Aparato y método para producir un hilo.
Un aparato para producir un hilo, comprendiendo el aparato:
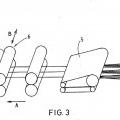
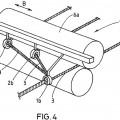
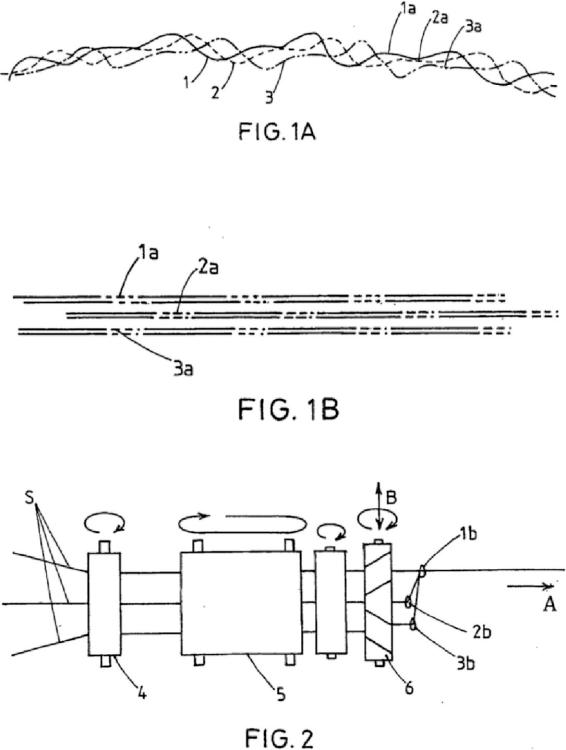
una fase de torsión alternativa (6) que comprende un par de rodillos de torsión (6a,
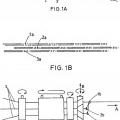
6b), estando adaptado cada uno de los rodillos de torsión para rotar alrededor de un eje de rotación y moverse alternativamente a lo largo del eje de rotación, estando adaptada la fase de torsión alternativa para trenzar simultáneamente dos o más cintas (S), al pasar entre los rodillos de torsión durante el uso, para producir dos o mas hebras trenzadas (3) para trenzarse entre sí y formar un hilo;
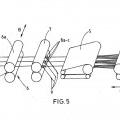
uno o más carretes de recogida (8) en los que puede enrollarse el hilo; y
un sistema de control para controlar la velocidad de rotación de los uno o más carretes de recogida (8);
caracterizado por que el aparato puede hacerse funcionar para introducir filamentos continuos (9) con las cintas a través de una pluralidad de guías (8a-c), por lo cual cada hebra incluye un filamento continuo rodeado por fibras de cinta y el sistema de control se adapta para controlar los uno o más carretes de recogida (8) de manera que la velocidad lineal a la que el hilo se enrolla en los uno o más carretes de recogida (8) es menor que la velocidad lineal a la que las hebras salen de los rodillos de torsión (6a, 6b), de manera que el hilo se somete a baja tensión tras la salida de la fase de torsión alternativa para controlar la estructura del hilo.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/NZ2007/000377.
Solicitante: The Merino Company Limited.
Nacionalidad solicitante: Nueva Zelanda.
Dirección: Level 9 Tower Centre, 45 Queen Street Auckland 1010 NUEVA ZELANDA.
Inventor/es: Lee,David Arthur.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65H59/38 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 59/00 Regulación o control de la tensión del material filiforme, p. ej. para impedir los rizos; Utilización de indicadores de tensión (aparatos de tensión de uso general en conexión con la manipulación de bandas, cintas o materiales filiformes B65H 77/00). › por regulación de la velocidad del mecanismo de accionamiento de los dispositivos de desenrollado, de avance, de enrollamiento o de almacenado, p. ej. en reacción automática a las variaciones de tensión.
- D02G1/04 TEXTILES; PAPEL. › D02 HILOS; ACABADO MECANICO DE HILOS O CUERDAS; URDIDO O PLEGADO. › D02G RIZADO U ONDULADO DE LAS FIBRAS, FILAMENTOS, HILOS O HILADOS; HILADOS O HILOS. › D02G 1/00 Producción de fibras, filamentos, hilados o hilos, rizados u ondulados o dándoles tales características latentes (hilos en sí D02G 3/00; durante la formación de filamentos fabricados por el hombre, hilos o artículos semejantes D01D 5/22; aspectos generales del tratamiento químico D06M). › Dispositivos para conferir una falsa torsión.
- D02G3/00 D02G […] › Hilados o hilos, p. ej. hilos de fantasía; Procedimientos o aparatos para su producción no previstos en otro lugar (para producir hilos rizados u ondulados D02G 1/00).
PDF original: ES-2553406_T3.pdf
Patentes similares o relacionadas:
Artículos recubiertos formados por microcápsulas con grupos funcionales reactivos, del 7 de Agosto de 2019, de Outlast Technologies, LLC: Un artículo recubierto , que comprende: un sustrato; y un recubrimiento que cubre al menos una parte del sustrato e […]
Material compuesto polimérico, del 11 de Junio de 2019, de INTERNATIONAL PAPER COMPANY: Una composición que comprende del 10 al 50 % en peso de fibra de pasta de madera y del 45 al 85% en peso de polímero termoplástico, en donde el nivel de dilución para […]
Polímero de material compuesto, del 6 de Junio de 2019, de INTERNATIONAL PAPER COMPANY: Una composición que comprende de 65 a 85% en peso de fibra de pasta papelera de madera, de 15 a 35% en peso de polímero termoplástico y de 0.1 a 5% en peso de aceite mineral […]
Polímero de material compuesto, del 16 de Enero de 2019, de INTERNATIONAL PAPER COMPANY: Una composición que comprende de 10 a 50% en peso de fibra de pasta papelera de madera, de 45 a 85% en peso de polímero termoplástico en la que las fibras se […]
 Fibra inorgánica revestida de fosfato y métodos de preparación y uso, del 31 de Octubre de 2018, de Unifrax I LLC: Una fibra inorgánica vítrea, en la que al menos un 90 por ciento en peso de dicha fibra comprende cal y alúmina, y 10 por ciento en peso o menos de sílice, y en donde al […]
Fibra inorgánica revestida de fosfato y métodos de preparación y uso, del 31 de Octubre de 2018, de Unifrax I LLC: Una fibra inorgánica vítrea, en la que al menos un 90 por ciento en peso de dicha fibra comprende cal y alúmina, y 10 por ciento en peso o menos de sílice, y en donde al […]
Fibras de alto rendimiento, del 28 de Marzo de 2018, de ARKEMA INC.: Una fibra que comprende una polietercetonacetona o mezcla de polietercetonacetona y nanotubos minerales, en donde la polietercetonacetona o mezcla de […]
Cable reforzado de núcleo compuesto de conductor de aluminio y método de fabricación, del 7 de Diciembre de 2016, de CTC Global Corporation: Un núcleo compuesto reforzado con fibras configurado para su uso en un cable de distribución y transmisión eléctrica, en el que el núcleo compuesto […]
Copoliméro de bloque que presenta flujo y elasticidad alta, del 23 de Diciembre de 2015, de KRATON POLYMERS U.S. LLC: Copolímero de bloque hidrogenado selectivamente que presenta un bloque S y un bloque E1 y que presenta la fórmula general: (S-E1)nX o mezclas de los mismos con uno cualquiera […]