PROYECTIL DE ACERO ABLANDADO HASTA EL NUCLEO Y PROCEDIMIENTO DE FABRICACION DE DICHO PROYECTIL.
Procedimiento de fabricación de un proyectil de acero o a base de hierro para cartucho de caza o tiro deportivo con vistas a conferirle una dureza comprendida entre 40 HV 10 y 110 HV 10 a temperatura ambiente,
preferentemente entre 40 HV 10 y 85 HV 10, caracterizado porque comprende por lo menos las etapas sucesivas siguientes:
- utilizar acero o fundición líquida, en lo sucesivo denominada metal líquido, cuyo contenido en carbono está comprendido entre el 0,8 y el 4,0% de C en peso, preferentemente entre el 0,8 y el 2,0% de C en peso;
- verter el metal líquido según un procedimiento de granulación con agua o vapor de agua para obtener partículas de acero esferoidales;
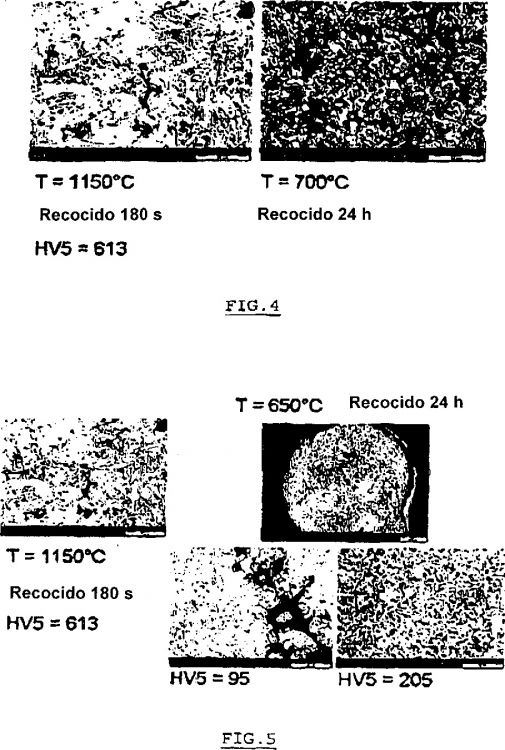
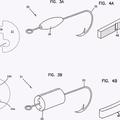
- someter dichas partículas a un tratamiento térmico de ablandamiento del metal solidificado mediante grafitación manteniéndose en el dominio ferrítico;
- someter eventualmente dichas partículas a un tratamiento de revestimiento de superficie
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/BE2007/000048.
Solicitante: CENTRE DE RECHERCHES METALLURGIQUES ASBL - CENTRUM VOOR RESEARCH IN DE METALLURGIE VZW.
Nacionalidad solicitante: Bélgica.
Dirección: AVENUE ARIANE 5,B-1200 BRUXELLES.
Inventor/es: TUSSET, VITTORINO, SCHMITZ,ALAIN, WALMAG,GISELE.
Fecha de Publicación: .
Fecha Concesión Europea: 11 de Noviembre de 2009.
Clasificación Internacional de Patentes:
- F42B12/74 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F42 MUNICIONES; VOLADURA. › F42B CARGAS EXPLOSIVAS, p. ej. PARA VOLADURA; FUEGOS ARTIFICIALES; MUNICIONES (composiciones explosivas C06B; espoletas para municiones F42C; voladura F42D). › F42B 12/00 Proyectiles o minas caracterizados por la carga militar, el efecto buscado o el material (F42B 6/00, F42B 10/00, F42B 14/00 tienen prioridad; para entrenamiento o instrucción F42B 8/12, F42B 8/28; aspectos de autopropulsión o guiado F42B 15/00). › para el núcleo o cuerpo sólido.
- F42B7/04C
Clasificación PCT:
Fragmento de la descripción:
Proyectil de acero ablandado hasta el núcleo y procedimiento de fabricación de dicho proyectil.
Objeto de la invención
La presente invención se refiere a un procedimiento de fabricación de proyectiles de acero, tales como bolas, para cartuchos de caza como sustituto de los perdigones tradicionales. Dicho procedimiento se conoce a partir del documento US nº 6.258.316 B1.
La invención se refiere asimismo a los proyectiles de acero y a los cartuchos obtenidos mediante el procedimiento.
Antecedentes tecnológicos
El mercado mundial de perdigones de caza es en la actualidad de 120.000 toneladas al año. En Europa, es de aproximadamente 60.000 toneladas.
A consecuencia de las normativas medioambientales más estrictas, la utilización de plomo en la munición de caza y de tiro deportivo está ya prohibida en varios países europeos (particularmente en los Países Bajos, en Suecia, en Alemania), en particular para el tiro en zonas húmedas.
Entre las soluciones técnicas posibles y económicamente viables de sustitución de los perdigones de caza (hierro, acero, metales pesados, aleaciones, cerámica, etc.), sólo la granalla de acero se presenta como una alternativa viable. En efecto, presenta una densidad satisfactoria, y no es tóxica, presenta un precio asequible, etc.
La granalla de acero se comercializa por otra parte en Norteamérica por los fabricantes más importantes en el sector, desde hace una veintena de años, como carga de sustitución.
Es conocido que la carga de un cartucho está constituida por bolas esféricas con no sólo una tolerancia en cuanto al diámetro de aproximadamente 0,1 mm, sino también una tolerancia estrecha en cuanto al peso para garantizar un comportamiento balístico reproducible y garantizar una carga constante del cartucho que se realiza mediante medición volumétrica. Las bolas de acero deben someterse a un tratamiento de superficie tal como cobreado, adición de grafito, etc., con el fin de evitar cualquier aglomeración de la carga que pudiera perjudicar a una buena dispersión.
Los calibres de las cargas más utilizadas se reproducen en la tabla 1 siguiente.
Se pretende para este tipo de aplicación, una composición de tipo acero blando poco aleado, como por ejemplo: como máximo un 0,06% de C, como máximo un 0,4% de Mn, como máximo un 0,1-0,3% de Si, como máximo un 0,04% de P, como máximo un 0,04% de S.
La dureza debe ser la menor posible y no superar 110 HV 10 en la superficie y 100 HV 10 en el núcleo.
En la actualidad, en el plano puramente balístico, los cazadores y tiradores deportivos tienen una preferencia clara por los perdigones de caza utilizados tradicionalmente. En efecto, consideran que el perdigón de caza presenta ciertas aptitudes balísticas específicas que no suelen encontrarse en los productos de sustitución.
El mercado tradicional de los cazadores y tiradores manifiesta por tanto ciertas reticencias para utilizar los cartuchos de bolas de acero comercializados actualmente. Los principales argumentos para justificar estas reticencias en contra de las bolas de acero están asociados a los siguientes elementos:
También se han desarrollado otras aleaciones no tóxicas (por ejemplo Hevi-Shot
: tungsteno-níquel-hierro). Pueden hacerle la competencia técnicamente a las granallas de acero porque ofrecen, debido a su alta densidad, un comportamiento balístico similar al de las cargas tradicionales de plomo. No obstante, estas aleaciones presentan un coste demasiado elevado.
Por otro lado, por lo que respecta a la producción de granallas de acero, son posibles dos vías.
A partir de acero líquido
Dadas las toneladas que hay que producir, esta vía implica instalar el procedimiento en un emplazamiento de producción de acero líquido que tenga una capacidad de tipo fundición completándolo con una unidad de granulación adecuada. Están disponibles en el mercado diferentes técnicas de granulación de metales líquidos:
granulaciónya que está dedicado a la producción de partículas finas (100 µm) destinadas a la metalurgia de polvo;
Este tipo de procedimiento implica la aparición de una dispersión de tamaño debido a la ausencia de esfericidad, que conduce a la pérdida de una parte de la producción (rendimiento del orden del 60%). Además, a diferencia del plomo que presenta una temperatura de fusión mucho más baja que la del acero, es difícil volver a fundir en circuito cerrado las bolas de acero producidas que no cumplan el calibre.
Los mejores resultados se obtienen con un acero con una alta carga de carbono (> 1,5%) cuya dureza es inferior a 100 HV 10, o incluso 80 HV 10. Los aceros ULC quedan excluidos en el marco de esta técnica.
Para reducir la dispersión de tamaño, ciertos procedimientos hacen que la fase de granulación con agua vaya precedida por un sistema de troceado del flujo de metal líquido. Este último se dispersa por ejemplo sobre un plato giratorio antes de someterse a la granulación final con agua o vapor de agua.
A partir de alambre o chapa (vía mecánica)
Esta vía se inspira en las técnicas de fabricación de clavos u otras piezas de acero de gran consumo. Operaciones de golpeo y estampado de alambre trefilado o de chapa permiten obtener las bolas. Se conocen máquinas que permiten la fabricación de bolas de acero para cojinetes. Partiendo de una bobina de alambre de acero, un pedazo de acero se corta para transformarse a continuación progresivamente en bola, mediante deformación, entre dos platos ranurados generalmente de fundición.
El alambre utilizado es de tipo ULC, por ejemplo con un contenido en carbono del 0,02% de C. Este tipo de alambre es muy costoso y muy escaso, si se tienen en cuenta las cantidades que se deben producir en el campo de los cartuchos de caza. En cambio, la ventaja del alambre es que el rendimiento de utilización de la producción es del 100%.
En los aceros planos, los aceros blandos son mucho más disponibles, incluyendo en diferentes espesores, que corresponden por tanto a diferentes diámetros de bola. Por desgracia, una parte de la producción es igualmente inutilizable en este caso, en vista de los descartes.
A partir de polvo de hierro
Para fabricar con materiales metálicos ciertas piezas, generalmente de forma compleja, se utiliza la metalurgia del polvo. Consiste en compactar en un molde el polvo y someter el conjunto a una operación de sinterización a alta temperatura.
Ciertas esferas de carbono de tungsteno se preparan particularmente mediante esta técnica. Partiendo de polvo de hierro, es concebible examinar la posibilidad de obtener bolas de acero enormemente blando mediante un procedimiento de compactación/sinterización.
En resumen, las técnicas de obtención de bolas a partir de alambre, chapa y polvo de hierro adolecen de la desventaja de ser más caras que la técnica por la vía líquida.
Estado de la técnica
En el estado de la técnica se conoce un procedimiento de ablandamiento de un acero al carbono, convencional y económico, tal como una ferrita de cristales grandes, mediante descarburación. A modo de recordatorio, un hierro puro monocristalino presenta una dureza extremadamente baja (30-40 HV 10), que puede considerarse como el límite inferior absoluto.
El documento WO-A-00/44517 propone un proyectil y un procedimiento de fabricación asociado de acero...
Reivindicaciones:
1. Procedimiento de fabricación de un proyectil de acero o a base de hierro para cartucho de caza o tiro deportivo con vistas a conferirle una dureza comprendida entre 40 HV 10 y 110 HV 10 a temperatura ambiente, preferentemente entre 40 HV 10 y 85 HV 10, caracterizado porque comprende por lo menos las etapas sucesivas siguientes:
2. Procedimiento según la reivindicación 1, caracterizado porque el tratamiento térmico de ablandamiento comprende por lo menos las etapas sucesivas siguientes:
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque el metal comprende además, expresado en peso, como máximo un 0,4% de Mn, entre un 0,1 y como máximo un 2,0% de Si, como máximo un 2,0% de Al, como máximo un 0,04% de P, como máximo un 0,04% de S, como máximo un 1% de otros elementos de aleación, estando constituido el resto por hierro y por impurezas habituales.
4. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque la etapa de granulación con agua o vapor de agua se efectúa en presencia de un agente tensioactivo.
5. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque la etapa de granulación con agua o vapor de agua está precedida por una etapa de troceado del flujo de metal líquido.
6. Procedimiento según la reivindicación 5, caracterizado porque la etapa de troceado del flujo de metal líquido se efectúa por medio de un plato giratorio.
7. Procedimiento según la reivindicación 6, caracterizado porque el plato giratorio es un plato realizado en un material que no se moja por el acero líquido, como por ejemplo la circona, la alúmina, el nitruro de boro o el Syalon.
8. Procedimiento según la reivindicación 6 ó 7, caracterizado porque el plato giratorio es un plato perforado.
9. Procedimiento según la reivindicación 1, caracterizado porque la etapa de granulación con agua o vapor de agua se sustituye por una etapa de sinterización a partir de polvo de hierro.
10. Procedimiento según la reivindicación 1, caracterizado porque la etapa de granulación con agua o vapor de agua se sustituye por una etapa de fabricación mecánica, a partir de alambre o de chapa.
11. Proyectil esferoidal o bola de acero, que comprende un contenido en carbono comprendido entre el 0,8 y el 2,0% de C en peso y una dureza hasta el núcleo inferior a 100 HV 10, preferentemente a 85 HV 10, realizado mediante el procedimiento según cualquiera de las reivindicaciones 1 a 10.
12. Proyectil según la reivindicación 11, que comprende un contenido en carbono comprendido entre 1,2 y 1,8% de C en peso.
13. Proyectil según la reivindicación 11 ó 12, caracterizado porque está provisto de un revestimiento de superficie para evitar la aglomeración de la carga.
14. Cartucho de caza o de tiro deportivo, caracterizado porque comprende una carga de bolas de acero según cualquiera de las reivindicaciones 11 a 13.
Patentes similares o relacionadas:
Un proyectil, del 16 de Octubre de 2019, de SECURITY DEVICES INTERNATIONAL INC: Un proyectil no letal que comprende un cuerpo fabricado a partir de un polímero que tiene un extremo frontal conformado para recibir al menos parte de una cápsula […]
Proyectil dividido, del 24 de Abril de 2019, de Arex Proizvodnja Orodij, Naprav In Storitve D.o.o. Sentjernej: La combinación de un casquillo del cartucho y un proyectil dividido diseñado para desactivar temporalmente un objetivo, comprendiendo dicho […]
Proyectil sólido sin estructura de estabilización para pruebas de impactos de pájaros constituido por un gel que comprende glicerina, del 3 de Abril de 2019, de ETAT FRANCAIS REPRESENTE PAR LE DELEGUE GENERAL POUR L'ARMEMENT: Proyectil sólido sin estructura de estabilización para pruebas de impactos de pájaros caracterizado por el hecho de que incluye más de un 20% de glicerina y preferiblemente, […]
 Material compuesto de polímero metálico, un método para su extrusión y artículos conformados hechos a partir de ellos, del 13 de Febrero de 2019, de Wild River Consulting Group, LLC: Un material compuesto viscoelástico de metal y polímero que comprende:
(a) un material particulado metálico, teniendo el material particulado […]
Material compuesto de polímero metálico, un método para su extrusión y artículos conformados hechos a partir de ellos, del 13 de Febrero de 2019, de Wild River Consulting Group, LLC: Un material compuesto viscoelástico de metal y polímero que comprende:
(a) un material particulado metálico, teniendo el material particulado […]
Material compuesto de polímero metálico, un método para su extrusión y artículos conformados a partir del mismo, del 6 de Febrero de 2019, de Wild River Consulting Group, LLC: Un material compuesto viscoelástico y de polímero metálico que comprende: (a) un particulado metálico que tiene un revestimiento exterior que comprende […]
Composite de metal y polímero que posee propiedades mejoradas, del 23 de Enero de 2019, de Wild River Consulting Group, LLC: Un composite viscoelástico de metal y polímero que comprende: (a) un material particulado metálico, teniendo el material particulado un tamaño de […]
BALA ORGÁNICA ANTIREBOTE Y PROCESO PARA FABRICARLA, del 28 de Junio de 2018, de NITROMAX ARGENTINA S.A: El presente invento divulga un proyectil fabricado con carbonato de calcio. El proyectil comprende un compuesto de carbonato de calcio molido a más de 40 micrones en […]
Método para combatir unidades de armamento cargadas con explosivo, y proyectil diseñado para el mismo, del 18 de Abril de 2018, de BAE SYSTEMS BOFORS AB: Método de combatir, con un proyectil que comprende una carga reactiva, una unidad de armamento cargada con explosivo, de modo que se minimizan efectos perjudiciales […]