RECIPIENTE DE SOLDADURA POR CHORRO.
Depósito para soldadura por ola que comprende un cuerpo de depósito de soldadura (1) para alojar pasta de soldadura fundida,
una cámara de alimentación de soldadura (2) dispuesta en el interior del cuerpo de depósito de soldadura y que presenta una entrada (3) dispuesta debajo del nivel de la pasta de soldadura fundida y una salida (4) dispuesta por encima del nivel de la pasta de soldadura fundida en el cuerpo de depósito de soldadura, caracterizado porque en la entrada está dispuesta una bomba tipo tornillo de varias palas (5) provista de cuatro o más palas helicoidales (21) para extraer pasta de soldadura fundida en la cámara de alimentación de soldadura a través de la entrada y descargar dicha pasta de soldadura fundida a través de la salida
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2004/014936.
Solicitante: SENJU METAL INDUSTRY CO. LTD..
Nacionalidad solicitante: Japón.
Dirección: 23 SENJU-HASHIDO-CHO ADACHI-KU,TOKYO, 120-8555.
Inventor/es: TAKAGUCHI,AKIRA, SATO,ISSAKU, HASHIMOTO,NOBORU, OKAMURA,JUNICHI.
Fecha de Publicación: .
Fecha Concesión Europea: 19 de Mayo de 2010.
Clasificación Internacional de Patentes:
- B23K3/06D2
Clasificación PCT:
- B23K1/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 1/00 Soldadura sin fusión, p. ej. brazing, o desoldeo (B23K 3/00 tiene prioridad; caracterizadas únicamente por el uso de materiales o de un medio ambiente particular B23K 35/00; en la fabricación de circuitos impresos H05K 3/34). › Soldadura sin fusión por inmersión en un baño de metal fundido.
Clasificación antigua:
- B23K1/08 B23K 1/00 […] › Soldadura sin fusión por inmersión en un baño de metal fundido.
Fragmento de la descripción:
Recipiente de soldadura por chorro.
La presente invención se refiere a un depósito para soldadura por ola que presenta una bomba para alimentar pasta de soldadura fundida en el interior del depósito a una boquilla.
Antecedentes de la técnica
Un depósito para la soldadura por ola comprende una bomba sumergida dentro de la pasta de soldadura fundida en el depósito. Cuando se acciona la bomba, se aspira pasta de soldadura fundida en una entrada de la bomba y a continuación se descarga desde una boquilla que comunica con una salida de la bomba. Controlando de manera adecuada la bomba, la pasta de soldadura descargada por la boquilla puede conformarse en una ola a través de la cual pueden pasarse partes electrónicas para su soldadura.
La figura 1 es una vista en planta esquemática de un depósito para soldadura por ola convencional dado a conocer en la solicitud de patente japonesa no examinada, publicada 2003-136233. Tal como se muestra en esta figura, una cámara de alimentación de soldadura 94 que está dispuesta en un depósito de soldadura 90 comprende una carcasa 92 en la que está dispuesta una bomba centrífuga de varias palas 91 (tal como una bomba Sirocco). La cámara de alimentación de soldadura 94 comunica con una boquilla 93 desde la cual puede descargarse la pasta de soldadura fundida.
Con este aparato convencional, únicamente se abre aproximadamente un de la totalidad de la periferia de la carcasa 92 para que se descargue la pasta de soldadura fundida de la misma a la cámara de alimentación de soldadura 94. En el punto A de la figura 1, la pasta de soldadura fundida descargada desde la bomba 91 está desplazándose aproximadamente de manera tangencial con respecto a la bomba 91. El punto B está separado del punto A en aproximadamente de la distancia alrededor de la bomba 91. Existe una gran diferencia en la velocidad de descarga de la pasta de soldadura fundida entre la proximidad del punto A y la proximidad del punto B, y esta diferencia de velocidad puede producir ondulaciones no deseables en la pasta de soldadura que se descarga por la boquilla 93. Con el fin de minimizar las ondulaciones, se proporcionan generalmente unas placas enderezadoras de circulación (no representadas) en un conducto 94 que viene de la carcasa 92.
Por los documentos JP-A-62259665, JP-A-62168663, US-A-4700878 y WO-A-01/33923 son conocidos otros depósitos para soldadura por ola convencionales. Dichos documentos dan a conocer la utilización de una bomba tipo tornillo de pala única.
Exposición de la invención
En los últimos años, con el fin de aumentar la productividad, ha habido una demanda de incrementar la velocidad de las máquinas soldadoras por ola, para que presenten la capacidad de realizar soldadura por ola en una amplia variedad de piezas, y la capacidad de realizar soldadura por ola en piezas que en el pasado se habían considerado difíciles de soldar.
Los inventores actuales hallaron que pueden satisfacerse dichas demandas mejorando la estructura de un depósito de la soldadura.
Sin embargo, con la bomba anteriormente mencionada representada en la figura 1, la pasta de soldadura fundida se descarga de sólo aproximadamente de toda la periferia de la bomba, de manera que la eficacia de la bomba resulta pobre. Además, si se proporcionan placas de enderezado de circulación para reducir ondulaciones, las escorias oxidadas se adhieren a las placas y se agregan sobre dichas placas y se separan de las mismas. De este modo, la soldadura que se descarga por la boquilla se contamina. Además, es difícil suprimir las ondulaciones incluso con la disposición de placas de enderezado de circulación.
Por lo tanto, un objetivo de la presente invención consiste en proporcionar un depósito para soldadura por ola, que pueda suministrar pasta de soldadura fundida a una boquilla con buena eficacia, que pueda eliminar las ondulaciones en la pasta de soldadura descargada desde la boquilla, y que puede evitar que las escorias gruesas oxidadas se mezclen con la pasta de soldadura descargada por la boquilla.
Otro objetivo de la presente invención consiste en proporcionar un depósito de soldadura que pueda transportar más suavemente pasta de soldadura fundida a una cámara de alimentación de soldadura y que puede presurizar el interior de la cámara de alimentación de soldadura sin producción de turbulencias.
La presente invención proporciona un depósito para soldadura por ola que comprende un cuerpo de depósito de soldadura para alojar pasta de soldadura fundida y una cámara de alimentación de soldadura dispuesta en el interior del cuerpo de depósito de soldadura. La cámara de alimentación de soldadura presenta una entrada dispuesta debajo del nivel de pasta de soldadura fundida en el cuerpo de depósito de soldadura y una salida dispuesta por encima del nivel de pasta de soldadura fundida en el cuerpo de depósito de soldadura. En el cuerpo de depósito de soldadura, está dispuesta una bomba tipo tornillo de varias palas, de circulación axial con cuatro o varias palas helicoidales para arrastrar pasta de soldadura fundida a la cámara de alimentación de soldadura por la entrada y descargar la pasta de soldadura fundida por la salida.
En unas formas de realización preferidas, la bomba comprende un rotor que presenta un cubo giratorio y una pluralidad de palas helicoidales fijadas al cubo a intervalos iguales en la dirección circunferencial del cubo. Cada una de las palas solapa una pala adyacente de las palas cuando dichas palas se aprecian en la dirección del rotor. El cubo puede ser un cilindro o un eje sólido.
En un depósito para soldadura por ola según la presente invención, la bomba es una bomba de circulación axial, de manera que la pasta de soldadura no fluye radialmente hacia fuera de la bomba sino que es transportada en la dirección axial de la bomba. Debido a ello, la presión se aplica de manera eficaz y uniforme en el interior de la cámara de alimentación de soldadura. Si la rotación de la bomba hace que se envíe la pasta de soldadura directamente hacia abajo, es decir, hacia la superficie inferior del depósito, cuando la superficie inferior es horizontal, dicha pasta de soldadura se refleja y se eleva inmediatamente debajo de la bomba. Sin embargo, debido a que las palas helicoidales se solapan entre sí tal como se aprecia en la dirección axial del rotor, la soldadura no puede pasar en línea recta a través de la bomba, de manera que se evita que la soldadura se eleve hacia la bomba. Debido a ello, la presión en el interior de la cámara de alimentación de soldadura puede aumentarse uniformemente sin turbulencias.
Que cada una de las palas solape una pala adyacente de las palas cuando dichas palas se ven en la dirección axial del rotor implica que cuando, por ejemplo, el rotor de la bomba presenta cuatro palas helicoidales espaciadas entre sí alrededor del cubo en 90E, cada pala helicoidal forma una espiral en por lo menos 90E alrededor del cubo entre el primero y segundo extremos de la pala. Esto es lo mismo para el caso en el que se dispongan cuatro palas helicoidales. De este modo, si el rotor de la bomba comprende N palas dispuestas a intervalos de 360/N grados alrededor del cubo, cada pala forma espiral alrededor del cubo en por lo menos 360/N grados entre sus primer y segundo extremos.
Breve descripción de los dibujos
La figura 1 es una vista en planta esquemática de un depósito para soldadura por ola convencional.
La figura 2(a) es una vista en alzado frontal en sección transversal de una forma de realización de un depósito para soldadura por ola según la presente invención, y la figura 2(b) es una vista en alzado lateral en sección transversal del mismo tal como se aprecia desde la derecha de la figura 2(a).
La figura 3 es una vista en perspectiva en corte de la bomba de la forma de realización de la figuras 2(a) y 2(b).
La figura 4(a) es una vista en planta del rotor de la bomba de la figura 3, y la figura 4(b) es una vista en alzado del rotor.
La figura 5 es una vista en sección transversal frontal de otra forma de realización de un depósito para soldadura por ola según la presente invención.
La figura 6(a) es una vista en planta desde abajo de una bomba utilizada en la presente invención, y la figura 6(b) es una vista en planta desde abajo de una bomba convencional para un depósito para soldadura por ola.
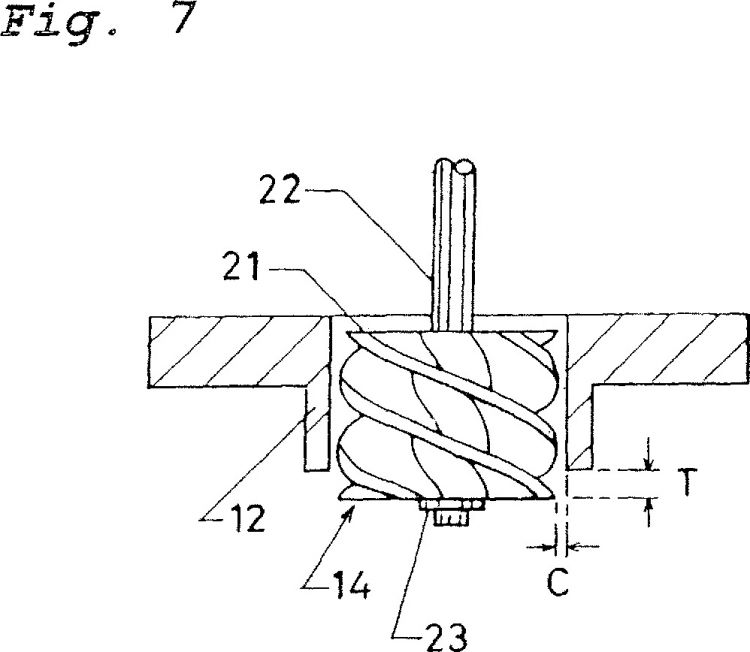
La figura 7 es una vista frontal de otra forma de realización de una bomba utilizada en la presente invención.
Mejor modo de poner en práctica la invención
Reivindicaciones:
1. Depósito para soldadura por ola que comprende un cuerpo de depósito de soldadura (1) para alojar pasta de soldadura fundida, una cámara de alimentación de soldadura (2) dispuesta en el interior del cuerpo de depósito de soldadura y que presenta una entrada (3) dispuesta debajo del nivel de la pasta de soldadura fundida y una salida (4) dispuesta por encima del nivel de la pasta de soldadura fundida en el cuerpo de depósito de soldadura, caracterizado porque en la entrada está dispuesta una bomba tipo tornillo de varias palas (5) provista de cuatro o más palas helicoidales (21) para extraer pasta de soldadura fundida en la cámara de alimentación de soldadura a través de la entrada y descargar dicha pasta de soldadura fundida a través de la salida.
2. Depósito para soldadura por ola según la reivindicación 1, en el que las cuatro palas helicoidales (21) están fijadas a un cubo giratorio (20) a intervalos iguales en la dirección circunferencial del cubo, solapando cada una de las palas una pala adyacente de dichas palas cuando se aprecian las palas en la dirección axial del rotor.
3. Depósito para soldadura por ola según la reivindicación 1, en el que están previstas cuatro palas helicoidales (21) en un intervalo igual, extendiéndose cada pala alrededor del cubo por lo menos en 90º entre el primer y segundo extremos de la cuchilla.
4. Depósito para soldadura por ola según la reivindicación 1, en el que la bomba comprende un rotor y dicho rotor comprende una pluralidad de palas helicoidales (21), y cada una de dichas palas helicoidales está inclinada en un máximo de 45º con respecto a un plano perpendicular al eje del cubo.
5. Depósito para soldadura por ola según la reivindicación 1, en el que la cámara de alimentación de soldadura comprende un tabique (6) que divide la parte interior del cuerpo de depósito de soldadura en una parte superior y una parte inferior, la entrada (3) comprende una abertura formada en el tabique, y la bomba incluye una carcasa cilíndrica (12) dispuesta en la entrada y que rodea el rotor, estando dicho rotor dispuesto de manera giratoria en la carcasa para transportar pasta de soldadura fundida en una dirección axial de la carcasa.
6. Depósito para soldadura por ola según la reivindicación 5, en el que la cámara de alimentación de soldadura (2) comprende un conducto (8) que se extiende hacia arriba desde el tabique y una salida (10) dispuesta en el extremo superior del conducto que se extiende por encima del nivel de pasta de soldadura fundida en el cuerpo de depósito de soldadura.
7. Depósito para soldadura por ola según la reivindicación 5, en el que el extremo inferior del rotor (14) es de 5 a 10 mm más largo que la carcasa (12).
8. Depósito para soldadura por ola según la reivindicación 5, en el que la separación entre la carcasa (12) y el rotor (14) es de 0,1 a 1 mm.
Patentes similares o relacionadas:
Módulo de soldadura indirecta con al menos dos crisoles de soldadura, del 18 de Diciembre de 2019, de ERSA GMBH: Módulo de soldadura indirecta para una instalación de soldadura indirecta para la soldadura por ola selectiva con al menos un primer y un segundo crisoles de soldadura (14, […]
Sistema de boquilla de soldadura por ola y método de soldadura por ola, del 11 de Diciembre de 2019, de ILLINOIS TOOL WORKS INC.: Un sistema de boquilla de soldadura por ola adaptado para entregar material de soldadura para realizar una operación de soldadura por ola […]
Módulo de soldadura, del 1 de Mayo de 2019, de ILLINOIS TOOL WORKS INC.: Un módulo de soldadura selectiva para, en particular, soldadura selectiva de componentes a una placa de circuito , que tiene una boquilla de soldadura […]
Procedimiento y dispositivo de soldeo con un dispositivo para limpiar una tobera de soldeo utilizando una fuente de sonido, del 24 de Septiembre de 2018, de SEHO SYSTEMTECHNIK GMBH: Procedimiento para limpiar una tobera de soldeo , en particular una tobera de soldeo al menos parcialmente estañada, caracterizado por que en fases de marcha en […]
Dispositivo de alimentación de gas a una máquina de soldadura o estañado por ola, del 6 de Septiembre de 2017, de L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'EXPLOITATION DES PROCEDES GEORGES CLAUDE: Dispositivo de alimentación de gas a una máquina de soldadura o estañado por ola, máquina apta para generar al menos una ola de soldadura, que […]
Equipo de boquilla de soldadura para la soldadura por ola selectiva con una disposición de tira de separación, del 3 de Agosto de 2016, de ERSA GMBH: Equipo de boquilla de soldadura con boquilla de soldadura para la soldadura por ola selectiva y simultánea de al menos dos series dispuestas distanciadas de puntos […]
 Aleación de soldadura sin plomo, elemento de unión y procedimiento de fabricación del mismo, y componente electrónico, del 27 de Noviembre de 2013, de SENJU METAL INDUSTRY CO. LTD.: Una aleación de soldadura sin plomo caracterizada por tener una composición química que consiste en, en % enmasa, Sn: 0,1 - 3 % y/o Bi: 0,1 - 2 %, opcionalmente […]
Aleación de soldadura sin plomo, elemento de unión y procedimiento de fabricación del mismo, y componente electrónico, del 27 de Noviembre de 2013, de SENJU METAL INDUSTRY CO. LTD.: Una aleación de soldadura sin plomo caracterizada por tener una composición química que consiste en, en % enmasa, Sn: 0,1 - 3 % y/o Bi: 0,1 - 2 %, opcionalmente […]
 Suelda sin plomo a añadir y método de control para el contenido de cobre y el contenido de níquel en un baño de inmersión en suelda, del 2 de Mayo de 2012, de NIHON SUPERIOR SHA CO., LTD: Método de control que es para controlar la densidad de Cu y la densidad de Ni en un baño de inmersión en suelda y comprende el paso de sumergir […]
Suelda sin plomo a añadir y método de control para el contenido de cobre y el contenido de níquel en un baño de inmersión en suelda, del 2 de Mayo de 2012, de NIHON SUPERIOR SHA CO., LTD: Método de control que es para controlar la densidad de Cu y la densidad de Ni en un baño de inmersión en suelda y comprende el paso de sumergir […]