Método para producir un componente de aparato doméstico con una marcación en un vaciado, y componente de aparato doméstico.
La invención hace referencia a un método para producir un componente de aparato doméstico (1) en el que se prevé una parte base (2) del componente de aparato doméstico (1),
y en el cual se genera una marcación (8) sobre un lado superior (3) de la parte base (2), donde sobre el lado superior (3) se forma un vaciado (4), y la marcación (8) se forma en el vaciado (4). La invención también hace referencia a un componente de aparato doméstico (1).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201430667.
Solicitante: BSH ELECTRODOMESTICOS ESPAÑA S.A..
Nacionalidad solicitante: España.
Inventor/es: PEÑA TORRE, JOSE IGNACIO, GOLDARACENA JACA,MARTIN, Ester Sola,Francisco Javier, VILLATE ROBLES,Ander, MIMOSO FERNANDES,Carlos, URRUTIA ANGOS,David, ORIOL LANGA,Luis, VILLAREAL CALVO,Luis.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K26/40 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › tomando en consideración las propiedades del material involucrado.
- B41M1/14 B […] › B41 IMPRENTA; MAQUINAS COMPONEDORAS DE LINEAS; MAQUINAS DE ESCRIBIR; SELLOS. › B41M PROCESOS DE IMPRESION, DE REPRODUCCION, DE MARCADO O COPIADO; IMPRESION EN COLOR (corrección de errores tipográficos B41J; procedimientos para aplicar imágenes transferencia o similares B44C 1/16; productos fluidos para corregir errores tipográficos C09D 10/00; impresión de textiles D06P). › B41M 1/00 Entintado o impresión con una forma de impresión. › Impresión policroma.
- B41M3/00 B41M […] › Procesos de impresión para trabajos impresos de un tipo particular, p. ej. motivos (dibujos particulares en sí B44F; fabricación de circuitos impresos utilizando técnicas de impresión H05K 3/12).
- B44C1/22 B […] › B44 ARTES DECORATIVAS. › B44C REALIZACION DE EFECTOS DECORATIVOS (procedimientos para aplicar líquidos u otros materiales fluidos a superficies en general B05D; conformación de materias plásticas o de sustancias en estado plástico B29C; procedimientos de impresión para imágenes-transferencia B41M 3/12; procedimientos termográficos de reproducción o de marcado B41M 5/00 ); MOSAICOS; MARQUETERIA (imitación de mosaicos o de marquetería B44F 11/04 ); COLOCACION DE PAPELES PINTADOS. › B44C 1/00 Procesos no expresamente previstos en otro lugar para la producción de efectos decorativos sobre superficies (decoración de textiles D06Q). › Levantamiento superficial de material, p. ej. por grabado, por aguafuerte.
Fragmento de la descripción:
MÉTODO PARA PRODUCIR UN COMPONENTE DE APARATO DOMÉSTICO CON UNA MARCACIÓN EN UN VACIADO, Y COMPONENTE DE APARATO DOMÉSTICO
La invención hace referencia a un método para producir un componente de aparato doméstico en el que se prevé una parte base del componente de aparato doméstico, y en el cual se genera una marcación sobre un lado superior de la parte base. Asimismo, la invención hace referencia a un componente de aparato doméstico producido de conformidad con un método correspondiente.
Es conocido que mediante láser se pueden procesar materiales de diversas formas. En este contexto, también se pueden procesar los plásticos. El haz láser actúa sobre el material plástico y lo funde por su lado superior. Mediante tales métodos, se pueden generar marcaciones al poderse, por ejemplo, aclarar de esta forma plásticos oscuros mediante la acción del haz láser. Al generar el haz láser en el lado superior del plástico esta masa fundida, se forman en ésta pequeñas burbujas de gas que aumentan el volumen de forma que se genera en cierta medida un plástico espumado. Las burbujas de gas que quedan rodeadas reflejan la luz de manera difusa, teniendo así el área procesada un aspecto más brillante que el material circundante. También puede preverse que esta marcación resalte o sobresalga hacia arriba de la superficie del plástico adyacente, que no está espumado, y así sea perceptible táctilmente. En este caso, se trata por tanto de una marcación espumada.
No obstante, ha de señalarse que sobre todo tales marcaciones con las áreas de plástico espumado son demasiado elevadas o están espumadas en exceso y que, por ello, presentan desventajas.
Un problema presente en estas marcaciones al espumar un material plástico por láser directamente sobre una superficie de un lado superior de la parte base puede observarse también en el hecho de que estas marcaciones son muy frágiles. Como consecuencia de las burbujas de gas encerradas en esta área de plástico espumado generada y la porosidad que resulta de ello, se ve reducida la estabilidad mecánica. Debido a las áreas de plástico que suelen estar realizadas entonces extendiéndose hacia arriba, estas marcaciones están poco protegidas y también pueden resultar dañadas por las fuerzas que entonces actúan sobre ellas en mayor medida.
No obstante, también se han dado los problemas correspondientes en aquellos casos en los que una marcación es aplicada directamente sobre una superficie de una parte base, la cual puede estar formada, por ejemplo, también de plástico, con un material de pintura, por ejemplo, una tinta de color, por medio de un método de inyección de tinta.
La presente invención resuelve el problema técnico de proporcionar un método y un componente de aparato doméstico con el cual o en el cual, respectivamente, se formen marcaciones mejoradas con respecto a fuerzas no deseadas que actúen sobre la parte base.
Dicho problema técnico se resuelve mediante un método y un componente de aparato doméstico según las reivindicaciones independientes.
En un método según la invención para producir un componente de aparato doméstico, se prevé una parte base del componente de aparato doméstico. Sobre un lado superior de la parte base se generan una o más marcaciones. Una idea esencial de la invención consiste en que sobre el lado superior se forme un vaciado, y entonces se forme la marcación en el vaciado. La marcación puede ser dispuesta de manera que esté más protegida al ser formada de tal manera que esté embutida al menos en ciertas áreas o rebajada al menos en ciertas áreas. De este modo, también con marcaciones poco estables mecánicamente se puede reducir un deterioro provocado por fuerzas no deseadas que actúen sobre ellas. Al no generarse ya la marcación de manera completamente directa sobre la superficie del lado superior de la parte base y, por tanto, no sobresalir de manera correspondiente o estar completamente expuesta extendiéndose hacia arriba, se reduce la probabilidad de que se deteriore esta marcación al golpearla.
De manera preferida, el componente es formado de plástico al menos en el lado superior. Mediante un material de este tipo y realizándose entonces un vaciado en el que se lleve a cabo la generación de la marcación, se puede proporcionar por un lado una parte base muy ligera y, por otro lado, producida con una forma compleja. Puesto que, en particular con los plásticos, la acción del láser genera áreas de plástico espumado que luego se usan como marcaciones, y aunque sean relativamente frágiles e inestables, tales marcaciones se ven mejoradas considerablemente por medio de la invención, en particular con una parte base formada de plástico. En consecuencia, esto también se mejora para implementaciones en las que la marcación se genere con una tinta de color, ya que aquélla se forma entonces en el vaciado.
Preferiblemente, la parte base es producida como moldeado por inyección. Por tanto, está hecha por completo de plástico, con lo que las ventajas anteriormente mencionadas también se consiguen en gran medida. En particular en una realización como moldeo por inyección mediante un molde de inyección correspondiente, la configuración del vaciado puede ser preajustada de manera muy precisa y, al introducir el material plástico en este molde de inyección, también se genera y funde entonces este vaciado de manera prácticamente automática. Por consiguiente, en esta configuración ya no es necesario producir posteriormente el vaciado en la parte base, con lo que se reduce el tiempo de producción y se aumenta la precisión de la forma y la posición del vaciado.
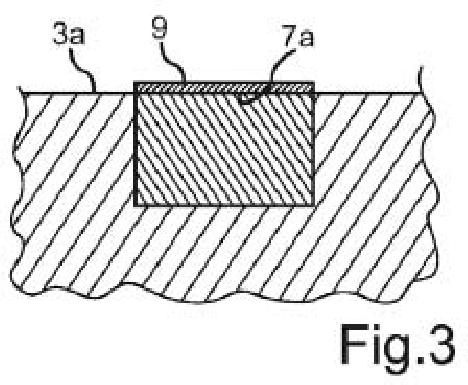
De manera preferida, la marcación es generada por la acción de un láser sobre el material plástico del lado superior en el área del vaciado, y se forma un área de plástico espumado en el vaciado, la cual constituye la marcación. Además de la formación de la marcación rebajada o embutida parcialmente o por completo, esto también es ventajoso en el sentido de que el vaciado además prefija determinados límites para el área de plástico espumado. En particular, el láser únicamente actúa en este contexto sobre el material o esencialmente sólo sobre el material del suelo del vaciado, de tal forma que el espumado y, por tanto, el movimiento hacia arriba del material tratado con el láser en el vaciado se ven entonces limitados por las paredes laterales correspondientes del vaciado. Así, también se hace posible un contorno muy definido de esta marcación, tal que aquí también se puede conseguir una gran precisión en la forma de la marcación.
En una forma de realización alternativa, la marcación es generada introduciéndose una tinta de color en el vaciado mediante un método de inyección de tinta. También de este modo se dan las ventajas mencionadas anteriormente y, llenando el vaciado con la tinta, se genera una configuración de la marcación embutida parcial o totalmente. Aquí también, por medio del vaciado se mejora ventajosamente la precisión del contorno de la marcación, ya que la tinta ya no puede salirse hacia los lados. Mediante dicha introducción en el vaciado, se consigue de nuevo una posición con cierta protección con respecto a la influencia de fuerzas indeseadas sobre la tinta, de tal forma que también aquí se crea una determinada protección frente a los golpes.
Puede preverse que la marcación dispuesta en el vaciado sea cubierta mediante una capa de cubierta adicional. De este modo, la marcación, formada ahora en particular como tinta de color o, preferiblemente, como área de plástico espumado, está dispuesta estando tapada y encapsulada por completo. Incluso en el caso de que la marcación presentara entonces una relativa inestabilidad mecánica, las influencias externas prácticamente no
pueden ya actuar sobre ella, puesto que este material de plástico espumado o la tinta ya no quedan expuestos en ningún lugar.
Preferiblemente, la capa de cubierta es transparente y puede ser, por ejemplo, un barniz. De esta forma, puede ser aplicada de manera muy sencilla, con poco grosor, y con gran precisión localmente.
De manera preferida, está previsto que la capa de cubierta se forme como capa resistente al rayado, de forma que tampoco aquí se pueda rayar la marcación.
Preferiblemente, la capa de cubierta es aplicada únicamente sobre la marcación o sobre el material de la marcación, por lo que no es aplicada sobre las áreas adyacentes de la parte base que lindan con el vaciado.
De manera preferida, está previsto que la superficie de la marcación sea formada a ras con la superficie del componente de aparato doméstico al ser introducida en el vaciado, de tal forma que la marcación ya no sobresalga hacia arriba. En este caso,...
Reivindicaciones:
1. Método para producir un componente de aparato doméstico (1) en el que se prevé una parte base (2) del componente de aparato doméstico (1), y en el cual se genera una marcación (8) sobre un lado superior (3) de la parte base (2), caracterizado porque sobre el lado superior (3) se forma un vaciado (4), y la marcación (8) se forma en el vaciado (4).
2. Método según la reivindicación 1, caracterizado porque la parte base (2) es formada de plástico al menos en el lado superior (3).
3. Método según la reivindicación 1 ó 2, caracterizado porque la parte base (2) es producida como moldeado por inyección.
4. Método según la reivindicación 2 ó 3, caracterizado porque la marcación (8) es formada por la acción de un láser (5) sobre el material plástico del lado superior (3) y generándose un área de plástico espumado (7) en el vaciado (4).
5. Método según cualquiera de las reivindicaciones 1 a 3, caracterizado porque la marcación (8) es generada introduciéndose tinta de color en el vaciado (4) mediante un método de inyección de tinta.
6. Método según cualquiera de las reivindicaciones enunciadas anteriormente, caracterizado porque la marcación (8) es cubierta mediante una capa de cubierta (9) en el vaciado (4).
7. Método según la reivindicación 6, caracterizado porque la capa de cubierta (9) se forma como capa resistente al rayado.
8. Método según la reivindicación 6 ó 7, caracterizado porque la capa de cubierta (9) se forma únicamente sobre la marcación (8).
9. Componente de aparato doméstico (1) producido de conformidad con un método según cualquiera de las reivindicaciones enunciadas anteriormente.
Patentes similares o relacionadas:
Método para producir un recubrimiento decorativo impreso digitalmente sobre una superficie sólida, del 15 de Julio de 2020, de Jetronica Limited: Método para producir un revestimiento decorativo impreso digitalmente sobre una superficie sólida, que comprende las etapas de aplicar partículas […]
Procedimiento para la producción de una película de embalaje estructurada y película de embalaje, del 1 de Julio de 2020, de MONDI AG: Procedimiento de producción de una película de embalaje estructurada, en el que una primera banda de película plana y sin relieve se aporta a un dispositivo de […]
Impresión digital con aglutinante, del 19 de Febrero de 2020, de Ceraloc Innovation AB: Método de formación de una imagen (P) impresa digitalmente con pigmentos de color sobre una superficie de un panel de construcción, que comprende las etapas […]
Aparato para orientar copos magnéticos, del 20 de Noviembre de 2019, de Viavi Solutions Inc: Un aparato para orientar copos magnéticos en un portador fluido impreso sobre un sustrato en un proceso de impresión, comprendiendo el aparato: un rodillo giratorio […]
ESTRUCTURA EN CAPAS CON PATRÓN GRÁFICO INCORPORADO, del 14 de Mayo de 2019, de DOCOVER OY: 1. Estructura de múltiples capas óptica, opcionalmente flexible para su uso como protector de pantalla para dispositivos electrónicos, que comprende […]
Papel destinado en particular a la impresión de una capa electroconductora, del 30 de Enero de 2019, de ARJO WIGGINS FINE PAPERS LIMITED: Papel que consta de un sustrato fibroso que comprende al menos una cara recubierta con al menos una capa, comprendiendo o consistiendo dicha capa en: - 100 partes […]
Dispositivo y procedimiento de optimización de transformación por vía digital de un sustrato, del 8 de Noviembre de 2018, de MGI Digital Technology: Procedimiento de impresión en un dispositivo de impresión por vía digital de un sustrato, preferentemente de un sustrato tratado previamente; que comprende: * una etapa […]
Procesos accionados por correa para producir capas de efecto óptico, del 27 de Septiembre de 2018, de SICPA HOLDING SA: Un dispositivo de impresión para producir una capa de efecto óptico en un sustrato , el dispositivo de impresión que comprende: a) un […]