Sistema robótico y centralita hidráulica automática para ayuda al apriete.
El sistema robótico y centralita hidráulica automática para ayuda al apriete consiste en un conjunto destinado al apriete automatizado y sistemático del apriete de un collarín ((9),
Figura 1) mecánico de ajuste de un árbol de una multiplicadora del sistema de transmisión de un aerogenerador, consistente en una estructura metálica ligera capaz de rodar sobre el árbol de la reductora y que permite la colocación de dos llaves hidráulicas sobre él para apretar tornillos diametralmente opuestos facilitando en gran medida la labor de los operarios. Con ello, se realiza, en mejores condiciones técnicas y de ergonomía, el apriete de esta unión circular atornillada.
La centralita hidráulica automática permite la optimización de los tiempos de apriete mediante el control de los perfiles de presión. El resultado es una reducción muy significativa de los tiempos de apriete, debido a la acción simultánea de dos llaves y del control automático de la centralita.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201301141.
Solicitante: TEXAS CONTROLS SL.
Nacionalidad solicitante: España.
Inventor/es: BELLO RODRIGUEZ,Pablo, RODRIGUEZ NOVO,Germán José, ESTEBAN TAPIA,Diego, FERNÁNDEZ CASANOVA,Javier, CENDÁN GOYOS,Cristina.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23P19/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › B23P 19/00 Máquinas que efectúan simplemente el montaje o la separación de piezas metálicas u objetos entre ellos o de piezas metálicas con piezas no metálicas, implicando o no esto una cierta deformación; Herramientas o dispositivos a este efecto en la medida en que no estén previstos en otras clases (herramientas manuales en general B25). › Máquinas para colocar o retirar los tornillos o las tuercas.
- B25B23/145 B […] › B25 HERRAMIENTAS MANUALES; HERRAMIENTAS DE MOTOR PORTATILES; MANGOS PARA UTENSILIOS MANUALES; UTILLAJE DE TALLER; MANIPULADORES. › B25B HERRAMIENTAS O UTILLAJE DE BANCO NO PREVISTOS EN OTRO LUGAR, PARA FIJAR, UNIR, DESENGANCHAR O MANTENER. › B25B 23/00 Partes constitutivas o accesorios de llaves para tuercas, llaves inglesas, destornilladores (tensores de pernos B25B 29/02). › especialmente adaptado a llaves o destornilladores que funcionan con un fluido.
- B25B29/02 B25B […] › B25B 29/00 Accesorios (especialmente para llaves o destornilladores B25B 23/00; cajas de herramientas, soportes para la colocación de herramientas B25H). › Dispositivos para aplicar una tensión predeterminada a un perno.
Fragmento de la descripción:
s Sistema robótico y centralita hidráulica automática para ayuda al apriete. SECTOR DE lA TÉCNICA
10 la invención se refiere a una innovación en el procedimiento para el apriete de tornillos por par, prin cipalmente en el sector eólico, de manera que facilita esta operación, al emplear dos llaves hidráulicas simultáneamente, obteniendo así mejores resultados del proceso, y manteniendo un control del procedimiento. El empleo combinado del apriete simultáneo en dos puntos diametralmente opuestos, junto con el control hidráulico automatizado, permite las mejoras objeto de las reivindicaciones.
lS ESTADO DE lA TÉCNICA
20 2S Actualmente el procedimiento de apriete por par de tornillos, se realiza mediante llaves hidráulicas, de manera que se opera apretando uno a uno ca da tornillo, empleando un operario y una ce ntralita por cada llave. De este modo, el proceso de apriete lleva consigo unos tiempos muertos, como descansos o bajas de operarios, si n olvidar los tiempos necesarios para colocar la llave en el tornillo correspondiente y con la posibilidad de accidentes de operarios como sobrepesos, atrapamientos, etc. Por ello, en la fabricación de los aerogeneradores, y más en concreto, en las líneas de montaje de las góndolas, se requieren cada vez con más frecuencia, sistemas automatizados de ensamblaje para permitir la reducción de costes de montaje. Esa reducción de costes está asociada también al aumento de la ergonomía en el trabajo, reduciendo las lesiones y bajas por fatiga muscular que ocurren cuando las operaciones son repetitivas y conlleva n la manipulación de herramientas pesadas, de manera manual.
30 Existen dos tipologías de collarines: hidráulicos y mecánicos. los hidráulicos tienen un coste muy superior al de un collarín de montaje mecánico, sin embargo, los tiempos de ensamblaje so n muy inferiores y se trata de un proceso con menos consumo de mano de obra. la operación de apriete en collarines mecánicos suele consumir alrededor de 4-6 horas de un técnico. Éste debe acceder a tornillos situados en posiciones complicadas con una herramienta hidráulica en la mano que pesa unos 6-7 kg.
35 Por todo ello, la presente invención, la cual será empleada en fábricas del sector eólico, pretende contribuir, por una parte a la reducción directa de costes de montaje y de manera indirecta por la
mejora de las condiciones de trabajo de los operarios quienes no soportarán más que el peso del mando de control V con una mano libre, sujetaran el bastidor para evitar el giro, reduciendo así los inconvenientes de la técnica conocida, además de mejorar los resultados de la calidad del apriete, aumentando la productividad de la línea de montaje.
DESCRIPCiÓN DE LA INVENCiÓN
la presente invención se refiere a un sistema robótica V una centralita hidráulica automática que emplea dos llaves hidráulicas simultáneamente para realizar el apriete, V, que en conjunto pretende mejorar, principalmente, la calidad del apriete de tornillos.
El sistema robótica, con forma circular, se basa en un bastidor metálico de aluminio concéntrico al árbol de la reductora construido en dos partes unidas por medio de una bisagra, que permite la apertura y ajuste del mismo, de manera que pueda ser instalado en dicho árbol. Este bastidor lleva incorporado a lo largo del mismo una serie de rodillos que son los que permiten realizar la rodadura sobre este árbol.
Las llaves hidráulicas se acoplan directamente en dos pies de reacción instalados en el bastidor, los cuales están colocados en una posición diametralmente opuesta y que se adaptan perfectamente a la geometría de la llave de manera que permiten un acoplamiento rápido de la misma. Estos acoples, a su vez, funcionan como pie de reacción en el momento de la realización del apriete transmitiendo la reacción del mismo sobre el árbol de la reductora a través de una superficie lo suficientemente grande para evitar que sufra dicho árbol. Para no dañar la superlicie y evitar apoyos puntuales del anclaje o pie de reacción sobre la misma, la superficie de contacto del anclaje está constituida por una lámina de un material más blando que el empleado en el árbol de la reductora, como puede ser neopreno o latón.
Para poder realizar el apriete es necesario llevar la llave hacia la superlicie de la brida de manera que el vaso de impacto de la misma encaje en la cabeza del tornillo. Para ello, de forma manual, el operario gira el bastidor hasta que queda enfrentado el vaso de la llave en el tornillo objeto del apriete (simultáneamente queda enfrentada la llave opuesta) y, a continuación, ordena al sistema mediante el mando de control que desplace las llaves hasta acoplarlas en el tornillo. Esto tiene lugar debido a que el sistema dispone de unos actuadores neumáticos que son los encargados de desplazar los pies de reacción lateralmente, llevando consigo su correspondiente conjunto de pie de reacción, llave hidráulica y vaso de impacto.
N° solicitud F.Ercctiva F.OEPM
23/12/2014 07/01/2015
Conjuntamente con este sistema se dispone de un software de monitorización que permite mostrar en una pantalla de ordenador el proceso y el estado actual del apriete. La información que muestra el sistema es la siguiente:
Situación de las llaves en cada momento (acoplada o desacoplada) . Aviso de alarma en caso de fallo de posición de las llaves. Presión de la bomba en cada instante. Par aplicado (en función del modelo de calibración seleccionado) . Temperatura del aceite de la bomba.
Aviso de alarma de la bomba. Código de alarma de la bomba. Situación de los tornillos (apretados en la iteración del patrón de apriete en que se encuentra, par de tornillos que se están apretando en el momento, siguiente par de tornillos a apretar y los que faltan) .
Iteración del patrón de apriete.
Además, permite la visualización de la imagen en tiempo real de una webcam colocada en el sistema robótica. Esta webcam está instalada en la llave situada al otro lado del árbol del que se encuentra el operario y de la que no posee contacto visual directo. De esta manera el operario tiene control visual 20 sobre todo el sistema robótica durante todo el proceso de apriete.
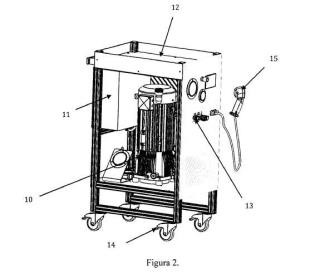
La centralita hidráulica que se emplea en este caso, lleva integrado el control del sistema robótica y la extracción de los datos de la centralita en el proceso de apriete, con lo que se le facilita al operario el manejo, tanto del sistema robótica como de la centralita hidráulica, pues éste dispone de un solo mando donde se integran todos los controles necesarios para realizar el apriete.
El modo automático de la centralita, comprende un transductor de presión para mostrar la presión en el colector y una caja de aluminio del tamaño suficiente que alberga en su interior un microcontrolador. Es necesario llevar a cabo un ciclo de aprendizaje, el cual se realiza de una manera autónoma. Haciendo estos ciclos, la centralita reconoce el comportamiento hidráulico de la llave, sin importar el tamaFio de la herramienta o incluso el fabricante, y la memorización de los parámetros principales permiten al algoritmo tomar el control de la centralita.
El microcontrolador de la centralita activa la válvula solenoide para realizar el movimiento del pistón de 35 la llave hidráulica sin intervención del usuario. El microcontrolador de la centralita es capaz de detectar
cuando el pistón ha alcanzado carrera completa e inmediatamente activa el movimiento retráctil. De este modo se ahorran varios segundos por ciclo y no es necesa rio alcanzar la máxima presión, cuando el pistón está en posición avanzada. Solo se alcanza la máxima presión en los últimos ciclos del procedimiento de apriete, por lo que este algoritmo, permite ahorrar tiempo conservando las partes hidráulicas (válvulas, válvulas de protección, etc.) Por lo tanto, es necesaria menos energía para terminar el ciclo de apriete, asique este algoritmo conduce a un funcionamiento más eficiente.
Para mejor comprensión de lo expuesto, se acompaña a la presente memoria descriptiva, una serie de dibujos:
Figura 1: vista en perspectiva del sistema robótico mostrándose, en la figura la montado en el árbol de la reductora donde va a operar, y en la figura lb un detalle de la vista la. Figura 2: vista en perspectiva de la centralita hidráulica automática empleada junto con el sistema robótica mostrado en la figura 1. Figura 3: Vista frontal del diseño del mando de control remoto (15) conectado a la centralita hidráulica mostrada en la figura 2. Figura 4: Captura de pantalla de los datos mostrados por el software desarrollado para la presente invención.
A continuación se proporciona una lista de los distintos...
Reivindicaciones:
1. Sistema robótica y centralita hidráulica automática para ayuda a apriete de tornillos, que consiste en un bastidor metálico de aluminio con forma circular y una centralita hidráulica,
donde el primero está caracterizado por unos rodillos (S) colocados en la parte inferior del bastidor, así como de dos piezas que actúan de pies de reacción (3) , los cuales, cada una de ellas están unidas a una llave hidráulica (6) , de manera que están ubicadas diametralmente opuestas en el bastidor, y que finalizan en un vaso de impacto, para que a continuación, unos actuadores neumáticos (7) , unidos al pie de reacción (3) , desplacen estos en conjunto con la llave hidráulica (6) y el vaso de impacto, accionados por el mando de control remoto (15) el cual integra todos los controles necesarios para realizar el apriete, y, siendo visualizado a tiempo real mediante una webcam situada próxima a la llave ubicada en el lado opuesto del bastidor al que se encuentra el operario durante la utilización del sistema y un display colocado en el bastidor, mientras que la centralita hidráulica automática (Figura 2) , la cual, integra el control del sistema robótico y la extracción de datos, está caracterizada por un microcontrolador y un transductor de presión.
2. Sistema según reivindicación 1, caracterizado porque el bastidor tiene forma circular y está
formado por dos partes unidas concéntricamente por una bisagra. 20
3. Sistema según la reivindicación 1, caracterizado porque los pies de reacción (3) presentan una geometría tal que se adapta a la llave hidráulica (6) de tal manera que se acopla rápido a la misma.
4. Procedimiento según la reivindicación 1, caracterizado porque el microcontrolador de la centralita, cuando esta funciona en modo automático, activa la válvula solenoide para realizar el movimiento del pistón de la llave hidráulica sin intervención del usuario, el control de la centralita detecta cuando el pistón ha alcanzado carrera completa, no sigue subiendo presión e, inmediatamente activa el movimiento retracto. Asi mismo, detecta el momento en el que se ha realizado el apriete.
Patentes similares o relacionadas:
Método de fijación de un elemento hueco a un componente que comprende un material compuesto, del 1 de Abril de 2020, de PROFIL VERBINDUNGSTECHNIK GMBH & CO. KG: Procedimiento para fijar un elemento hueco , tal como un remache hueco o un elemento de tuerca para su fijación a un componente que consiste en un material […]
Procedimiento para punzonar y fijar un elemento de fijación, del 1 de Abril de 2020, de PROFIL VERBINDUNGSTECHNIK GMBH & CO. KG: Procedimiento para punzonar y fijar un elemento de fijación en una pieza de trabajo plana, en particular en una pieza de chapa, presionándose durante el punzonado […]
Método para instalar un sujetador de autorremache, del 12 de Febrero de 2020, de R B & W Manufacturing LLC: Un método para instalar un sujetador de autorremache en un sustrato de acero, incluyendo: recibir el sustrato en una prensa de conformado, siendo […]
Apriete automático de pernos, del 11 de Diciembre de 2019, de GE Renewable Technologies Wind B.V: Un procedimiento para apretar un perno en una conexión empernada entre un anillo externo de un rodamiento de pitch y un buje o […]
Robot con medios de posicionamiento para mover una herramienta a lo largo de una conexión de brida, del 3 de Diciembre de 2019, de ADMEDE AB: Robot para apretar una serie de tuercas prerroscadas en pernos dispuestos en una conexión de brida curvada particular o lineal […]
Pinzas de mecanizado, del 20 de Noviembre de 2019, de SCHMIDT, HEIKO: Pinzas de mecanizado para el mecanizado y/o procesamiento de piezas de trabajo con elevadas fuerzas de mecanizado (F) que comprende un cuerpo de las pinzas con un primer […]
Elemento hueco para su fijación a un componente que comprende un material compuesto, del 20 de Noviembre de 2019, de PROFIL VERBINDUNGSTECHNIK GMBH & CO. KG: Un elemento hueco , tal como un remache hueco o un elemento de tuerca para su fijación a un componente que consiste en un material compuesto […]
Dispositivo tensor para el estiramiento de un perno roscado, del 13 de Noviembre de 2019, de HOHMANN, JORG: Dispositivo tensor para el estiramiento de un perno roscado por tracción en su sección extrema roscada (A) con un tubo de apoyo que rodea la sección extrema roscada (A), […]