Recipiente, método y aparato para envasar productos.
Método que comprende desplazar a lo largo de una dirección (F) de desplazamiento material (100) laminartermoformable,
deformar dicho material laminar (100) para realizar al menos una cavidad (51) de un recipiente (50)dotada de medios (52, 53, 54) de pared, llenar dicha cavidad (51) con un producto (80), cerrar dicha cavidad (51)con un material (200) laminar adicional, después de realizar dicho cierre, deformar una parte deseada (52) de dichosmedios (52, 53, 54) de pared para variar el volumen interno de dicha cavidad (51), en el que dicha deformacióncomprende doblar dicha parte deseada (52) de dichos medios (52, 53, 54) de pared de una configuración inicial (E),en la que dicha parte (52) está curvada hacia fuera de dicha cavidad (51), a una configuración final (G), en la quedicha parte (52) está curvada hacia dentro de dicha cavidad (51), en el que dicho cierre comprende superponerdicho material (200) laminar adicional en dicho material laminar (100) y unir dichos materiales laminares (100, 200)en una parte (55) de borde de dicha cavidad (51), comprendiendo dicho método, después de dicha unión, cortardicha al menos una cavidad (51) de dicho recipiente (50) separando la cavidad (51) de dicho material laminar (100) yde dicho material (200) laminar adicional, en el que dicho corte comprende cortar dicho material laminar (100) ydicho material (200) laminar adicional a lo largo de dicha parte (55) de borde de dicho al menos un recipiente (50),caracterizándose dicho método por el hecho de que comprende, después de dicho corte, girar dicho al menos unrecipiente (50) para disponer dicha parte deseada (52) de dichos medios (52, 53, 54) de pared para su deformaciónlibre de dicha configuración inicial (E) a dicha configuración final (G).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2008/001989.
Solicitante: SARONG S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA C. COLOMBO 18 42046 REGGIOLO ITALIA.
Inventor/es: BARTOLI, ANDREA, BARTOLI,ALBERTO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B47/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 47/00 Aparatos o dispositivos para formar bolsas o recipientes en o a partir de hojas, bandas o tiras, que tienen esencialmente una matriz en la que el material es comprimido o una matriz de plegado a través de la cual se desplaza el material. › con medios para calentar el material antes de la formación.
- B65B61/24 B65B […] › B65B 61/00 Dispositivos accesorios diversos que operan sobre hojas, cintas, bandas, ataduras, receptáculos o paquetes, no previstos en otro lugar. › para dar forma o reformar los paquetes acabados.
- B65B9/04 B65B […] › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › teniendo una o las dos bandas bolsos para recibir los objetos o cantidades de materiales.
- B65D79/00 B65 […] › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › Clases o tipos de paquetes o partes constitutivas no previstos en otro lugar.
PDF original: ES-2410560_T3.pdf
Fragmento de la descripción:
Recipiente, método y aparato para envasar productos La presente invención se refiere a recipientes, métodos y aparatos para envasar productos, de forma específica, se refiere a un aparato y un método para termoformar, llenar en caliente con un producto y cerrar herméticamente recipientes obtenidos a partir de material laminar mediante un proceso de deformación en caliente.
Son conocidos recipientes termoformados para productos, por ejemplo, para productos alimentarios, que comprenden una carcasa o cavidad en la que se dispone un producto y una lámina o película que se conecta a lo largo de un borde periférico superior de la carcasa, por soldadura, para cerrar el recipiente herméticamente.
En el envasado de productos alimentarios que no son líquidos, fluidos o semisólidos, por ejemplo, bebidas, zumos y similares, para asegurar la higiene y propiedades asépticas del proceso, en el caso de llenado en frío de los recipientes con el producto, es necesario realizar una esterilización preventiva del material a termoformar y/o del recipiente termoformado y de la película de cierre antes del llenado mencionado anteriormente. Con este objetivo, los materiales deben ser adecuados para un tratamiento de esterilización, que se lleva a cabo de forma general usando peróxido de hidrógeno líquido como agente esterilizador.
No obstante, estos procesos de esterilización son complejos y costosos de conseguir e incorporar en la producción del recipiente y el proceso de llenado. Además, permanecen restos de agente esterilizador en los materiales esterilizados que pueden determinar variaciones en el aspecto y en el acabado superficial de los recipientes.
Son conocidos procesos de envasado en los que se asegura un alto grado de higiene y propiedades asépticas mediante llenado en caliente de los recipientes con el producto a envasar. El producto a envasar es esterilizado de manera preventiva a una temperatura elevada, de forma típica, 70-80 ºC, y se mantiene a esta temperatura incluso durante el llenado de los recipientes, que se cierran a continuación herméticamente.
De hecho, la elevada temperatura del producto permite purificar el recipiente, extraer el aire del recipiente (que está en vacío cuando se ha producido el enfriamiento) y transmitir estabilidad al producto, desactivando enzimas y microorganismos.
No obstante, para conseguir el llenado en caliente de un producto alimentario, es necesario usar recipientes rígidos adecuados, que sean capaces de soportar el cambio térmico y las tensiones mecánicas posteriores.
En el caso de recipientes obtenidos por termoformación de material laminar hecho de plástico, es necesario usar un material que tiene una resistencia térmica adecuada y un espesor suficientemente grande para evitar que, durante la etapa de enfriamiento, el recipiente se deforme o incluso implosione debido al vacío que se crea en el interior del recipiente. No obstante, tales materiales son muy costosos.
Otro inconveniente de estos recipientes consiste en el hecho de que el proceso de termoformación para termoformar estos materiales laminares es más complejo y costoso.
US 2736656 describe un método para fabricar y llenar envases de alimentos en raciones individuales. Una tira de material termoplástico queda sometida a la acción del calor, de la presión y de unas matrices de conformación adecuadas para conformar una sucesión de vasos con paredes laterales, paredes inferiores y un borde de material de tira no deformado. Los vasos se llenan con un producto y una cubierta de material plástico elástico queda precintada en la tira de borde que rodea los vasos individuales. Los envases de vaso conformados de este modo se cortan y separan de la tira y quedan listos para su uso. La cubierta y la pared inferior del vaso son deformables para permitir la contracción del aire en el interior del vaso (es decir, cuando el producto de llenado caliente se enfría) o para permitir la expansión del aire en el interior del vaso (es decir, cuando la presión del aire exterior disminuye) .
WO 93/24391 describe un recipiente que comprende una pared lateral, una base y medios de precintado del recipiente. La base incluye un anillo de apoyo, estando adaptado el recipiente para apoyarse en el mismo, y una parte de diafragma que se extiende desde el borde interior del anillo de apoyo, formando por lo tanto una parte central de la base del recipiente. La parte de diafragma está adaptada para deformarse axialmente doblándose hacia dentro o hacia fuera, preferiblemente, hacia la pared lateral, a efectos de adaptarse a los cambios de presión en el recipiente, siendo la parte del diafragma adyacente al borde interior del anillo de apoyo y que se extiende desde el mismo sustancialmente continua.
Un objetivo de la presente invención consiste en mejorar los aparatos y métodos de producción de recipientes por conformación de material laminar conocidos.
Otro objetivo consiste en dar a conocer un aparato y un método para conformar, llenar en caliente y cerrar recipientes obtenidos a partir de cualquier material laminar de uso alimentario y que es adecuado para ser termoformado.
Otro objetivo consiste en mejorar los recipientes conocidos, especialmente en mejorar la resistencia mecánica de los
recipientes y en disminuir los costes de fabricación de los recipientes.
Otro objetivo adicional consiste en producir recipientes que son adecuados para el llenado en caliente y que aseguran un alto grado de protección del producto contenido. En un primer aspecto de la invención, se da a conocer un método según la reivindicación 1. En un segundo aspecto de la invención, se da a conocer un aparato según la reivindicación 3. Es posible mejorar la comprensión y la implementación de la invención haciendo referencia a los dibujos adjuntos,
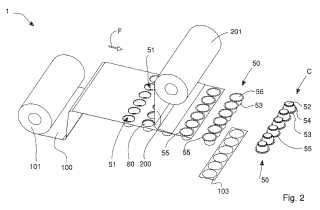
que muestran algunas realizaciones de la misma a título de ejemplo no limitativo, y en los que: la Figura 1A es una vista frontal esquemática de un aparato para producir recipientes según la invención; la Figura 1B es una vista en perspectiva esquemática del aparato de la Figura 1A; la Figura 2 es una vista en perspectiva esquemática de un material laminar termoformable sometido a una pluralidad
de etapas funcionales del método para producir recipientes de la invención;
las Figuras 3A, 3B son, respectivamente, unas vistas frontal y en perspectiva de un recipiente obtenido por termoformación del material laminar de la Figura 2; la Figura 4 es una sección según el plano IV-IV de la Figura 2A, en la que el recipiente se llena con un producto; las Figuras 5A, 5B son secciones del recipiente de la Figura 4 cerrado por un material laminar adicional de manera
parcial y completa, respectivamente;
la Figura 6 es una vista ampliada de un detalle del recipiente de la Figura 5, que muestra partes de pared de dicho recipiente; las Figuras 7A, 7B son, respectivamente, unas vistas frontal y en perspectiva del recipiente cerrado de la Figura 6
volteado y con una pared inferior orientada hacia arriba, en una configuración curvada hacia fuera inicial; la Figura 8 es un sección según el plano VIII-VIII de la Figura 7A; la Figura 9 es una sección del recipiente de la Figura 7A, en la que la pared inferior está en una configuración
curvada hacia dentro final;
la Figura 10 es una vista ampliada de un detalle del recipiente de la Figura 9 que muestra partes de pared de dicho recipiente; la Figura 11 es una versión del recipiente de la Figura 10. Haciendo referencia a las Figuras 1A y 1B, se muestra un aparato 1 para producir y llenar a continuación con un
producto 80 recipientes 50 obtenidos por termoformación de un material laminar 100, por ejemplo, material hecho de
plástico. El material laminar 100, desenrollado desde una bobina 101, se desplaza, por ejemplo, de manera indexada, mediante unos medios 19 de desplazamiento, a lo largo de una dirección F de desplazamiento, a través de una pluralidad de estaciones funcionales indicadas a continuación:
- una estación 7 de calentamiento en la que unos medios 8 de calentamiento calientan el material laminar 100 hasta una temperatura cercana a la temperatura de ablandamiento;
- una estación 2 de conformación en la que unos medios 3 de conformación deforman partes del material laminar 100 que definen cavidades 51;
- una estación 4 de llenado en la que las cavidades 51 reciben un producto 80 a envasar;
- una estación 5 de cierre en la que un material 200 laminar adicional se superpone en dicho material laminar 100 y se fija al mismo para cerrar las cavidades 51;
- una estación 11 de corte en la que unos medios 12 de corte separan del material laminar... [Seguir leyendo]
Reivindicaciones:
1. Método que comprende desplazar a lo largo de una dirección (F) de desplazamiento material (100) laminar termoformable, deformar dicho material laminar (100) para realizar al menos una cavidad (51) de un recipiente (50) dotada de medios (52, 53, 54) de pared, llenar dicha cavidad (51) con un producto (80) , cerrar dicha cavidad (51) con un material (200) laminar adicional, después de realizar dicho cierre, deformar una parte deseada (52) de dichos medios (52, 53, 54) de pared para variar el volumen interno de dicha cavidad (51) , en el que dicha deformación comprende doblar dicha parte deseada (52) de dichos medios (52, 53, 54) de pared de una configuración inicial (E) , en la que dicha parte (52) está curvada hacia fuera de dicha cavidad (51) , a una configuración final (G) , en la que dicha parte (52) está curvada hacia dentro de dicha cavidad (51) , en el que dicho cierre comprende superponer dicho material (200) laminar adicional en dicho material laminar (100) y unir dichos materiales laminares (100, 200) en una parte (55) de borde de dicha cavidad (51) , comprendiendo dicho método, después de dicha unión, cortar dicha al menos una cavidad (51) de dicho recipiente (50) separando la cavidad (51) de dicho material laminar (100) y de dicho material (200) laminar adicional, en el que dicho corte comprende cortar dicho material laminar (100) y dicho material (200) laminar adicional a lo largo de dicha parte (55) de borde de dicho al menos un recipiente (50) , caracterizándose dicho método por el hecho de que comprende, después de dicho corte, girar dicho al menos un recipiente (50) para disponer dicha parte deseada (52) de dichos medios (52, 53, 54) de pared para su deformación libre de dicha configuración inicial (E) a dicha configuración final (G) .
2. Método según la reivindicación 1, en el que dicha deformación de dicho material laminar (100) comprende conformar dicha parte deseada (52) con un espesor inferior al espesor de una parte restante (53, 54) de dichos medios (52, 53, 54) de pared, de forma específica, en el que dicha conformación de dicha parte deseada (52) comprende conformar al menos una pared inferior (52) de dichos medios (52, 53, 54) de pared.
3. Aparato que comprende medios para desplazar a lo largo de una dirección (F) de desplazamiento un material
(100) laminar termoformable a través de una estación (2) de conformación de dicha lámina (100) , en la que están dispuestos medios (3) de conformación dispuestos para deformar partes de dicho material laminar (100) para realizar al menos una cavidad (51) de un recipiente (50) , una estación (4) de llenado, en la que dicha al menos una cavidad (51) se llena con un producto (80) , una estación (5) de cierre para superponer y fijar un material (200) laminar adicional en dicho material laminar (100) a efectos de cerrar dicha al menos una cavidad (51) , estando dispuestos dichos medios (3) de conformación para realizar en medios (52, 53, 54) de pared de dicha al menos una cavidad (51) una parte deseada (52) que es deformable para variar un volumen interno de dicha cavidad cerrada (51) , comprendiendo dicho aparato una estación de corte (11) situada corriente abajo con respecto a dicha estación
(5) de cierre y en la que dichos recipientes (50) se separan de dichos materiales laminares (100, 200) , caracterizándose dicho aparato por el hecho de que comprende una estación (13) de volteo, situada corriente abajo con respecto a dicha estación (11) de corte, en la que cada recipiente (50) gira para disponer dicha parte deformable
(52) de dichos medios (52, 53, 54) de pared para su deformación libre.
4. Aparato según la reivindicación 3, en el que dichos medios (3) de conformación están dispuestos para conformar dicha parte deformable (52) con un espesor inferior al espesor de una parte restante (53, 54) de dichos medios (52, 53, 54) de pared, y/o en el que dichos medios (3) de conformación están dispuestos para conformar dicha parte deformable de modo que comprenda al menos una pared inferior (52) de dichos medios (52, 53, 54) de pared, y/o en el que dichos medios (3) de conformación están dispuestos para deformar una pluralidad de cavidades (51) de recipientes (50) respectivos, y/o en el que dicha estación (5) de cierre comprende medios (9) de introducción para extender dicho material (200) laminar adicional y superponer el material (200) laminar adicional en dicho material laminar (100) y medios (10) de unión situados corriente abajo con respecto a dichos medios (9) de introducción y dispuestos para unir entre sí dicho material laminar (100) y dicho material (200) laminar adicional a lo largo de partes (55) de borde de dichas cavidades (51) .
5. Aparato según la reivindicación 3, en el que dicha estación (11) de corte comprende medios (12) de corte dispuestos para cortar dicho material laminar (100) y dicho material (200) laminar adicional a lo largo de partes (55) de borde de cada recipiente (50) .
Patentes similares o relacionadas:
Procedimiento de fabricación de cápsula, del 22 de Abril de 2020, de Melchior Material and Life Science: Procedimiento de fabricación de cápsula, caracterizado por que comprende las etapas siguientes: a) una etapa de preparación que comprende la preparación de un primer […]
Máquina de envasado por embutición profunda, del 15 de Abril de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda que comprende: una estación de conformado con una herramienta conformadora para formar concavidades en una […]
Máquina de envasado por embutición profunda, del 15 de Abril de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda que comprende: una estación de conformado con una herramienta conformadora para formar concavidades en […]
Útil de moldeo con coquilla de molde dividida, del 15 de Abril de 2020, de GEA Food Solutions Germany GmbH (100.0%): Útil de embutición profunda para una máquina envasadora destinada a fabricar un cuenco de envasado por embutición profunda de una banda de película , […]
Control de etiquetado de peso para envases, del 1 de Abril de 2020, de MULTIVAC Marking & Inspection GmbH & Co. KG: Instalación de envasado , que comprende una estación de sellado para el envasado de un producto con al menos una hoja continua , en donde […]
Máquina de envasado por embutición profunda y procedimiento para moldear una banda de lámina en elementos de cartón, del 11 de Marzo de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda con una estación de moldeo , que comprende al menos una pieza inferior de herramienta de moldeo , […]
Máquina cerradora de bandejas, del 1 de Enero de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina cerradora de bandejas con una estación de sellado , que comprende una parte superior de herramienta , un marco de apriete […]
Reducción del volumen de la cámara por adaptación de la profundidad de embutición en la estación de sellado por medio de una junta inflable, del 1 de Enero de 2020, de GEA Food Solutions Germany GmbH (100.0%): Máquina de envasado con una estación de sellado y/o un dispositivo de corte , con la que se producen envases para productos a envasar, presentando […]