Recalcadora y método para ajustar una recalcadora.
Recalcadora de un laminador, que comprende al menos un par de rodillos (40) de trabajo y un dispositivo paraajustar la distancia entre dicho par de rodillos (40) de trabajo,
comprendiendo dicho dispositivo medios accionadoresasociables con un rodillo (40) de trabajo respectivo
en la que tales medios accionadores comprenden un grupo (10; 10s) de cilindros que incluyen al menos dos cilindros(20, 20s); caracterizada por que al menos dos cilindros (20, 20s; 30, 30s) están asociados entre sí de modo que sedeslizan unos dentro de los otros y pueden moverse entre una posición de distancia de repliegue o máxima entre losrodillos (40) y una posición de distancia de avance o mínima entre los rodillos (40), y por que dichos al menos doscilindros comprenden un cilindro de recorrido controlado o cilindro (20, 20s) de control y un cilindro de recorrido fijo ocilindro (30, 30s) CONECTADO/DESCONECTADO.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IT2008/000288.
Solicitante: SMS INNSE S.p.A.
Nacionalidad solicitante: Italia.
Dirección: Via Milano 4 20097 San Donato Milanese (MI) ITALIA.
Inventor/es: ROSSI, ANTONINO, ECKELSBACH,KURT HEINRICH, PERBONI,MARIO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21B13/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 13/00 Cajas de laminadores, es decir, conjuntos compuestos de un chasis, de cilindros y de accesorios (B21B 17/00 - B21B 23/00 tienen prioridad; detalles, partes constitutivas, accesorios, dispositivos auxiliares, procedimientos de laminado, ver los grupos apropiados). › en los que los ejes de los cilindros están dispuestos verticalmente.
- B21B31/32 B21B […] › B21B 31/00 Estructura de las cajas de laminadores; Montaje, regulación o cambio de cilindros, de los soportes de cilindros o de los chasis. › hidráulicamente.
- F15B15/16 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F15 DISPOSITIVOS ACCIONADORES POR PRESION DE UN FLUIDO; HIDRAULICA O NEUMATICA EN GENERAL. › F15B SISTEMAS QUE FUNCIONAN POR MEDIO DE FLUIDOS EN GENERAL; DISPOSITIVOS ACCIONADORES POR PRESION DE UN FLUIDO, p. ej. SERVOMOTORES; DETALLES DE LOS SISTEMAS DE FLUIDO A PRESION, NO PREVISTOS EN OTRO LUGAR. › F15B 15/00 Dispositivos accionados por presión de un fluido para desplazar un órgano de una posición a otra; Transmisión asociada con estos dispositivos. › del tipo telescópico.
PDF original: ES-2403590_T3.pdf
Fragmento de la descripción:
Recalcadora y método para ajustar una recalcadora Campo técnico de la invención La presente invención se refiere, en general, al campo de las plantas de laminado para materiales ferrosos y no ferrosos, en particular flejes y láminas, y más específicamente, a un dispositivo y un método para ajustar la distancia entre un par de rodillos de un soporte de recalcado, que más adelante se identifica como recalcadora, asociable con una planta de laminado. Una recalcadora de acuerdo con el preámbulo de la reivindicación 1 se conoce, por ejemplo, a partir del documento WO-A 2005/049 242.
Antecedentes de la invención Tal como se conoce, un laminador, particularmente para el laminado de flejes y láminas, se compone de uno o más soportes de recalcado dispuestos en serie para formar un tren de laminación. Dentro de cada soporte de recalcado, está alojado un par de rodillos y se mueven por motores eléctricos a través de adaptadores.
Una plancha, que se calienta en el horno de calentamiento a la temperatura del laminado, luego de un periodo de decapado, se hace pasar entre los rodillos de trabajo del laminador hasta que alcanza las dimensiones deseadas. El conjunto de pasadas posteriores a través de los orificios entre los rodillos forma la trayectoria de laminado.
Se distinguen dos series de procesos de laminado: un proceso de desbastado, que comienza desde el producto de fusión y conduce a un producto intermedio, llamado preforma, y un proceso de acabado, que conduce desde la preforma hasta el producto acabado. En el proceso de desbastado, el laminado se realiza a temperaturas calientes, mientras que el proceso de acabado puede conducirse en caliente, en frío o parcialmente en caliente y parcialmente en frío.
Durante el laminado en caliente de flejes y láminas, la preforma puede tener defectos de forma, que el acabado en frío es incapaz de corregir completamente. Estos son defectos que se derivan principalmente de las deformaciones no uniformes del material y del establecimiento de los campos de tensión dentro del material durante el laminado, con la consiguiente formación de pliegues en los bordes del material laminado.
Para minimizar la formación de pliegues en los bordes, y para mantener constante la anchura del fleje o lámina, se utilizan los llamados dispositivos de ajuste de anchura (AWC) , comúnmente conocidos como soportes de recalcado o recalcadoras.
Una recalcadora se compone de un par de rodillos de trabajo verticales, cada uno controlado por un motor eléctrico mediante un adaptador respectivo, y por un sistema de ajuste de la distancia entre los rodillos. Durante el funcionamiento, los rodillos están en contacto con los bordes laterales de la plancha que se va a someter al laminado.
Es deseable que el material que sale del tren de desbastado, específicamente una barra o una placa, tenga dimensiones de anchura precisas, con lo que debe ser posible ajustar la distancia entre los rodillos de una recalcadora para permitir un control sobre la anchura del material, para corregir las posibles no uniformidades en los bordes.
Con los años, se han desarrollado diferentes sistemas para el ajuste de una recalcadora. Un primer ejemplo consiste en un sistema del tipo electromecánico que comprende un tornillo y una tuerca de tornillo, una rueda helicoidal y un tornillo sin fin. Tal cadena cinemática tiene la desventaja de no permitir ajustes bajo carga, lo que implica tiempos de reacción largos y, por tanto, no es muy precisa.
Un sistema de ajuste más rápido y preciso que el sistema electromecánico está representado por medio de un sistema híbrido electromecánico-hidráulico, que se obtiene instalando una cápsula hidráulica, que está constituida por un cilindro y un émbolo de corto recorrido, entre la barrena y el rodillo de trabajo. Un sistema de este tipo, incluso aunque permita correcciones rápidas de la anchura del material, es desventajoso ya que complica considerablemente la estructura del soporte de recalcado y ocasiona un incremento en los costes de instalación y mantenimiento.
Puede finalmente sustituirse el sistema hidráulico de barrena-cápsula con un cilindro individual que tenga un recorrido con un intervalo de 800 a 1000 mm. Una solución de este tipo, incluso aunque se aplique correctamente a los soportes de recalcado que se acoplan a trenes de laminado para flejes, o con cilindros que tienen un recorrido igual a aproximadamente 900 mm, es prácticamente inutilizable en soportes de recalcado que se acoplan a trenes de laminado, en los que se requiere un recorrido del cilindro en el intervalo de 1800 a 2500 mm.
Se conoce, de hecho, que debido a la compresibilidad del fluido hidráulico contenido en su interior, por lo general aceite, decrece la tenacidad de los cilindros hidráulicos con el aumento del recorrido, lo que conduce a deformaciones considerables bajo carga, con la consiguiente reducción del control de precisión de la anchura del material laminado y del rendimiento dinámico. Resulta que, en el caso específico de recalcadoras que se acoplan a trenes de láminas, las soluciones mecánicas e híbridas electromecánico-hidráulicas son, hasta el momento, las únicas aplicables.
El objeto principal de la presente invención es el de resolver el problema técnico esbozado anteriormente, proporcionando un dispositivo de actuación hidráulica en su totalidad para ajustar la distancia entre los rodillos de trabajo de un soporte de recalcado o recalcadora, capaz de completar rápidamente y con precisión recorridos altos de ajuste, es decir, con un intervalo de 1800 a 2500 mm, de modo que pueda usarse en racalcadoras que se acoplen a trenes de láminas.
Otro objeto de la presente invención es el de proporcionar una recalcadora equipada con un dispositivo de ajuste con una actuación completamente hidráulica para ajustar la distancia entre los rodillos de trabajo.
Un objeto no menor de la presente invención es el de proporcionar un método para ajustar la distancia entre un par 15 de rodillos en una recalcadora de un laminador.
Estos y otros objetos, que serán aclarados a continuación, se obtienen a través de un soporte de recalcado o recalcadora de acuerdo con la reivindicación 11, y por un método de ajuste de acuerdo con la reivindicación 12.
En las reivindicaciones dependientes se expondrán otros aspectos ventajosos adicionales de la invención.
Descripción detallada de los dibujos Las características y ventajas de la presente invención serán aclaradas a partir de las siguientes descripciones detalladas de sus realizaciones preferidas actualmente, que se proporcionan como ejemplificaciones no limitantes con respecto al conjunto de dibujos, en los que:
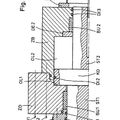
Las Figuras 1A - 1C son vistas laterales, en sección y con partes retiradas, de un grupo de cilindros de un dispositivo de ajuste de una recalcadora de acuerdo con la invención en diferentes posiciones operativas;
La Figura 2 es una vista lateral y en sección de un dispositivo de ajuste de una recalcadora de acuerdo con la invención con los rodillos de la recalcadora en una posición a distancia máxima entre ellos;
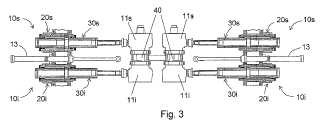
La Figura 3 es una vista en sección de un dispositivo de ajuste de una recalcadora de acuerdo con la presente invención con los rodillos en una posición a distancia mínima entre ellos;
La Figura 4a es una vista parcial del dispositivo de ajuste de las Figuras 2 y 3 con los grupos de cilindros en 30 condición de reposo;
La Figura 4b es una vista similar a aquella de la Figura 4a con los cilindros externos en posición de extensión máxima y los cilindros internos en posición "totalmente dentro" (DESCONECTADO) ;
La Figura 5a es una vista similar a aquella de la Figura 2a con los cilindros externos en posición de reposo y los cilindros internos en posición "totalmente fuera" (CONECTADO) ;
La Figura 5b es una vista similar a aquella de la Figura 2a con los cilindros internos en posición "totalmente fuera" y los cilindros externos en la posición de máxima extensión;
La Figura 6 muestra la conexión entre el recorrido y la velocidad de movimiento del grupo de cilindros;
La Figura 7 muestra la conexión entre el recorrido y el tiempo de movimiento en los grupos de cilindros;
La Figura 8 es un esquema de aceite hidráulico, que ilustra el funcionamiento del dispositivo de ajuste en la etapa de 40 acercar los rodillos a la posición de trabajo;
La Figura 9 es un esquema de aceite hidráulico, que ilustra el funcionamiento del dispositivo de ajuste en la etapa de recalcado, con los rodillos en una posible posición de trabajo;
La Figura 10 es un esquema de aceite hidráulico, que ilustra el funcionamiento del dispositivo de ajuste en... [Seguir leyendo]
Reivindicaciones:
1. Recalcadora de un laminador, que comprende al menos un par de rodillos (40) de trabajo y un dispositivo para ajustar la distancia entre dicho par de rodillos (40) de trabajo, comprendiendo dicho dispositivo medios accionadores asociables con un rodillo (40) de trabajo respectivo en la que tales medios accionadores comprenden un grupo (10; 10s) de cilindros que incluyen al menos dos cilindros (20, 20s) ; caracterizada por que al menos dos cilindros (20, 20s; 30, 30s) están asociados entre sí de modo que se deslizan unos dentro de los otros y pueden moverse entre una posición de distancia de repliegue o máxima entre los rodillos (40) y una posición de distancia de avance o mínima entre los rodillos (40) , y por que dichos al menos dos cilindros comprenden un cilindro de recorrido controlado o cilindro (20, 20s) de control y un cilindro de recorrido fijo o cilindro (30, 30s) CONECTADO/DESCONECTADO.
2. Recalcadora de acuerdo con la reivindicación 1, en la que el cilindro (20, 20s) externo comprende un reborde (22, 22s) delantero y un reborde (24, 24s) trasero, que delimita una primera cámara (28, 28s) cilíndrica, un revestimiento (26, 26s) , un vástago (21, 21s) y un pistón (23, 23s) que puede moverse en la primera cámara (28, 28m) cilíndrica para completar un recorrido (Cc) .
3. Recalcadora de acuerdo con la reivindicación 1, en la que el cilindro (30, 30s) CONECTADO/DESCONECTADO comprende un revestimiento (36, 36s) que delimita una segunda cámara (38, 38s) cilíndrica, un vástago (31, 31s) y un pistón (33, 33s) que puede moverse en la cámara (38, 38s) cilíndrica para completar un recorrido (C1) .
4. Recalcadora de acuerdo con una cualquiera de las reivindicaciones anteriores, en la que el vástago (21, 21s) del
cilindro (20, 20s) CONECTADO/DESCONECTADO actúa como un revestimiento (36, 36s) para el cilindro (30, 30s) 20 CONECTADO/DESCONECTADO.
5. Recalcadora de acuerdo con una cualquiera de las reivindicaciones anteriores, en la que el recorrido (CE) del cilindro (20, 20s) controlado es mayor que el recorrido (Cr) fijo del cilindro (30, 30s) CONECTADO/DESCONECTADO.
6. Recalcadora de acuerdo con una cualquiera de las reivindicaciones anteriores, que adicionalmente comprende un
grupo (10i) de cilindros que incluye un cilindro (20i) controlado y un cilindro (30i) CONECTADO/DESCONECTADO y asociable con el rodillo (40) respectivo.
7. Recalcadora de acuerdo con la reivindicación 6, caracterizada por que dicho grupo (10i) de cilindros se mueve de una manera sincronizada con respecto a dicho grupo (10s) de cilindros.
8. Recalcadora de acuerdo con una cualquiera de las reivindicaciones anteriores, que adicionalmente comprende
medios de detección de posición asociables con cada cilindro (20, 20s; 30, 30s) de dicho grupo (10, 10s) de cilindros.
9. Recalcadora de acuerdo con una cualquiera de las reivindicaciones anteriores 6-8, que adicionalmente comprende medios (61s, 62s; 61i, 62i) de detección de presión asociables con cada cilindro (20s, 20i; 30s, 30i) de dicho grupo (10s, 10i) de cilindros.
10. Recalcadora de acuerdo con una cualquiera de las reivindicaciones 6-9, en la que entre dicho grupo (10s) de cilindros y dicho grupo (10i) adicional de cilindros, se proporcionan medios de equilibrio (13) .
11. Recalcadora de acuerdo con una cualquiera de las reivindicaciones anteriores, caracterizada por que el cilindro (20, 20s, 20i) controlado está conectado a la línea de baja presión y dicho cilindro (30, 30s, 30i) CONECTADO/DESCONECTADO está conectado a la línea de alta presión.
12. Método para ajustar la distancia de un par de rodillos en una recalcadora de acuerdo con una cualquiera de las reivindicaciones de la 1 a la 11, caracterizado por que comprende las etapas de:
- posicionamiento de vacío/acercamiento de los grupos (10, 30s, 10i) de cilindros, comenzando desde una posición de reposo;
- trabajado o recalcado de una barra o lámina;
- retorno de los grupos (10, 10s, 10i) a una posición de reposo.
13. Proceso de acuerdo con la reivindicación 12, en el que la etapa de posicionamiento de vacío/acercamiento, comprende una etapa de activación sencilla o doble de los cilindros (20, 20s, 20i) controlados y los cilindros (30, 30s, 30i) CONECTADOS/DESCONECTADOS, seguida por una etapa de bloqueo en la posición "totalmente fuera" del cilindro (30, 30s, 30i) CONECTADO/DESCONECTADO.
Patentes similares o relacionadas:
 Caja de laminación de tipo monobloque, del 16 de Marzo de 2016, de Primetals Technologies Austria GmbH: Caja de laminación de cilindros múltiples que comprende según una dirección vertical una parte de bastidor (B1) superior y una parte de bastidor (B2) inferior unidos en […]
Caja de laminación de tipo monobloque, del 16 de Marzo de 2016, de Primetals Technologies Austria GmbH: Caja de laminación de cilindros múltiples que comprende según una dirección vertical una parte de bastidor (B1) superior y una parte de bastidor (B2) inferior unidos en […]
Instalación de laminación con placa de rodamiento lineal para tren laminador, del 21 de Enero de 2015, de Corts Engineering GmbH & Co. KG: Una instalación de laminación que comprende: una placa lineal de un conjunto de rodamiento, comprendiendo dicha placa lineal: una […]
Placa de rodamiento lineal para tren laminador, del 27 de Agosto de 2013, de Corts Engineering GmbH & Co. KG: Una instalación de laminación que comprende: una placa lineal de un conjunto de rodamiento, comprendiendo dicha placa lineal:una placa fijada […]
CILINDRO DE AJUSTE PARA CAJAS DE LAMINACION PARA EL LAMINADO DE ACERO O METAL NO FERRICO., del 1 de Marzo de 2007, de SUNDWIG GMBH: Cilindro de ajuste para cajas de laminación para el laminado de acero o metal no férrico - con una carcasa de cilindro que rodea un espacio de cilindro […]
CAJA DE LAMINACION UNIVERSAL CON CONTROL DE LA SEPARACION ENTRE CILINDROS., del 1 de Agosto de 2005, de DANIELI & C. OFFICINE MECCANICHE S.P.A.: Caja de laminación universal con control de la distancia entre cilindros, que comprende unos cilindros superior e inferior con un eje horizontal que define un plano de […]
CAJA DE LAMINADO PARA LAMINAR DIVERSOS MATERIALES DE LAMINACION QUE REQUIEREN FUERZAS DE LAMINACION DIFERENTES., del 16 de Julio de 2005, de SMS DEMAG AKTIENGESELLSCHAFT: Caja de laminado para laminar diversos materiales de laminación que requieren diferentes fuerzas de laminación, con un cilindro de trabajo inferior y otro […]
PROCEDIMIENTO PARA CONTROLAR UN CILINDRO DE AJUSTE HIDRAULICO DE CARRERA LARGA., del 16 de Abril de 2005, de VOEST-ALPINE INDUSTRIEANLAGENBAU GMBH: Procedimiento para controlar un cilindro de ajuste hidráulico de carrera larga, en especial un cilindro de ajuste para un bastidor de cilindros verticales, […]
 CILINDRO DE AJUSTE EN CAJAS DE LAMINACION, ENTRE OTRAS, EN CAJAS VERTICALES DE RECALADO, del 16 de Abril de 2009, de SMS SIEMAG AG: Cilindro de ajuste para movimientos de avance rápidos y largos en cajas de laminación, entre otras, en cajas verticales de recalado, que comprenden, entre […]
CILINDRO DE AJUSTE EN CAJAS DE LAMINACION, ENTRE OTRAS, EN CAJAS VERTICALES DE RECALADO, del 16 de Abril de 2009, de SMS SIEMAG AG: Cilindro de ajuste para movimientos de avance rápidos y largos en cajas de laminación, entre otras, en cajas verticales de recalado, que comprenden, entre […]