Revestimiento de cuchara para instalación de fundición de metal líquido.
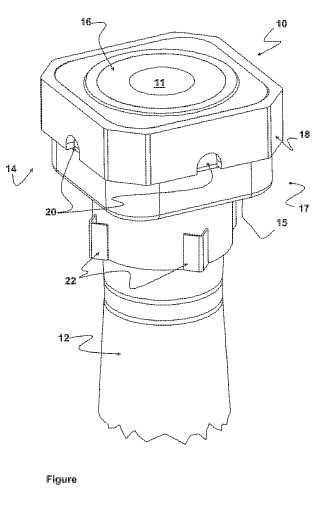
Un revestimiento de cuchara (10) para fundir metal líquido, que comprende un canal (11) a lo largo del cual elmetal puede pasar,
extendiéndose esencialmente a lo largo de un eje, y una funda metálica (17) colocada en unaporción de extremo del revestimiento que corresponde a un extremo del canal, en donde la funda (17) comprendepor lo menos una correa (18) de un espesor mayor o igual a 10 mm, preferiblemente de 14 mm, y en donde elrevestimiento (10) comprende medios (20) de unión a los medios de accionamiento de tubo, los medios de uniónestán formados en la correa (18) de la funda (17).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2009/008243.
Solicitante: VESUVIUS GROUP S.A.
Nacionalidad solicitante: Bélgica.
Dirección: RUE DE DOUVRAIN, 17 7011 GHLIN BELGICA.
Inventor/es: COLLURA, MARIANO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B22D11/106 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › B22D 11/00 Colada continua de metales, es decir, obteniendo productos de longitud indefinida (estirado, extrusión del metal B21C). › Protección contra el derramamiento del metal fundido.
- B22D41/50 B22D […] › B22D 41/00 Recipientes de mantenimiento de un baño en fusión, p. ej. cucharas, artesas de colada, fosos de colada o sistemas análogos (B22D 39/00, B22D 43/00 tiene prioridad). › Buzas de colada.
PDF original: ES-2402234_T3.pdf
Fragmento de la descripción:
Revestimiento de cuchara para instalación de fundición de metal liquido.
La presente invención se refiere a una instalación de fundición para metal líquido y notablemente para un revestimiento de cuchara que puede introducirse en tal una instalación.
Un revestimiento de cuchara es un tubo que comprende un canal que se extiende esencialmente a lo largo de un eje; el canal permite que el metal líquido de un contenedor metalúrgico, tal como una cuchara, pase a un embudo de recolección. Tal un tubo se introduce en la instalación de tal manera que el eje del canal es vertical y que el extremo superior del mismo está en contacto con un elemento de corriente ascendente de la instalación, mientras que el extremo inferior del mismo está sumergido en el embudo de recolección.
Un revestimiento de cuchara que comprende, en una porción de extremo del revestimiento correspondiente a una porción de extremo superior del canal, una funda metálica que enmarca un cuerpo de tubo conocido a partir de la técnica antecedente y esta funda metálica es de un espesor menor a o igual a 5 milímetros. Tal una funda, debido a su pequeño tamaño, sirve únicamente para reducir las tolerancias dimensionales inevitables que surgen cuando se elabora el revestimiento hecho de material refractario. En particular, tal una funda es totalmente incompatible con las cargas de tensión (temperatura, presión) asociadas con el uso del revestimiento y por lo tanto, es imposible considerar utilizar esta funda para sostener o colocar el revestimiento de cuchara. Estos problemas se exacerban más si se desea utilizar tales revestimientos en un dispositivo para introducir revestimientos de cuchara mediante el deslizamiento ya que en tal caso, las cargas (cargas de tensión por ejemplo) son aún más localizadas que en un dispositivo de ajuste a presión convencional.
Antes de introducir el revestimiento en la instalación, la porción de extremo del revestimiento puede ajustarse en el bastidor de refuerzo removible (ver por ejemplo, WO-A1-2004/052576) . Este bastidor después se coloca en un soporte y el ensamble de revestimiento y bastidor se introduce en la instalación de fundición para que la porción de extremo del revestimiento esté en contacto con el elemento de corriente ascendente de la instalación de fundición.
El ajuste de tal un bastidor es una operación relativamente compleja de longitud suficiente para que el operador la realice. Tal un bastidor también es extremadamente costoso. Por lo tanto, hay una necesidad de simplificar las operaciones en la instalación de fundición, notablemente para reducir los costos asociados con la fundición.
Para este fin, un sujeto de la invención es un revestimiento de cuchara para fundir metal líquido, que comprende un canal a lo largo del cual puede pasar el metal, extendiéndose esencialmente a lo largo de un eje, y una funda metálica colocada en una porción de extremo del revestimiento que corresponde a un extremo del canal, la funda comprende por lo menos una parte de un espesor mayor a o igual a 10 mm, preferiblemente de 14 mm, el revestimiento también comprende medios de unión a los medios de accionamiento de tubo, los medios de unión están formados sobre la funda, notablemente sobre la parte gruesa de la misma.
De este modo, debido al espesor de esta funda, el revestimiento de acuerdo con la invención es más macizo que un revestimiento de la técnica antecedente y puede soportar las cargas, particularmente las cargas de tensión que es probable que sufra en la porción de extremo que forma el extremo superior del revestimiento cuando este revestimiento se introduce en la instalación. Ya que el revestimiento comprende adicionalmente medios de unión con los medios de accionamiento de tubo, estos medios consisten por ejemplo de un soporte que permite que el revestimiento se mueva y sostenga en la instalación de fundición, y debido a que sus propiedades mecánicas son suficientes, es posible prescindir de la presencia de un bastidor.
Eso hace posible simplificar el procedimiento de introducir el revestimiento en la instalación porque el paso de ajustar el revestimiento en el bastidor, que requiere que el operador manipule el revestimiento, se omite. El ajuste del revestimiento en la instalación por lo tanto, es más rápido y menos costoso.
Además, cuando el revestimiento ya se utilizó y se desecha, ya no se necesita un paso de separar el bastidor y el revestimiento. Esta operación de hecho se hace generalmente muy difícil por las gotas de portada de acero que se salpicaron durante las operaciones de fundición. Estas gotas de portada de acero soldadas son las partes constituyentes del bastidor de la técnica antecedente.
Además, ya que el bastidor se omitió, el revestimiento introducido en la instalación no es tan pesado como el elemento de fundición de la técnica antecedente que comprende tanto el revestimiento como el bastidor. Por lo tanto, es posible simplificar las herramientas que sostiene el revestimiento de cuchara en la instalación de fundición y que mueve el revestimiento. De este modo, los costos relacionados con la fundición se reducen adicionalmente.
Finalmente, el espesor de la correa significa que esas muescas pueden formarse en el mismo y estas muescas, que colaboran con un revestimiento de cuchara que sostienen y/o colocan el dispositivo, servirán para sostener, soportar o introducir el revestimiento de cuchara en la posición de fundición sin el riesgo de que la funda metálica se rompa o deforme durante el uso.
La invención también comprende una o más características de la siguiente lista:
- en la porción de extremo, el revestimiento comprende por lo menos una sección transversal normal al eje del canal que tiene una forma distinta y/o difiere en tamaño de una sección transversal de otra porción del revestimiento, la sección transversal en la porción de extremo es en particular rectangular, preferiblemente cuadrada. De este modo, la sección transversal de la porción de extremo se modifica en relación con la sección transversal del resto del revestimiento, que generalmente es circular, para ajustarse en las instalaciones de fundición existentes y soportes que aceptan un revestimiento ajustado con un bastidor. Además, debido a que la porción de extremo tiene un sección transversal cuadrada, es más fácil para ésta colocarse en la instalación y/o en el soporte.
- la funda metálica se produce como una sola pieza. Esto entonces evita la necesidad de una operación de conexión, notablemente una que utiliza soldadura, para conectar las diferentes partes de la funda, como se realiza en la técnica antecedente. Esto también simplifica el método de elaboración del revestimiento. Además, con una funda hecha como una sola pieza, la solidez de los revestimientos mejora y esto significa que el espesor de la funda y el peso del revestimiento puede además reducirse ligeramente.
- el tubo comprende un cuerpo de tubo hecho de un primer material, un segundo material sobremoldeado en el cuerpo en la porción de extremo del revestimiento, particularmente entre el cuerpo y la funda. Así, tal un revestimiento se elabora utilizando un método de elaboración simple. De hecho, es más ventajoso elaborar el cuerpo de tubo por ejemplo al moldear, presionar o extrudir que para el material que se va a sobremoldear en él que el que se va a elaborar como una sola operación, un revestimiento que comprende dos secciones transversales diferentes. Al usar esta técnica, el revestimiento de forma relativamente compleja se elabora de una manera sencilla y no costosa.
- la parte gruesa de la funda se extiende sobre por lo menos una circunferencia del revestimiento. Eso hace posible mejorar la solidez del tubo cualquiera que sea la orientación en la que se coloca en el soporte y/o en la instalación de fundición.
- el revestimiento termina en la porción de extremo en una superficie plana. Si ése es el caso, el revestimiento se introduce en la instalación de fundición mediante el deslizamiento, es decir que la superficie plana del revestimiento está en contacto con el elemento de corriente ascendente directamente de la instalación y, durante la fundición, se desliza con respecto a este elemento. Si ése es el caso, las cargas de tensión que experimenta el revestimiento en la superficie son cargas de tensión relativamente altas que llevan el riesgo de dañar el revestimiento. Sin embargo, el espesor de la funda es suficiente para asegurar que el tubo es lo suficientemente macizo, incluso cuando el revestimiento se introduce en la instalación mediante el deslizamiento.
De manera ventajosa, las muescas actúan como medios para controlar la orientación angular del revestimiento sobre... [Seguir leyendo]
Reivindicaciones:
1. Un revestimiento de cuchara (10) para fundir metal líquido, que comprende un canal (11) a lo largo del cual el metal puede pasar, extendiéndose esencialmente a lo largo de un eje, y una funda metálica (17) colocada en una porción de extremo del revestimiento que corresponde a un extremo del canal, en donde la funda (17) comprende por lo menos una correa (18) de un espesor mayor o igual a 10 mm, preferiblemente de 14 mm, y en donde el revestimiento (10) comprende medios (20) de unión a los medios de accionamiento de tubo, los medios de unión están formados en la correa (18) de la funda (17) .
2. El revestimiento (10) de conformidad con la reivindicación anterior, caracterizado además porque comprende, en la porción de extremo, por lo menos una sección transversal (14) normal al eje del canal que difiere en forma y/o tamaño de aquélla sección transversal de otra porción del revestimiento, la sección transversal en la porción de extremo es, en particular, cuadrada.
3. El revestimiento (10) de conformidad con cualquiera de las reivindicaciones anteriores, caracterizado además porque la funda metálica (17) se produce como una sola pieza.
4. El revestimiento (10) de conformidad con cualquiera de las reivindicaciones anteriores, caracterizado además porque comprende un cuerpo de tubo (12) hecho de un primer material, un segundo material sobremoldeado en el cuerpo en la porción inferior del revestimiento, particularmente entre el cuerpo (12) y la funda (17) .
5. El revestimiento (10) de conformidad con cualquiera de las reivindicaciones anteriores, caracterizado además porque la correa (18) de la funda metálica (17) se extiende sobre por lo menos una circunferencia del revestimiento.
6. El revestimiento (10) de conformidad con cualquiera de las reivindicaciones anteriores, caracterizado además porque termina en su porción de extremo en una superficie plana (16) para permitirle introducirse en una instalación de fundición mediante el deslizamiento.
7. Un método de elaboración de un revestimiento de cuchara (10) de la reivindicación 4, en el que:
- el cuerpo de tubo (12) está hecho del primer material,
- la funda metálica (17) se resbala en el cuerpo de tubo para que esta funda se coloque en la porción de extremo del revestimiento,
- se sobremoldea una parte elaborada en el segundo material entre la funda (17) y el cuerpo de tubo (12) .
Figura
Patentes similares o relacionadas:
Boquilla de inmersión, del 15 de Julio de 2020, de KROSAKIHARIMA CORPORATION: Una boquilla de inmersión, en la que la boquilla de inmersión tiene una forma plana en la que el ancho Wn de un orificio interior es mayor que un grosor […]
Modificador de salida de artesa, del 15 de Abril de 2020, de Vesuvius U S A Corporation: Un bloque para controlar el flujo de un recipiente refractario, que comprende: (a) una base dispuesta alrededor de un canal de fundición que tiene un eje primario, […]
Boquilla de colada que comprende deflectores de flujo, del 8 de Enero de 2020, de Vesuvius USA Corporation: Boquilla de colada que comprende un cuerpo alargado definido por una pared externa y que comprende un agujero definido por una pared de agujero y que se extiende a lo largo […]
 Buza de entrada sumergida, del 25 de Diciembre de 2019, de Vesuvius U S A Corporation: Un tubo de vertido para su uso para colar una corriente de metal fundido desde una posición aguas arriba hasta una posición aguas abajo, teniendo el tubo de vertido […]
Buza de entrada sumergida, del 25 de Diciembre de 2019, de Vesuvius U S A Corporation: Un tubo de vertido para su uso para colar una corriente de metal fundido desde una posición aguas arriba hasta una posición aguas abajo, teniendo el tubo de vertido […]
 Equipo de fundición y procedimiento de fundición, del 25 de Septiembre de 2019, de POSCO: Una herramienta de fundición que comprende:
una cuchara (L) para recibir acero fundido; un molde (M) para solidificar el acero fundido provisto desde la cuchara (L) para […]
Equipo de fundición y procedimiento de fundición, del 25 de Septiembre de 2019, de POSCO: Una herramienta de fundición que comprende:
una cuchara (L) para recibir acero fundido; un molde (M) para solidificar el acero fundido provisto desde la cuchara (L) para […]
Una tobera para guiar una masa de metal fundido, del 7 de Agosto de 2019, de REFRACTORY INTELLECTUAL PROPERTY GMBH & CO. KG: Una tobera para guiar una masa fundida de metal desde un primer a un segundo medio, que comprende: a) un cuerpo refractario similar a un tubo con b) una […]
Producto refractario y boquilla de colada, del 24 de Mayo de 2019, de KROSAKIHARIMA CORPORATION: Un producto refractario que comprende particulas refractarias que contienen componentes de CaO y particulas refractarias que contienen componentes de MgO, […]
Buza de colada, del 21 de Enero de 2019, de Akechi Ceramics Co., Ltd: Una estructura de buza de colada para una colada continua de metal fundido, que comprende: una parte tubular provista de un canal de colada para […]