Recocido de banda metálica laminada en frío.
Método para recocer bandas de aluminio laminadas en frío, en el que una banda (3) de aluminio laminada en frío es transportada continuamente a lo largo de un trayecto de transporte en el que hay situada una rampa (1) de quemadores de Impacto de Llama Directa (DFI),
para calentar la banda, en el que dicha rampa (1) está situada perpendicular, o sustancialmente perpendicular, a la dirección de movimiento de la banda (3), en el que los quemadores de DFI (1) están situados mutuamente de tal manera que la anchura total de la banda (3) es calentada a la misma, o sustancialmente a la misma, temperatura, caracterizado por que la banda tiene un grosor de entre 0,5 mm y un espesor máximo al que las bandas pueden ser enrolladas, por que la velocidad de la banda (3) que pasa por dicha rampa y la potencia de calentamiento de dichos quemadores (1) están adaptadas para tratar térmicamente la banda (3) de tal manera que el recocido de la banda es llevado a cabo sin causar daños superficiales y por que la banda tratada térmicamente es enrollada a una bobina (5).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09170698.
Solicitante: LINDE AG.
Nacionalidad solicitante: Alemania.
Dirección: KLOSTERHOFSTRASSE 1 80331 MUNCHEN ALEMANIA.
Inventor/es: RANGMARK, LENNART, GRIPENBERG, HENRIK, RITZEN,OLA, Wiberg,Sören, LODIN,JOHANNES.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- C21D1/26 QUIMICA; METALURGIA. › C21 METALURGIA DEL HIERRO. › C21D MODIFICACION DE LA ESTRUCTURA FISICA DE LOS METALES FERROSOS; DISPOSITIVOS GENERALES PARA EL TRATAMIENTO TERMICO DE METALES O ALEACIONES FERROSOS O NO FERROSOS; PROCESOS DE MALEABILIZACION, p.ej. POR DESCARBURACION O REVENIDO (cementación por procesos de difusión C23C; tratamiento de la superficie de materiales metálicos utilizando al menos un proceso cubierto por la clase C23 y al menos un proceso cubierto por la presente subclase, C23F 17/00; solidificación unidireccional de materiales eutécticos o separación unidireccional de materiales eutectoides C30B). › C21D 1/00 Métodos o dispositivos generales para tratamientos térmicos, p. ej. recocido, endurecido, temple o revenido. › Métodos de recocido.
- C21D1/52 C21D 1/00 […] › con llamas.
- C21D11/00 C21D […] › Control o regulación del proceso durante los tratamientos térmicos.
- C21D9/56 C21D […] › C21D 9/00 Tratamiento térmico, p. ej. recocido, endurecido, revenido, temple, adaptado para artículos particulares; Sus hornos. › Hornos continuos para bandas o alambres.
- C22F1/04 C […] › C22 METALURGIA; ALEACIONES FERROSAS O NO FERROSAS; TRATAMIENTO DE ALEACIONES O METALES NO FERROSOS. › C22F MODIFICACION DE LA ESTRUCTURA FISICA DE METALES O ALEACIONES NO FERROSOS (procesos específicos para el tratamiento térmico de aleaciones ferrosas o aceros y dispositivos para el tratamiento térmico de metales o aleaciones C21D). › C22F 1/00 Modificación de la estructura física de metales o aleaciones no ferrosos por tratamiento térmico o por trabajo en caliente o en frío. › de aluminio o aleaciones basadas en él.
- F27B9/36 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F27 HORNOS; APARATOS DE DESTILACIÓN. › F27B HORNOS, ESTUFAS, HOGARES O RETORTAS DE DESTILACION, EN GENERAL; APARATOS DE SINTERIZACION A CIELO ABIERTO O APARATOS SIMILARES (aparatos de combustión F23; calefacción eléctrica H05B). › F27B 9/00 Hornos en los cuales la carga se desplaza mecánicamente, p. ej. de tipo túnel (F27B 7/14 tiene prioridad ); Hornos similares en los cuales la carga se desplaza por gravedad. › Disposición de los dispositivos de calentamiento.
PDF original: ES-2535145_T3.pdf
Fragmento de la descripción:
Recocido de banda metálica laminada en frío El presente invento se refiere al campo del recocido de bandas de aluminio.
Es el estado de la técnica recocer bandas de aluminio laminadas en frío a 250-500º C. El propósito es recuperar o restaurar la buena conformabilidad o maleabilidad.
Los mecanismos son la eliminación de apilamientos de dislocación (recocido parcial) y la recristalización (recocido) .
El proceso de recristalización depende, entre otras cosas, del tiempo y de la temperatura. Por ejemplo, a 500º C la recristalización tarda unos pocos segundos, a 380º C unos pocos minutos y a 280º C una pocas horas. Otros factores son la composición de la aleación y la cantidad de trabajo en frío antes del recocido.
El recocido parcial tiene lugar a 200-300º C durante períodos de tiempo prolongados de hasta 15 horas.
Para bobinas de bandas de aluminio se utiliza normalmente un horno de caja inferior de carro. El horno es o bien calentado por elementos eléctricos o bien por elementos calentados con combustible. Para una buena convección y homogeneidad de temperatura en el horno se utilizan ventiladores potentes para hacer circular la atmósfera del horno. El horno de caja inferior de carro representa una inversión significativa.
La técnica de Impacto de Llama Directa (DFI) , en la que múltiples llamas del quemador de combustible oxigenado golpean directamente y calientan una banda de acero en movimiento es una tecnología desarrollada y patentada previamente. Los quemadores DFI son normalmente alimentados con combustible y un oxidante que tiene un alto contenido de oxígeno. Es preferible utilizar un oxidante que tenga al menos el 80% en peso de oxígeno. Utilizar quemadores DFI proporciona una elevada transferencia de calor desde la llama a la banda de acero y así una velocidad de calentamiento muy elevada.
El documento WO 2007/075138 muestra un método que utiliza al menos una rampa provista con quemadores DFI para calentar una banda de metal.
El documento DE 10 2008 010 062 muestra un método para el tratamiento no laminado y térmico de acero, en el que, entre otras cosas, existen sensores para regular la velocidad de la banda.
Sin embargo, cuando los quemadores DFI son alimentados con un oxidante con un alto contenido de oxígeno, proporcionan una potencia de salida muy elevada y una temperatura de llamada elevada, tal como de 2500º C.
A pesar de este hecho se ha encontrado sorprendentemente que es posible calentar una banda de aluminio muy rápidamente a una temperatura deseada sin sufrir daños superficiales tales como la fusión local en la superficie de la banda. El aluminio tiene un punto de fusión de aproximadamente 660º C.
Existe un problema con el recocido de acuerdo con la técnica anterior. El recocido de la bobina de la técnica anterior es un proceso lento. Está caracterizado por un calentamiento ineficiente y una conductividad térmica baja entre las capas de la banda de aluminio dentro de la bobina. Esto conduce a largos tiempos de proceso, baja productividad y consumos de energía elevados.
Un segundo problema es el riesgo de explosiones de los lubricantes evaporados de la superficie del material enrollado en la bobina que se inflama con aire dentro del horno.
Un tercer problema son las decoloraciones sobre la superficie de la banda debidas a reacciones entre el lubricante de la laminación, el metal y la atmósfera.
Un cuarto problema es que un largo tiempo de proceso puede causar un crecimiento de la capa de óxido sobre la superficie de la banda conduciendo a propiedades de soldadura reducidas y a otros efectos negativos.
Un quinto problema es que surgen gradientes de temperatura dentro de la bobina durante el tratamiento térmico. En el recocido parcial de las bobinas existe un riesgo de que las capas exteriores de la bobina sean tratadas con calor en un perfil de tiempo-temperatura diferente que las capas interiores y esto podría conducir a variaciones en las propiedades mecánicas.
El presente invento resuelve todos los problemas mencionados anteriormente.
Así el presente invento se refiere a un método para el recocido de bandas de aluminio laminadas en frío, en el que la banda de aluminio laminada en frío es transportada continuamente a lo largo de un trayecto de transporte en el que está situada una rampa de quemadores de Impacto de Llama Directa (DFI) , para calentar la banda, en el que dicha rampa está situada perpendicular, o sustancialmente perpendicular, a la dirección de movimiento de la banda, en el que los quemadores DFI están situados mutuamente de tal manera que la anchura total de la banda es calentada a la misma, o 2 5
sustancialmente a la misma, temperatura, y está caracterizado por que la banda tiene un grosor de entre 0, 5 mm y un grosor máximo al que las bandas pueden ser enrolladas, por que la velocidad de la banda que pasa por dicha rampa y la potencia de calentamiento de dichos quemadores están adaptadas para tratar térmicamente la banda de tal manera que el recocido de la banda es llevado a cabo sin causar daños superficiales y por que la banda tratada térmicamente es enrollada en una bobina.
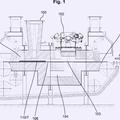
El presente invento se ha descrito con más detalle a continuación, parcialmente en conexión con realizaciones ejemplares ilustradas en los dibujos adjuntos, en los que La fig. 1 ilustra una primera realización del presente invento La fig. 2 ilustra una segunda realización del presente invento La fig. 3 ilustra una tercera realización del presente invento La fig. 4 ilustra una cuarta realización del presente invento La fig. 5 ilustra una quinta realización del presente invento La fig. 6 ilustra una sexta realización del presente invento La fig. 1 ilustra una primera realización del presente método para recocer bandas 3 de aluminio laminadas en frío.
De acuerdo con el invento una banda 3 de aluminio laminada en frío es transportada de forma continua a lo largo de un trayecto de transporte en el que está situada una rampa 1 de quemadores de Impacto de Llama Directa (DFI) , para calentar la banda. De acuerdo con esta realización la banda de aluminio laminada en frío se desenrolla desde una bobina 4. Dicha rampa 1 está situada de forma perpendicular, o sustancialmente perpendicular, a la dirección de movimiento de la banda 3. Además, los quemadores DFI está situados mutuamente de tal manera que la anchura total de la banda es calentada a la misma, o sustancialmente a la misma, temperatura. La velocidad de la banda 3 que pasa por dicha rampa 1 y la potencia de calentamiento de dichos quemadores están adaptadas para tratar térmicamente la banda 3 de tal manera que el recocido de la banda es llevado a cabo y porque la banda tratada térmicamente es enrollada en una bobina 5.
De acuerdo con una realización del invento, la velocidad de la banda 3 que pasa por la citada rampa 1 y la potencia de calentamiento de dichos quemadores están adaptadas para tratar térmicamente la banda 3 de tal manera que la recristalización de la banda es llevada a cabo.
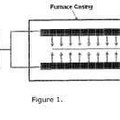
De acuerdo con otra realización hay al menos una rampa 1 por encima y al menos una rampa 1 por debajo de dicho trayecto de transporte de dicha banda 3.
Se han llevado a cabo experimentos con una banda de aluminio laminada en frío y enrollada que tiene un grosor de material de 1 mm. La banda fue hecha pasar por una rampa de quemadores DFI situada por encima de la banda y una rampa de quemadores situada por debajo de la banda. Cada rampa de quemadores tenía cuatro quemadores. La potencia total generada por los quemadores era de 200 KW. A una velocidad de la banda pasando por los quemadores de 24 m/s, la temperatura de la banda resultó de 400º C. A una velocidad de 30 m/s la temperatura obtenida fue de 365º
C. No se observaron daños superficiales.
Se ha considerado que el presente invento se ha utilizado preferiblemente para bandas que tienen un grosor de entre 0, 5 mm a un grosor máximo al que la banda puede ser enrollada.
De acuerdo con una realización preferida del invento hay dos o más rampas sucesivas 1 de quemadores DFI situadas una tras otra a lo largo del trayecto de transporte.
Se prefiere que la rampa o rampas 1 estén situadas en un horno. Sin embargo, en algunas aplicaciones la rampa o rampas pueden estar montadas en un bastidor sin un alojamiento circundante.
De acuerdo con una segunda realización del invento una banda 3 de aluminio laminada en frío es conducida directamente desde un puesto de laminación 6 a dicho trayecto de transporte, véase por favor la fig. 2. De acuerdo con esta realización una pared de seguridad 7 está situada entre el horno DFI 2 y el puesto de laminación debido a que los lubricantes... [Seguir leyendo]
Reivindicaciones:
1. Método para recocer bandas de aluminio laminadas en frío, en el que una banda (3) de aluminio laminada en frío es transportada continuamente a lo largo de un trayecto de transporte en el que hay situada una rampa (1) de quemadores de Impacto de Llama Directa (DFI) , para calentar la banda, en el que dicha rampa (1) está situada perpendicular, o 5 sustancialmente perpendicular, a la dirección de movimiento de la banda (3) , en el que los quemadores de DFI (1) están situados mutuamente de tal manera que la anchura total de la banda (3) es calentada a la misma, o sustancialmente a la misma, temperatura, caracterizado por que la banda tiene un grosor de entre 0, 5 mm y un espesor máximo al que las bandas pueden ser enrolladas, por que la velocidad de la banda (3) que pasa por dicha rampa y la potencia de calentamiento de dichos quemadores (1) están adaptadas para tratar térmicamente la banda (3) de tal manera que el recocido de la banda es llevado a cabo sin causar daños superficiales y por que la banda tratada térmicamente es enrollada a una bobina (5) .
2. Método según la reivindicación 1, caracterizado por que hay al menos una rampa por encima y al menos una rampa por debajo de dicho trayecto de transporte de dicha banda (3) .
3. Método según la reivindicación 1 ó 2, caracterizado por que hay dos o más rampas sucesivas de quemadores (1) de 15 DFI.
4. Método según la reivindicación 1, 2 ó 3, caracterizado por que la rampa o rampas están situadas en un horno (2) .
5. Método según la reivindicación 1, 2, 3 ó 4, caracterizado por que una bobina (4) fría de una banda de aluminio es desenrollada y por que la banda (3) desenrollada es tratada térmicamente.
6. Método según la reivindicación 1, 2, 3, ó 4, caracterizado por que una banda (3) de aluminio laminada en frío es 20 conducida directamente desde un puesto de laminación (6) a dicho trayecto de transporte.
7. Método según la reivindicación 1, 2, 3, 4, 5 ó 6, caracterizado por que una banda (5) tratada térmicamente y enrollada es situada en un horno de homogeneización (8) para un recocido parcial, es decir, para eliminación de dislocaciones.
Patentes similares o relacionadas:
Procedimiento de fabricación de piezas de acero revestidas y endurecidas por presión, y chapas prerrevestidas que permiten la fabricación de estas piezas, del 1 de Abril de 2020, de Arcelormittal: Chapa laminada en frío y recocida, de grosor comprendido entre 0,5 y 2,6 mm, prerrevestida para la fabricación de piezas endurecidas por templado en prensa, compuesta […]
Horno industrial y proceso de control de la combustión interior, del 10 de Abril de 2019, de TENOVA S.P.A.: Horno industrial que puede utilizarse, por ejemplo, para el tratamiento de productos semiacabados y siderúrgicos, metales y materiales inorgánicos, que comprenden: […]
Chapa de acero de alta formabilidad, superresistente, galvanizada en caliente, y método de elaboración de la misma, del 22 de Febrero de 2019, de BAOSHAN IRON & STEEL CO., LTD: Chapa de acero de alta formabilidad, de resistencia superalta, galvanizada en caliente, que consiste en los siguientes componentes químicos, basándose en […]
Horno de recalentamiento de productos siderúrgicos como barras y desbastes, del 16 de Enero de 2019, de FIVES STEIN: Procedimiento de funcionamiento de un horno de recalentamiento de productos siderúrgicos que comprende paredes longitudinales provistas de quemadores […]
 Método y dispositivo de tratamiento de productos metálicos continuos o discretos, del 2 de Febrero de 2016, de LINDE AG: Método para calentar un producto metálico alargado continuo , tal como una banda o una varilla, así como alternativamente una chapa discreta, […]
Método y dispositivo de tratamiento de productos metálicos continuos o discretos, del 2 de Febrero de 2016, de LINDE AG: Método para calentar un producto metálico alargado continuo , tal como una banda o una varilla, así como alternativamente una chapa discreta, […]
Procedimiento para el temple de guarniciones en dientes de sierra y de todo acero, del 23 de Octubre de 2013, de GRAF + CIE AG: Procedimiento para la obtencion de guarniciones endientes de sierra y de todo acero para el tratamiento de fibrastextiles, particularmente en el marco […]
 Método para galvanizar una banda de acero en una línea de galvanización en caliente de templado continuo, del 18 de Octubre de 2013, de Tata Steel UK Limited: Método de galvanización de una banda de acero en una línea de galvanización en caliente de templadocontinuo que comprende una sección de horno de encendido directo o […]
Método para galvanizar una banda de acero en una línea de galvanización en caliente de templado continuo, del 18 de Octubre de 2013, de Tata Steel UK Limited: Método de galvanización de una banda de acero en una línea de galvanización en caliente de templadocontinuo que comprende una sección de horno de encendido directo o […]
PROCEDIMIENTO PARA EL TRATAMIENTO TÉRMICO DE BANDAS DE ACERO, del 24 de Noviembre de 2011, de LINDE AG: Procedimiento para el tratamiento térmico de productos de acero , en particular de bandas o chapas de acero, en el que el producto , en […]