubre de 2019, de FORERO MONSALVE, Carlos Felipe: La presente invención se refiere a la fabricación de un solidificante de petróleo y aceites vegetales capaz de coagular sin interesar su viscosidad siempre que tenga menos densidad […]
Filtración estratificada de múltiples medios, del 9 de Octubre de 2019, de Siemens Energy, Inc: Sistema para tratar una corriente de alimentación que comprende hidrocarburos y un líquido de base acuosa, comprendiendo el sistema: un […]
DISPOSITIVO SEPARADOR DE FASES OLEOSAS Y FASES ACUOSAS, del 15 de Agosto de 2019, de YPF TECNOLOGÍA S.A: Dispositivo separador de fases oleosas y fases acuosas que comprende: una canasta que comprende un bastidor que presenta una pluralidad de brazos de soporte y medios […]
Proceso de extracción de aceite a partir de vinaza diluida, del 7 de Agosto de 2019, de NOVOZYMES A/S: Proceso de recuperación de aceite, que comprende (a) la conversión de un material que contiene almidón en dextrinas con una alfa-amilasa […]
 Dispositivo de purificación para eliminar impurezas de la superficie del agua, del 31 de Julio de 2019, de Lamor Corporation Ab: Dispositivo de purificación para eliminar impurezas de la superficie del agua, dispositivo de purificación que comprende un dispositivo […]
Dispositivo de purificación para eliminar impurezas de la superficie del agua, del 31 de Julio de 2019, de Lamor Corporation Ab: Dispositivo de purificación para eliminar impurezas de la superficie del agua, dispositivo de purificación que comprende un dispositivo […]
Dispositivo de separación de aceite, del 3 de Abril de 2019, de DAIKIN INDUSTRIES, LTD.: Un separador de aceite que comprende: un cuerpo de recipiente cilíndrico en el que fluye una mezcla líquida de un refrigerante y un aceite […]