Riel de asiento, su procedimiento de fabricación y suelo obtenido.
Riel de asiento, su procedimiento de fabricación y suelo obtenido.
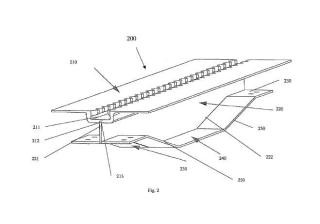
La invención concierne a un riel de asiento (200) que presenta las pares constitutivas siguientes:
- Una parte superior horizontal denominada cabeza (210);
- Una parte intermedia plana vertical denominada alma (220);
- Una parte inferior que comprende una pluralidad de bridas (230 y 240); en el que las bridas superiores e inferiores (230 y 240) se unen entre sí mediante un perfil suplementario (250) de unión, el borde inferior (222) del alma (220) está realizado de modo que sigue el perfil geométrico formado por la unión entre las bridas (230 y 240) y el perfil de unión (250), el alma (220) y la cabeza (210) están unidos por soldadura.
La invención también se refiere al proceso de fabricación de tal riel así como el suelo obtenido.
Aplicación: suelo de aeronaves.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201230036.
Solicitante: FIGEAC AERO, S.A.
Nacionalidad solicitante: Francia.
Dirección: ZI L'Aiguille. Route de Villefranche 46100 Figeac FRANCIA.
Inventor/es: MAILLARD,Jean-claude.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K26/24 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › Soldadura por costuras.
- B23K26/32 B23K 26/00 […] › tomando en consideración las propiedades del material involucrado.
- B23K33/00 B23K […] › Extremidades de piezas especialmente perfiladas para efectuar ensamblajes por soldadura sin fusión o por soldadura; Rellenado de las juntas continuas así formadas.
- B64C1/20 B […] › B64 AERONAVES; AVIACION; ASTRONAUTICA. › B64C AEROPLANOS; HELICOPTEROS (vehículos de colchón de aire B60V). › B64C 1/00 Fuselajes; Características estructurales comunes a fuselajes, alas, superficies estabilizadoras o similares (características aerodinámicas comunes a fuselajes, alas, superficies estabilizadoras o similares B64C 23/00; instalaciones de la cabina de vuelo B64D). › especialmente adaptados para carga.
- B64D11/06 B64 […] › B64D EQUIPAMIENTO INTERIOR O ACOPLABLE A AERONAVES; TRAJES DE VUELO; PARACAIDAS; DISPOSICIONES O MONTAJE DE GRUPOS MOTORES O DE TRANSMISIONES DE PROPULSION EN AERONAVES. › B64D 11/00 Acomodo de tripulación o pasajeros; Instalaciones de cabina de vuelo no previstas en otro lugar. › Disposiciones o adaptaciones de asientos (estructura de asientos para casos de emergencias B64D 25/04).
Fragmento de la descripción:
Riel de asiento, su procedimiento de fabricación y suelo obtenido.
AMBITO DE APLICACIÓN DE LA INVENCIÓN
La presente invención se refiere al campo de la aeronáutica, y particularmente a las adaptaciones que permiten desarrollar los rieles de asiento constitutivos de los suelos de aeronaves en las mejores condiciones.
DESCRIPCIÓN DE LA TÉCNICA ANTERIOR
Los rieles de los asientos son elementos lineales para la recepción, sujeción y retención en su posición de asientos en una aeronave. Estos rieles cooperan con una pluralidad de otros elementos para formar el suelo de una aeronave. Estos rieles poseen también superficies funcionales fijadas al elemento de fijación de los asientos, así como las superficies funcionales que permiten su integración al piso.
Estos rieles convencionalmente incluyen:
• Una parte superior horizontal denominada cabeza, dispuesta sobre el plano de simetría longitudinal de una ranura preformada en cremallera acogiendo los módulos de fijación de los asientos;
• Una parte intermedia plana vertical denominada alma, con un reborde superior de unión a la cara inferior de la parte superior que forma la cabeza;
• Una parte inferior que se une al borde inferior del alma y que comprende una pluralidad de bridas, que presentan las superficies funcionales de apoyo a dos alturas diferentes, denominándose las bridas dispuestas a una altura intermedia bridas superiores y las bridas dispuestas debajo que denominamos bridas inferiores.
Habitualmente estos rieles se fabrican por extrusión seguido de un mecanizado.
Sin embargo, tal proceso de producción tiene como desventaja que requiere una pérdida significativa de material así como una duración de dicho proceso particularmente larga.
Este problema de pérdida de material es más importante cuando el material utilizado, como por ejemplo el titanio, tiene un coste particularmente elevado.
DESCRIPCIÓN DE LA INVENCIÓN
Partiendo de esta situación de hecho, la solicitante ha llevado a cabo investigaciones tendentes a simplificar la fabricación de los rieles de asientos y su integración en los suelos. Los objetivos de la invención son particularmente la disminución de la masa del material, limitar sus pérdidas, disminuir los tiempos de fabricación y reducir los costes de producción.
Otro objetivo de la invención es el de poder realizar un riel completo en titanio sin los inconvenientes de la técnica anterior.
Además otro objetivo de la invención es optimizar la integración del riel de la invención en el suelo de la aeronave.
Estas investigaciones han conducido al diseño de un riel de asiento particularmente innovador del tipo que presenta las partes constitutivas siguientes:
• Una parte superior horizontal, denominada cabeza, provista en su plano de simetría longitudinal de una ranura preformada en cremallera acogiendo los módulos de fijación de los asientos;
• Una parte intermedia plana vertical, denominada alma, que comprende un borde superior de unión con la cara inferior de la parte superior;
• Una parte inferior que se une al borde inferior del alma y que comprende una pluralidad de bridas y que presenta unas superficies funcionales de apoyo a ambas partes del plano vertical formado por el alma, a dos alturas diferentes, comprendiendo unas bridas a una altura intermedia que denominamos bridas superiores y unas bridas debajo que llamamos bridas inferiores.
El riel de asiento de la invención es destacable en cuanto que las bridas superiores y las bridas inferiores dispuestas a un mismo lado del plano vertical de simetría definido por dicha alma, están fijadas entre sí por medio de un perfil suplementario de unión; el reborde bajo del alma está realizado de modo que sigue el perfil geométrico formado por la unión entre las bridas y el perfil de unión; las bridas y el perfil de unión, el alma y la cabeza están unidas por soldadura.
Este diseño de riel es destacable en cuanto que simplifica y facilita su fabricación.
En efecto, el perfil suplementario de unión permite una fijación original entre las bridas superiores y las inferiores, que aporta rigidez y mejora la resistencia de los esfuerzos a los que se someterá el riel que consiste en:
• Unir por medio de un perfil suplementario, denominado de unión, las bridas superiores e inferiores dispuestas a un mismo lado del plano vertical de simetría definido por dicha alma;
• preformar la parte inferior del alma para mantener la forma del perfil geométrico formado por la conexión entre las bridas y el perfil de unión plegado; y
• unir por soldadura, las bridas, el perfil el alma y la cabeza.
Esta rigidez optimizada y esta mejor resistencia a los esfuerzos permiten ofrecer una solución de realización por soldadura. Los espesores de los diferentes elementos constitutivos del riel de asientos pueden reducirse y permitir el aumento de masa pretendido. En efecto la mecanización empleada hasta ahora requería espesores mínimos mayores que los necesarios para la soldadura.
Uno de los modos de realización considerados consiste en que el perfil de unión y las bridas estén constituidos por elementos independientes fijados entre sí y al alma por medio de soldadura. Otro de los modos de realización considerados tendentes a la simplificación pretendida, consiste en fabricar las bridas y el perfil de unión por medio de plegado de un mismo perfil plano. La parte inferior del alma está preformada para seguir los ángulos formados por las superficies plegadas.
La elección de un procedimiento de realización por soldadura tiene igualmente como ventaja evitar las operaciones de mecanizado o al menos las operaciones que suponen la retirada de un gran volumen de materia de la parte inferior del riel y permitiendo así su economía.
Según el modo de realización por ahora considerado, el preformado en cremallera de la cabeza queda realizada por mecanizado.
Otra característica particularmente ventajosa reside en la elección del material. Así, según la invención, la cabeza, el alma y la parte inferior están realizadas en titanio. Esta elección de material se adecua con la elección del modo de realización que evita en la medida de lo posible las operaciones de mecanizado de material y permite economizar no solamente la duración de las operaciones, sino también la masa necesaria de material utilizado. Esta elección mejora la resistencia a la corrosión de este elemento.
El riel obtenido es particularmente innovador en cuanto que presenta una estructura soldada totalmente en titanio.
Según otra característica particularmente ventajosa de la invención la soldadura está realizada por láser. Esta elección de soldadura tiene como ventajas un mejor control del método de operación, un menor calentamiento de la pieza y evita la necesidad del aporte de metal.
Esta elección de una soldadura por láser ha llevado a la solicitante a preformar las diferentes uniones constitutivos del riel para facilitar las operaciones de soldadura láser. Así, por ejemplo, la cara inferior de la cabeza tiene preformada sobre su plano de simetría, una ranura que acoge la parte superior del alma, y la profundidad de dicha ranura permite la realización de una soldadura por la parte superior de la cabeza. La utilización de la soldadura láser por transparencia facilita de este modo la fabricación del riel.
Otra característica que facilita la realización del riel reside en el hecho de que según otra posible alternativa de fabricación, las bridas y el perfil de unión dispuestos a ambos lados del plano vertical definido por el alma (y no solamente los posicionados de un lado del dicho plano) están realizados con un mismo perfil plano plegado. Una única pieza cumple las funciones de brida y del perfil de unión en ambos lados del riel de la invención.
El riel según la invención puede reunir todas o solamente parte de las características aquí descritas. Un riel realizado en titanio soldado según la invención responde no obstante al conjunto de los objetivos de la invención.
La invención concierne igualmente al suelo celular de la aeronave integrante del riel de la invención, el cual puede estar dispuesto como prolongación de otros elementos lineales tales como falsos rieles. Este suelo es particularmente destacable en cuanto que la extremidad del falso riel presenta una proyección de dimensión adaptada para introducirse en el volumen hueco formado por la ranura practicada en el riel llenando este volumen vaciado y creando superficies susceptibles de ser soldadas en adición a las ya existentes en correspondencia...
Reivindicaciones:
1. Riel de asiento (200) que presenta las partes constitutivas siguientes:
• Una parte superior horizontal denominada cabeza (210) provista en su plano de simetría longitudinal de una ranura (211) que se conforma como una cremallera que acoge los módulos de fijación de los asientos;
• Una parte intermedia plana vertical denominada alma (220) con un borde superior (221) que se une a la cara inferior (212) de la parte superior (210) ;
• Una parte inferior que se une al borde inferior (222) del alma (220) y que comprende una pluralidad de bridas (230 y 240) que presentan superficies funcionales de apoyo de ambas partes del plano vertical, formado por el alma 220, a dos alturas diferentes, las bridas dispuestas en la altura intermedia denominadas bridas superiores (230) y las bridas dispuestas debajo, denominadas bridas inferiores (240) ,
caracterizado porque La cabeza (210) , alma (220) y la parte inferior (230, 240, 250) están realizadas en titanio; Y por que las bridas superiores e inferiores (230 y 240) dispuestas sobre un mismo lado del plano vertical de simetría definido por dicha alma (220) están unidas entre ellas por medio de un perfil suplementario (250) de unión; estando el borde inferior (222) del alma (220) realizado de modo que sigue el perfil geométrico formado por la unión entre las bridas (230 y 240) y el perfil de unión (250) ;
las bridas (230 y 240) y el perfil de unión (250) dispuestos a ambas partes del plano vertical definido por el alma, están realizadas con un mismo perfil plano plegado; las bridas (230 y 240) , el perfil de unión (250) , el alma (220) , y la cabeza (210) , están unidos por soldadura láser.
2. Riel (200) según la reivindicación 1, caracterizado por que la superficie inferior (212) de la cabeza (210) está preformada en su plano de simetría, con una ranura (213) que acoge el borde superior (221) del alma (220) , permitiendo la profundidad de la ranura (213) la realización de una soldadura desde or la parte superior de la cabeza.
3. Suelo (P) que acoge el riel (200) de la reivindicación 1 que está dispuesto en prolongación con elementos lineales tales como falsos rieles (300) , caracterizado por que el extremo del falso riel (300) que se suelda al extremo del riel
(200) presenta una proyección (310) de dimensión adaptada para su introducción en el volumen hueco formado por la ranura (211) de forma que aumente las superficies en contacto, así como las superficies susceptibles de ser soldadas entre sí.
4. Proceso de fabricación de un riel (200) según la reivindicación 1 caracterizado por que comprende:
• Extruir la cabeza (210)
• Recortar el alma
• Unir las bridas (230 y 240) por medio de un perfil suplementario de unión (250) y
• Unir los diferentes elementos por soldadura láser.
5. Proceso de fabricación según la reivindicación 4, CARACTERIZADO por que comprende la realización de las bridas (230 y 240) y del perfil de unión (250) por plegado de un único perfil plano.
Patentes similares o relacionadas:
Una disposición de asiento de pasajero que tiene acceso para pasajeros con discapacidad, del 20 de Mayo de 2020, de Acumen Design Associates Ltd: Una disposición de asiento de pasajero para una cabina de aeronave , comprendiendo la disposición de asiento de pasajero una columna […]
Disposición de asientos, del 22 de Abril de 2020, de THE BOEING COMPANY: Una disposición de asientos para asientos de pasajeros en una cabina de una aeronave, comprendiendo la disposición de asientos una pluralidad […]
Red de rejilla multiaxial, del 4 de Marzo de 2020, de Sailmaker International S.p.A: Una red de rejilla multiaxial permeable que comprende una pluralidad de primeros y segundos hilos que están entrelazados y superpuestos […]
Absorción de energía controlada de asientos frente a impacto, del 19 de Febrero de 2020, de THE BOEING COMPANY: Método que comprende: determinar un peso de un ocupante de un asiento de una aeronave usando un sensor de peso en el que: el asiento […]
Dispositivo de fijación de un equipamiento sobre un panel, del 1 de Enero de 2020, de Sogeclair S.A: Conjunto de panel y de dispositivo de fijación de un equipamiento sobre una cara, llamada cara de enganche principal del panel , […]
Accesorio de pista de instalación rápida enganchada rotacionalmente, del 16 de Octubre de 2019, de THE BOEING COMPANY: Un dispositivo de accesorio de pista de instalación rápida enganchado rotacionalmente que comprende: un miembro alargado que tiene una brida […]
Una disposición de asiento de pasajero que tiene una pantalla entre unidades de asiento, del 2 de Octubre de 2019, de Acumen Design Associates Ltd: Una disposición de asiento de pasajero en la cabina de una aeronave, comprendiendo la disposición de asiento de pasajero una columna de unidades de asiento […]
Disposición de asientos, unidad de asiento, mesa de bandeja y sistema de asientos, del 24 de Julio de 2019, de Air New Zealand Limited: Una unidad de asiento de un vehículo de pasajeros que comprende: una fila de una pluralidad de al menos tres asientos adyacentes , cada uno incluye […]