SELLADO PARA UNA LAMPARA DE AUTOMOVIL.
Un método para sellar un montaje del foco de automoción que comprende un primer elemento que tiene un montaje con lengüeta y un segundo elemento que tiene una ranura adaptada para recibir el montaje con lengüeta del primer elemento;
comprendiendo el proceso las etapas siguientes:
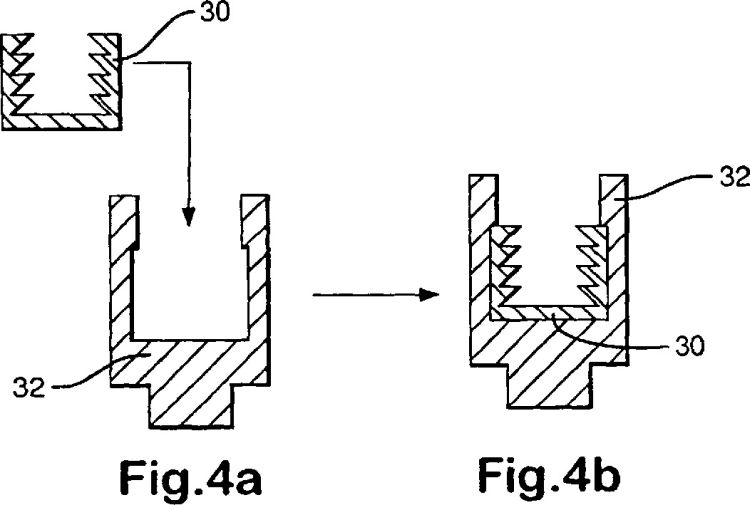
(i) moldeo por inyección in situ de una composición de silicona o de una composición termoestable sobre el montaje con lengüeta (20) y/o en la ranura (9);
(ii) vulcanizado de la composición de silicona o de la composición termoestable in situ para formar una junta (21,10) que está química y/o físicamente unida a dicho montaje con lengüeta (20) y/o ranura (9); y
(iii) sellado del montaje de automoción engranando mecánicamente el primer elemento y el segundo elemento, uno de los cuales al menos tiene una junta vulcanizada in situ producida de acuerdo con las etapas (i) y (ii) anteriores caracterizado porque el montaje de automoción se sella en la etapa (iii) engranando el primer elemento y el segundo elemento
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06122730.
Solicitante: DOW CORNING CORPORATION.
Nacionalidad solicitante: Alemania.
Dirección: MIDLAND MICHIGAN 48611, EE.UU.
Inventor/es: JOSEPH,EDOUARD, NEUNER,FRANZ.
Fecha de Publicación: .
Fecha Solicitud PCT: 23 de Octubre de 2006.
Fecha Concesión Europea: 9 de Septiembre de 2009.
Clasificación Internacional de Patentes:
- B29C45/00J3
- B29C45/14F
- B29C65/58 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › Conexiones de presión.
- F21V31/00B
Clasificación PCT:
- B29C45/00 B29C […] › Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
- B29C45/14 B29C […] › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
- B29C65/58 B29C 65/00 […] › Conexiones de presión.
- F21V17/00 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F21 ILUMINACION. › F21V DETALLES O CARACTERISTICAS DE FUNCIONAMIENTO DE LOS DISPOSITIVOS 0 SISTEMAS DE ILUMINACION; COMBINACIONES ESTRUCTURALES DE DISPOSITIVOS DE ILUMINACION CON OTROS OBJETOS, NO PREVISTAS EN OTRO LUGAR. › Fijación de los componentes de los dispositivos de iluminación, p. ej. pantallas, globos, refractores, reflectores, filtros, jaulas o alambreras de protección (de fuentes de luz o soportes de luz F21V 19/00).
- F21V31/00 F21V […] › Disposiciones de estanqueidad para gas o agua.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Sellado para una lámpara de automóvil.
La presente invención se refiere a un método para sellar juntas para ensamblar un componente de una lente a un alojamiento de una lámpara en un montaje de un faro para utilización en automóviles (vehículos) y el montaje del faro similar.
Por lo general, un montaje de una lámpara incluye un alojamiento de la lámpara y una lente que está fijada al alojamiento de la lámpara por un material de junta o por un reborde sellador. Por lo general las lentes de sustancialmente todos los faros de automóvil fabricados actualmente están unidos a sus respectivos alojamientos de las lámparas (incluyendo los alojamientos de las lámparas) utilizando materiales de junta tales como los materiales de junta de silicona. Dichos sellos son excepcionalmente difíciles de romper. El proceso de sellado generalmente se realiza teniendo una ranura alrededor de la periferia interna de la unidad de alojamiento de la lámpara que está dimensionada para recibir el material de la junta y el borde externo de la lente. En la inserción de la montura externa de la lente y del material de la junta en la periferia de la lámpara el material de la junta se vulcaniza. El material de la junta vulcanizado forma una unión fuerte del material de la junta entre él mismo y la ranura y él mismo y el borde externo de la lente. Este método actualmente vigente ha sido utilizado durante 15 a 20 años por la mayoría, si no todos los proveedores principales. Ejemplos de varios procedimientos propuestos para sellar los montajes de la lámpara se describen, por ejemplo, en los documentos US 6059483, US 6720242, US 5413743, FR 2746902, DE 10003063, US 5556584, JP 2003-007108 y EP 0307687.
Los materiales de la junta utilizados para proporcionar un sello, tienen el inconveniente de que requieren tiempo y/o temperatura para vulcanizar, lo que aumenta el tiempo de fabricación aumentando de este modo el coste. El material de la junta aplicado antes de ensamblar los componentes también plantea un problema de "retirada de la goma" que requiere tiempo para la limpieza. El documento US 5670109 trataba de remediar este problema de retirada de la goma en algunas aplicaciones por inyección a baja presión del material de la junta. Recientemente, el material de la junta ha sido sustituido por un reborde sellador formado por un material de silicona o termoplástico introducido durante el proceso de moldeo por inyección que fija la lente al alojamiento sin aumentar la duración del ciclo. El documento FR 2746902 tiene una junta selladora colocada en una ranura formada alrededor de la periferia del cristal delantero. En el documento US 5556584 se proporciona una estructura selladora entre una parte de la patilla de una lente delantera y una ranura del sello con un elemento sellador formado a partir de un material sólido espumoso que forma espuma a partir de un estado líquido inicial. El elemento sellador se aplica en la ranura del sello y la parte de la patilla de la lente delantera que engrana con la ranura del sello se sujeta a la ranura del sello mediante un clip. El documento DE 10003063 describe un panel con cubierta para el faro con un alojamiento y un panel con cubierta que tiene una ranura y un tabique respectivamente. La ranura y el panel engranan entre sí y de este modo sujetan un sello entre el extremo libre del tabique e la base de la ranura. El documento EP 0892209 describe un montaje del componente para vehículos con un elemento duro cubierto tal como una lente de policarbonato para su utilización en faros.
El documento U.S. nº 5.413.743, da a conocer un montaje de lámpara que tiene un alojamiento de plástico y una lente de plástico moldeada en una máquina de moldeo por transmisión rotativa. La máquina de moldeo por transmisión rotativa tiene troqueles del alojamiento superior e inferior acoplables y troqueles de lente superior e inferior acoplables en los que el alojamiento y la lente se moldean simultáneamente. La máquina se clasifica a continuación de modo que el troquel del alojamiento superior (con el alojamiento moldeado conservado en él) se acopla con el troquel de la lente inferior (con la lente de moldeo contenido en él). Estos dos troqueles se configuran de modo que la cavidad del reborde sellador anular se forma en una interfase de los troqueles. Se moldea a continuación un reborde sellador para unir el alojamiento moldeado a la lente moldeada para proporcionar el montaje de la lámpara. La máquina se clasifica a continuación de modo que el troquel del alojamiento superior con el montaje del faro ajustado se acopla con un troquel con capa superpuesta y una capa superpuesta decorativa se moldea en el margen periférico de la lente. La lente se acopla en el alojamiento mediante un reborde sellador anular que une el perímetro de la lente a una brida periférica en una abertura del alojamiento de la lámpara.
Un problema con el proceso de moldeo por transmisión rotativa es que requiere una máquina de moldeo por transmisión rotativa, y requiere además que ambos elementos se unan para que se formen al mismo tiempo, lo que puede que no se produzca al menor coste para cada componente, y puede aumentar la complejidad de la maquinaria. Por consiguiente, es deseable disponer de un procedimiento para unir dos componentes independientemente de cuándo o dónde se formen los componentes.
El documento US 6059483 intenta solucionar alguno de los problemas que proceden de la utilización de un sistema de moldeo por transmisión rotativa con la condición de que una junta de plástico sellada para unir el primer y el segundo elementos incluya un montaje con lengüeta acoplado al primer elemento, y un montaje con ranura acoplado al segundo elemento. El montaje con lengüeta tiene un elemento base con una lengüeta que se extiende desde el elemento base, y el montaje con ranura tiene espaciados aparte tabiques con ranura que definen una ranura entre ellos. La ranura recibe la lengüeta para unir el primero y el segundo elementos. Las superficies de la lengüeta y de la ranura definen un canal que recibe un aglutinante termoplástico que une la lengüeta y la ranura y forma un sello entre ellas y entre el primer y el segundo elementos.
La presente invención pretende proporcionar una solución alternativa al sellado de los dos o más piezas de acoplamiento proporcionando un nuevo método de montaje de la unión entre la lente y el alojamiento del faro anclando mecánicamente la periferia de la lente y el alojamiento del faro juntos mediante una o más juntas de siliconas y/o vulcanizadas in situ termoestables y de este modo evitando la necesidad de una etapa de encolado/sellado.
De acuerdo con la presente invención se proporciona un método para sellar un montaje de faro de automoción que comprende un primer elemento con un montaje con lengüeta y un segundo elemento que tiene una ranura adaptada para recibir el montaje con lengüeta del primer elemento; comprendiendo el proceso las etapas siguientes:
Con independencia de si el montaje con lengüeta y/o con ranura se diseña(n) para que tenga(n) una junta preparada de acuerdo con la etapa (ii) del proceso anterior, el primer elemento y el segundo elemento se diseñan para que se engranen físicamente para formar una unidad sellada.
Preferentemente, en el montaje con lengüeta del primer elemento se proporciona una junta preparada de acuerdo con las etapas (i) y (ii) del procedimiento, en cuyo caso el montaje con ranura del segundo elemento puede o no comprender una junta. Preferentemente, si la ranura comprende una junta...
Reivindicaciones:
1. Un método para sellar un montaje del foco de automoción que comprende un primer elemento que tiene un montaje con lengüeta y un segundo elemento que tiene una ranura adaptada para recibir el montaje con lengüeta del primer elemento; comprendiendo el proceso las etapas siguientes:
2. Un método según la reivindicación 1 en el que la junta elastómera (21,10) es de elastómeros de poliuretano, materiales elastómeros de fusión en caliente, elastómeros a base de polisulfuro, elastómeros terpolímeros preparados a partir de monómero del dieno etileno-propileno (EPDM) y elastómeros de silicona.
3. Un método según la reivindicación 2 caracterizado porque la junta elastómera (21, 10) es un elastómero de silicona líquida seleccionado de materiales elastómeros de silicona de una pieza vulcanizables a temperatura ambiente (RTV), de materiales elastómeros de silicona de dos piezas RTV, de materiales elastómeros de silicona de una pieza vulcanizables con calor (HTV) y de materiales elastómeros de silicona de dos piezas HTV.
4. Un método según la reivindicación 1 caracterizado porque la junta (21, 10) se prepara en contacto con el montaje con lengüeta.
5. Un método según la reivindicación 1 caracterizado porque el primer elemento es una lente y el montaje con lengüeta es el borde externo de la lente.
6. Un método según la reivindicación 1 caracterizado porque el segundo elemento es un alojamiento del faro.
7. Un método según la reivindicación 1 caracterizado porque la junta (21, 10) está químicamente unida a la lengüeta o a la ranura.
8. Un montaje del faro que puede obtenerse según cualquier reivindicación anterior.
Patentes similares o relacionadas:
Procedimiento de fabricación de cápsula, del 22 de Abril de 2020, de Melchior Material and Life Science: Procedimiento de fabricación de cápsula, caracterizado por que comprende las etapas siguientes: a) una etapa de preparación que comprende la preparación de un primer […]
Procedimiento de ensamblaje de una pieza para vehículo automóvil, del 26 de Julio de 2017, de COMPAGNIE PLASTIC OMNIUM: Procedimiento de ensamblaje de una pieza ensamblada para vehículo automóvil a partir de unas piezas primera y segunda , caracterizado por que: - […]
Preforma, contenedor y método para formar un contenedor, del 29 de Marzo de 2017, de HEINEKEN SUPPLY CHAIN B.V.: Preforma o conjunto de preformas para moldear por soplado un contenedor, en donde la preforma o el conjunto de preformas tiene […]
Procedimiento de ensamblaje de la unión entre dos tubos en el que al menos uno es de material termoplástico moldeado, aplicación a la realización de un dispositivo portafusiles de alta o de media tensión, del 17 de Septiembre de 2014, de Schneider Electric Energy France: Procedimiento de ensamblaje de la unión entre dos tubos (2.1 o 2.2, 30 o 4) en el que al menos uno es de material termoplástico moldeado, en el que se realiza un ensamblaje mixto […]
 DISPOSITIVO DE COLOCACIÓN DE ASAS EN BOTELLAS O GARRAFAS, MÁQUINA QUE INTEGRA EL DISPOSITIVO DE COLOCACIÓN DE ASA EN BOTELLA O GARRAFA, PROCEDIMIENTO PARA LA COLOCACIÓN DEL ASA EN UNA BOTELLA O GARRAFA Y ASA COLOCABLE EN BOTELLA O GARRAFA, del 20 de Abril de 2012, de AND & OR, S.A.: Dispositivo de colocación de asas en botellas o garrafas, máquina que integra el dispositivo de colocación de asa en botella o garrafa, procedimiento para la colocación […]
DISPOSITIVO DE COLOCACIÓN DE ASAS EN BOTELLAS O GARRAFAS, MÁQUINA QUE INTEGRA EL DISPOSITIVO DE COLOCACIÓN DE ASA EN BOTELLA O GARRAFA, PROCEDIMIENTO PARA LA COLOCACIÓN DEL ASA EN UNA BOTELLA O GARRAFA Y ASA COLOCABLE EN BOTELLA O GARRAFA, del 20 de Abril de 2012, de AND & OR, S.A.: Dispositivo de colocación de asas en botellas o garrafas, máquina que integra el dispositivo de colocación de asa en botella o garrafa, procedimiento para la colocación […]
 CIERRES COMPUESTOS PARA RECIPIENTES, del 11 de Mayo de 2011, de STANPAC INC.: Un método para fabricar un cierre compuesto para un recipiente, que comprende las etapas de: (a ) proveer un panel de cubierta formado […]
CIERRES COMPUESTOS PARA RECIPIENTES, del 11 de Mayo de 2011, de STANPAC INC.: Un método para fabricar un cierre compuesto para un recipiente, que comprende las etapas de: (a ) proveer un panel de cubierta formado […]
 CIERRE POR ENCLIQUETADO PARA ENVASES FLEXIBLES, del 11 de Marzo de 2011, de FRES-CO SYSTEM USA, INC.: Cierre por encliquetado para su fijación a un envase flexible que presenta una parte interior para contener material en el mismo, estando formado dicho envase […]
CIERRE POR ENCLIQUETADO PARA ENVASES FLEXIBLES, del 11 de Marzo de 2011, de FRES-CO SYSTEM USA, INC.: Cierre por encliquetado para su fijación a un envase flexible que presenta una parte interior para contener material en el mismo, estando formado dicho envase […]
 ELEMENTO DE FIJACION PARA MATERIAL DE FIBRAS PLANO Y METODO DE FIJACION DE MATERIAL DE FIBRAS PLANO, del 24 de Junio de 2010, de SEFAR AG: Elemento de fijación para material de fibras plano, con
- un elemento de base ,
- elementos perfilados en forma de pasador, que sobresalen para la penetración […]
ELEMENTO DE FIJACION PARA MATERIAL DE FIBRAS PLANO Y METODO DE FIJACION DE MATERIAL DE FIBRAS PLANO, del 24 de Junio de 2010, de SEFAR AG: Elemento de fijación para material de fibras plano, con
- un elemento de base ,
- elementos perfilados en forma de pasador, que sobresalen para la penetración […]