REFRIGERACIÓN DEL ANILLO DEL CUELLO.
Un dispositivo para dirigir el aire de enfriamiento sobre un anillo del cuello (16) en una máquina (10) de moldeado de cristalería,
que incluye al menos una estacion de moldeado de cristalería que tiene al menos un cilindro de pistón (76) con un eje, al menos un brazo (14) del anillo del cuello, alineado selectivamente con la estacion de moldeo de moldes preliminares, y al menos un anillo del cuello (16) soportado por un brazo del anillo del cuello y movible dentro de una posición de formación en la mencionada estacion de moldeado coaxialmente con el mencionado eje, incluyendo el mencionado dispositivo: al menos una cámara de aire (48) dispuesta estacionariamente en la mencionada estación de moldeado, en donde la mencionada cámara de aire tiene una cavidad interna (86) para recibir el aire de enfriamiento lateralmente hacia dentro y hacia el mencionado eje y teniendo al menos una abertura de salida (90) adyacente al mencionado eje, caracterizado porque tiene una placa (92) de desgaste del pistón que se solapa al menos una porción de la mencionada cámara de aire, y teniendo un conjunto de aberturas orientadas (98) para recibir el aire dirigido desde la mencionada cámara de aire, una pluralidad de aberturas (110) en el mencionado brazo del anillo del cuello para recibir aire desde las mencionadas aberturas en la mencionada placa de desgaste del pistón a través de un espacio libre entre el mencionado brazo del anillo del cuello y la mencionada placa de desgaste del pistón cuando el mencionado brazo del anillo del cuello se solapa en la mencionada placa de desgaste del pistón, y una pluralidad de conductos de aire (115, 116) en el mencionado anillo del cuello para recibir el aire de las aberturas 2 del brazo del anillo del cuello
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2005/025069.
Solicitante: OWENS-BROCKWAY GLASS CONTAINER INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: THREE O-I PLAZA ONE MICHAEL OWENS WAY PERRYSBURG, OH 43551-2999 ESTADOS UNIDOS DE AMERICA.
Inventor/es: FLYNN, ROBIN L..
Fecha de Publicación: .
Fecha Solicitud PCT: 14 de Julio de 2005.
Clasificación Internacional de Patentes:
- C03B9/38F
Clasificación PCT:
- C03B9/38 QUIMICA; METALURGIA. › C03 VIDRIO; LANA MINERAL O DE ESCORIA. › C03B FABRICACION O MODELADO DE VIDRIO O DE LANA MINERAL O DE ESCORIA; PROCESOS SUPLEMENTARIOS EN LA FABRICACION O MODELADO DE VIDRIO O DE LANA MINERAL O DE ESCORIA (tratamiento de la superficie C03C). › C03B 9/00 Soplado del vidrio; Producción de artículos de vidrio hueco soplados. › Medios para enfriar, calentar, o aislar las máquinas para el soplado del vidrio.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2357964_T3.pdf
Fragmento de la descripción:
Campo de la invención 5
La presente invención está relacionada con las maquinas de fabricación de cristalería, y más particularmente con un dispositivo para la refrigeración de un conjunto del anillo del cuello en una máquina de fabricación de cristalería.
Antecedentes de la invención
Las máquinas de fabricación de cristalería de secciones individuales incluyen típicamente un conjunto de brazos de inversión que se hace oscilar o rotar aproximadamente 180º para transferir un molde preliminar desde un molde 10 preforma a un molde de soplado final en donde se forma la cristalería en su forma final deseada. Se recibe una gota de cristal en una cavidad del molde de un molde preforma y se convierte en un molde preliminar que está soportado por el instrumental del anillo del cuello sobre el conjunto de inversión. El conjunto del brazo de inversión es entonces invertido por la rotación alrededor de un eje longitudinal para disponer el molde preliminar en el molde final. Posteriormente, el brazo de inversión retorna a su posición de inicio adyacente al molde preliminar para el 15 siguiente ciclo. Se requiere un calor considerable para mantener la moldeabilidad de las gotas de cristal fundidas, conforme se forman en los artículos de cristalería, tales como los envases de cristal. En consecuencia, los dispositivos utilizados para formar las gotas en los envases de cristal tienen que ser capaces de un funcionamiento continuo en este entorno de alto nivel de calor.
La solicitud de patente alemana DE 19838698 A1 describe un aparato para el enfriamiento de una preforma y una 20 forma de boca en una maquina de formación de cristalería. Se proporciona un medio de enfriamiento para una caja de enfriamiento a través de canales de una cámara de aire y de canales de enfriamiento en las paredes de la forma de boca.
Sumario de la invención
Un dispositivo para dirigir aire de enfriamiento sobre un anillo del cuello en una maquina de moldeo de cristalería, 25 que incluye al menos una estacion de moldeo de moldes preforma estacionarios, que tiene al menos un pistón con un eje y al menos un brazo del anillo del cuello alineado selectivamente con la estación de moldes preforma, y al menos un anillo del cuello soportado por un brazo del anillo del cuello y movible en una posición de formación en la estación de moldes preforma coaxialmente con el eje. El dispositivo incluye al menos una cámara de aire dispuesta estacionariamente en la estación de moldeo de preformas, y que tiene una cavidad interior para recibir el flujo del 30 aire de enfriamiento lateralmente hacia dentro del eje, y teniendo al menos una abertura exterior adyacente al eje, y una placa de desgaste del pistón dispuesta estacionariamente con un solapado de al menos una porción de la cámara de aire, y teniendo un conjunto de aberturas orientadas axialmente para recibir el aire dirigido desde la cámara de aire. El dispositivo incluye además una pluralidad de aberturas en el brazo del anillo del cuello para recibir el aire desde las aberturas en la placa de desgaste del pistón, a través de un espacio libre entre el brazo del 35 anillo del cuello y la placa de desgaste del pistón, cuando el brazo del anillo del cuello se solapa en la placa de desgaste del pistón, y una pluralidad de conductos de aire en el anillo del cuello para recibir el aire desde las aberturas del brazo del anillo.
En una implementación preferida en la actualidad, la estacion de los moldes preforma está montada en una caja de sección hueca que está presurizada internamente con el aire de enfriamiento, y en donde el dispositivo incluye 40 además un conducto de aire dentro de la caja de la sección hacia la cavidad interna de la cámara, para proporcionar el flujo de aire de enfriamiento desde la caja de la sección hacia la cámara. De esta forma, se suministra el aire de enfriamiento inmediatamente desde la caja de la sección, y a través del conjunto del brazo de inversión y sobre el instrumental del anillo del cuello.
De acuerdo con otro aspecto de la presente invención, se proporciona un método para enfriar un anillo del cuello en 45 un maquina de formación de cristalería, que incluye una caja de la sección que proporciona un suministro de aire de enfriamiento, y un pistón que tiene un eje. El método incluye las etapas de proporcionar una cámara de aire que tiene una cavidad interna que define un recorrido del flujo que se extiende radialmente hacia el eje, y axialmente hacia una salida, proporcionando un conducto de aire adyacente al mencionado anillo del cuello que está alineado con la salida de la cámara de aire, y dirigiendo el aire de enfriamiento desde la caja de la sección hacia el conducto 50 de aire de forma que el aire de enfriamiento fluya radialmente en la cámara de aire hacia el eje, y después axialmente desde la salida a los conductos de aire para la refrigeración del anillo del cuello.
Breve descripción de los dibujos
Estos y otros objetos, características, ventajas y aspectos de la presente invención serán evidentes a partir de la siguiente descripción detallada de las realizaciones preferidas y del mejor modo de realización, de las 55 reivindicaciones adjuntas y de los dibujos anexos, en donde:
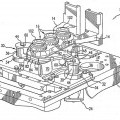
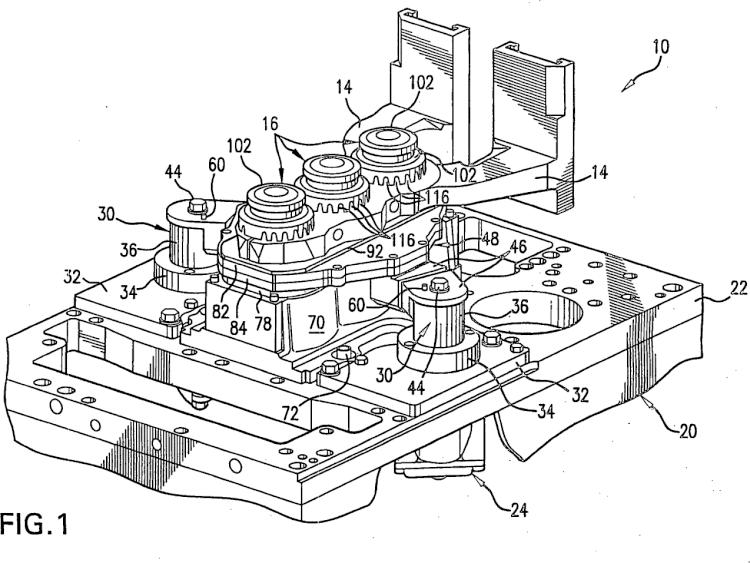
La figura 1 es una vista en perspectiva fragmentada de una porción de una maquina de formación de cristalería de secciones individuales y un conjunto de brazo de inversión con un instrumental de anillo del cuello, de acuerdo con una realización preferida en la actualidad de la invención;
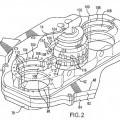
La figura 2 es una vista en perspectiva fragmentada ampliada que ilustra el conjunto del brazo de inversión de la figura 1 con una parte retirada del instrumental del anillo del cuello; 5
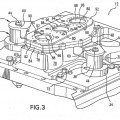
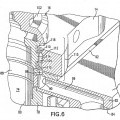
La figura 3 es una vista en perspectiva fragmentada de una placa superior de la caja de la sección y del conjunto de la cámara de aire de refrigeración del anillo del cuello;
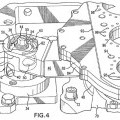
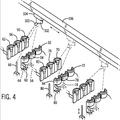
La figura 4 es una vista en perspectiva ampliada que ilustra una porción de la cámara de aire de enfriamiento del anillo del cuello, y un conjunto de la válvula de amortiguación que está dividida parcialmente para ilustrar los detalles de la válvula de amortiguación; 10
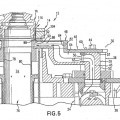
La figura 5 es una vista en sección fragmentada de una porción de la cámara de aire de enfriamiento del anillo del cuello que ilustra un recorrido de un flujo de aire a su través; y
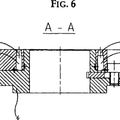
La figura 6 es una vista en sección en perspectiva de una porción de la cámara de aire de enfriamiento del anillo del cuello.
Descripción detallada de las realizaciones preferidas 15
Con referencia con más detalle a los dibujos, la figura 1 ilustra una porción de una maquina 10 de formación de cristalería de secciones individuales, que incluye un conjunto 12 de enfriamiento del anillo del cuello, de acuerdo con un realización preferida de la invención presente. La maquina 10 de formación de cristalería de secciones individuales incluye una estación de moldeo de moldes en donde se reciben las gotas de cristal en unas cavidades de los moldes y en donde se forman arcos en moldes preliminares soportados por los anillos 16 de los cuellos en los 20 brazos 14 de los anillos de los cuellos. Los brazos 14 de los anillos de los cuellos están soportados por un conjunto del brazo de inversión (no mostrados) y que están accionados 180º alrededor del eje longitudinal, para disponer los moldes de cristal soportados por los anillos del cuello 16 en las cavidades de un molde de soplado final. En el molde de soplado final el molde de cristal es soplado en los artículos de cristalería, tales como los envases de cristal. Los artículos de cristal se liberan de los anillos del cuello 16 y los brazos 14 de los anillos del cuello retornan de vuelta a 25 su posición adyacente de inicio al molde de inicio para un ciclo siguiente. Un brazo de inversión del tipo adecuado para su uso con una maquina de secciones individuales es el expuesto en el documento de la patente de los EE.UU. número 2005/0005647A1. De igual forma, las cajas de las secciones, el molde de inicio y los moldes acabados pueden ser de una construcción generalmente convencional, con las excepciones aquí expuestas.
La máquina de formación de cristalería incluye una caja de secciones 22 se muestra en la figura 1. La caja de 30 secciones 20 está cerrada y está preferiblemente presurizada con aire de refrigeración a una presión de aproximadamente 2-3 libras por pulgada cuadrada, a modo de un ejemplo sin limitación. La válvula 24 está dispuesta en forma adyacente... [Seguir leyendo]
Reivindicaciones:
1. Un dispositivo para dirigir el aire de enfriamiento sobre un anillo del cuello (16) en una máquina (10) de moldeado de cristalería, que incluye al menos una estacion de moldeado de cristalería que tiene al menos un cilindro de pistón (76) con un eje, al menos un brazo (14) del anillo del cuello, alineado selectivamente con la estacion de moldeo de moldes preliminares, y al menos un anillo del cuello (16) soportado por un brazo del anillo del cuello y 5 movible dentro de una posición de formación en la mencionada estacion de moldeado coaxialmente con el mencionado eje, incluyendo el mencionado dispositivo:
al menos una cámara de aire (48) dispuesta estacionariamente en la mencionada estación de moldeado, en donde la mencionada cámara de aire tiene una cavidad interna (86) para recibir el aire de enfriamiento lateralmente hacia dentro y hacia el mencionado eje y teniendo al menos una abertura de salida (90) 10 adyacente al mencionado eje,
caracterizado porque tiene
una placa (92) de desgaste del pistón que se solapa al menos una porción de la mencionada cámara de aire, y teniendo un conjunto de aberturas orientadas (98) para recibir el aire dirigido desde la mencionada cámara de aire, 15
una pluralidad de aberturas (110) en el mencionado brazo del anillo del cuello para recibir aire desde las mencionadas aberturas en la mencionada placa de desgaste del pistón a través de un espacio libre entre el mencionado brazo del anillo del cuello y la mencionada placa de desgaste del pistón cuando el mencionado brazo del anillo del cuello se solapa en la mencionada placa de desgaste del pistón, y
una pluralidad de conductos de aire (115, 116) en el mencionado anillo del cuello para recibir el aire de las 20 aberturas 2 del brazo del anillo del cuello.
2. El dispositivo expuesto en la reivindicación 1, en donde la mencionada estación de moldeo de los moldes está montado sobre una caja (20) de secciones huecas que está internamente presurizada con aire de enfriamiento, y que incluye además un conducto de aire desde dentro de la mencionada caja de secciones y en comunicación con la mencionada cavidad interna de la cámara de aire. 25
3. El dispositivo expuesto en la reivindicación 2 en donde el mencionado conducto de aire incluye una válvula de control (24) que es operable selectivamente para el suministro de aire de refrigeración a la mencionada cámara de aire cuando el mencionado brazo del anillo del cuello se solape en la mencionada placa de desgaste del pistón.
4. El dispositivo expuesto en la reivindicación 3, en donde el mencionado conducto de aire incluye una válvula de amortiguación (30) para el ajuste por parte del operador del flujo de aire a la mencionada cámara cuando esté 30 abierta la mencionada válvula de control.
5. El dispositivo expuesto en la reivindicación 4, en donde la mencionada válvula de amortiguación está rodeada por un armazón cilíndrico (36) que es ajustable y está montada herméticamente sobre la mencionada caja de la sección.
6. El dispositivo expuesto en la reivindicación 5, en donde el mencionado armazón (36) está recibido para el 35 movimiento relativo axial hacia la caja de las secciones.
7. El dispositivo expuesto en una de las reivindicaciones 4 a 6, en donde la válvula (30) de amortiguación mencionada incluye un mecanismo de retén (54, 55, 56) que permite que la válvula de amortiguación pueda mantenerse en forma liberable en una pluralidad de posiciones correspondientes a una pluralidad de velocidades de flujo del aire a través de la válvula de amortiguación. 40
8. El dispositivo expuesto en una de las reivindicaciones 4 a 7, incluyendo una abrazadera (46) la cual soporta la válvula de amortiguación (30), y que incluye un conducto (64) de comunicación en un extremo con la válvula de amortiguación para recibir el aire que circula fuera de la válvula de amortiguación y su otro extremo con la cámara de aire para dirigir el aire de la válvula de amortiguación a la cámara de aire.
9. El dispositivo expuesto en la reivindicación 8, en donde el mencionado conducto (64) en la abrazadera (46) 45 incluye una porción orientada generalmente en forma radial hacia dentro hacia la cámara de aire y una porción que se extiende axialmente hacia la cámara de aire.
10. El dispositivo expuesto en una de las reivindicaciones anteriores, en donde los mencionados conductos de aire (115, 116) en el mencionado anillo del cuello incluye una porción (116) construida para dirigir el aire radialmente hacia fuera. 50
11. El dispositivo expuesto en la reivindicación 10 en donde la mencionada porción (116) de los mencionados conductos de aire en el mencionado anillo del cuello se extiende axialmente en el mencionado anillo del cuello y siendo cónico radialmente hacia fuera.
12. El dispositivo expuesto en una de las reivindicaciones precedentes, en donde el anillo del cuello (16) incluye una porción (114) recibida en el brazo (14) del anillo del cuello y una porción que se extiende fuera del brazo del anillo 55
del cuello, y el mencionado conducto de aire que se forma al menos en parte en cada una de las mencionadas porciones del anillo del cuello.
13. El dispositivo expuesto en la reivindicación 2, el cual incluye también una válvula de amortiguación (30) adaptada para controlar el flujo del aire de refrigeración desde la mencionada caja de las secciones (20) a la mencionada cámara de aire (48). 5
14. El dispositivo expuesto en la reivindicación 13, en donde la mencionada válvula de amortiguación (30) incluye una salida y siendo ajustable para variar el área de flujo de la salida.
15. El dispositivo expuesto en la reivindicación 13 ó 14 en donde la válvula de amortiguación (30) está soportada por la cámara de aire (48) y siendo ajustable axialmente con respecto a la caja de secciones (20).
16. Un método de enfriamiento de un anillo del cuello (16) soportado por un brazo (14) del anillo del cuello en una 10 máquina (10) de formación de cristalería, que incluye una caja de secciones (20) que proporciona un suministro de aire de refrigeración y un cilindro (76) de pistón que tiene un eje, incluyendo las etapas de:
proporcionar una cámara de aire (48) que tiene una cavidad interna (86) que define un recorrido del flujo que se extiende radialmente hacia el mencionado eje y axialmente hacia una salida, proporcionando un conducto de aire (115, 116) adyacente al mencionado anillo del cuello, en donde el conducto de aire está 15 alineado con la salida de la cámara de aire, y
dirigir el aire de enfriamiento desde la mencionada caja de secciones (20) al mencionado conducto de aire, de forma que el mencionado aire de refrigeración fluya radialmente en la mencionada cámara de aire (48) hacia el mencionado eje y axialmente a la mencionada salida, y
caracterizado porque 20
el mencionado aire de refrigeración está dirigido axialmente desde la salida mencionada a través de un conjunto de aberturas orientadas axialmente (98) en una placa (92) de desgaste del pistón (92) hacia el mencionado conducto de aire para enfriar el anillo del cuello, en donde el mencionado conducto de aire (115, 116) está definido al menos en parte en el mencionado brazo (14) del anillo del cuello (14) de forma que la mencionada etapa de dirigir el aire de enfriamiento proporcione también aire de refrigeración. 25
17. El método de la reivindicación 16, la cual incluye también la etapa de proporcionar una válvula de amortiguación (30) entre la cada de secciones y la cámara de aire, en donde la mencionada válvula de amortiguación incluye una salida ajustable para controlar la velocidad del flujo del aire de enfriamiento hacia la cámara de aire.
18. El método de la reivindicación 16 ó 17 en donde la mencionada cámara de aire (48) es ajustable soportada sobre la mencionada caja de secciones (20), y que incluye también la etapa de ajustar la posición de la cámara de aire con 30 respecto a la caja de secciones.
19. El método de la reivindicación 18, la cual incluye también el suministro de una junta hermética en el recorrido del flujo entre la cámara de aire y la caja de secciones que mantiene una junta estanca a los fluidos del recorrido del flujo entre la caja de secciones y la cámara de aire en todas las posiciones de la cámara de aire.
Patentes similares o relacionadas:
 REFRIGERACION DE BOCA EN MAQUINAS DE VIDRIO PARA RECIPIENTES Y PROCEDIMIENTO PARA REFRIGERAR LA BOCA DE UN RECIPIENTE DE VIDRIO DURANTE EL PREMOLDEO EN UNA MAQUINA DE VIDRIO PARA RECIPIENTES, del 29 de Enero de 2010, de GERRESHEIMER GLAS GMBH: Dispositivo de refrigeración de boca en una máquina de vidrio para recipientes destinada a formar un recipiente de vidrio, que presenta al menos un premolde […]
REFRIGERACION DE BOCA EN MAQUINAS DE VIDRIO PARA RECIPIENTES Y PROCEDIMIENTO PARA REFRIGERAR LA BOCA DE UN RECIPIENTE DE VIDRIO DURANTE EL PREMOLDEO EN UNA MAQUINA DE VIDRIO PARA RECIPIENTES, del 29 de Enero de 2010, de GERRESHEIMER GLAS GMBH: Dispositivo de refrigeración de boca en una máquina de vidrio para recipientes destinada a formar un recipiente de vidrio, que presenta al menos un premolde […]
Disposición de refrigeración de moldes y bocas para una máquina moldeadora de vidrio, del 15 de Julio de 2020, de HEYE INTERNATIONAL GMBH: Disposición de refrigeración de moldes y bocas para una máquina moldeadora de vidrio con una caja de estación , con al menos un molde compuesto […]
 Método y sistema de control de temperatura del molde en bucle cerrado, del 25 de Septiembre de 2019, de EMHART GLASS S.A.: Un sistema de control del tiempo del ciclo de enfriamiento del molde en blanco para una máquina I. S. que tiene un ciclo de máquina, que comprende:
[…]
Método y sistema de control de temperatura del molde en bucle cerrado, del 25 de Septiembre de 2019, de EMHART GLASS S.A.: Un sistema de control del tiempo del ciclo de enfriamiento del molde en blanco para una máquina I. S. que tiene un ciclo de máquina, que comprende:
[…]
Mecanismo de cierre para la mitad del molde de una máquina I.S., del 29 de Mayo de 2019, de HEYE INTERNATIONAL GMBH: Mecanismo de cierre para los moldes de una máquina I.S., con dos portamoldes dispuestos de forma que pueden desplazare entre una posición de apertura […]
Filtro de partículas de máquina para conformar vidrio, unidad de émbolo, cabeza de soplado, soporte de cabeza de soplado y máquina para conformar vidrio adaptada a dicho filtro o que lo comprende, del 1 de Abril de 2019, de GERRESHEIMER GLAS GMBH: Un filtro (F) de partículas para una máquina para conformar vidrio que funciona según un proceso de soplado-soplado o según un proceso de […]
Disposición de placas de depósito, del 27 de Marzo de 2019, de HEYE INTERNATIONAL GMBH: Disposición de placas de depósito para una máquina de moldeo de vidrio con una placa de depósito que presenta varios huecos (16, 16', 16") dirigidos […]
Máquina de formación de vidrio, del 11 de Octubre de 2017, de NIHON YAMAMURA GLASS CO. LTD: Máquina de formación de vidrio que comprende: una pluralidad de moldes adaptados para formar unos productos de vidrio; unos mecanismos de enfriamiento adaptados […]
Procedimiento e instalación de fabricación de un artículo hueco de vidrio de poco espesor, del 16 de Agosto de 2017, de Pochet du Courval: Procedimiento de fabricación de un artículo hueco de vidrio que comporta al menos una pared lateral de poco espesor, procedimiento en el que: - se introduce […]