PROCESO PARA REALIZAR UNA PELÍCULA DE POLIOLEFINA TRANSPIRABLE ELÁSTICA.
Proceso para preparar películas de poliolefina elásticas transpirables,
que incluye las etapas de: - producir un elemento tubular mediante extrusión por soplado de una mezcla de olefinas, elastómeros termoplásticos estirénicos y relleno para facilitar la generación de porosidad por estiramiento; -apretar el elemento tubular para obtener una película plana compuesta de dos capas superpuestas; -calentar la película plana al punto de ablandamiento; -prensar la película plana para unir las dos capas originales entre sí; -enfriar la película plana a una temperatura de 8 a 30º C; -estirar la película en dirección transversal y/o longitudinal para hacerla transpirable
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2004/003877.
Solicitante: NUOVA PANSAC S.P.A.
Nacionalidad solicitante: Italia.
Dirección: VIA F. RESTELLI, 5 20124 MILANO ITALIA.
Inventor/es: LORI, FABRIZIO, BORTOLETTO, GRAZIANO.
Fecha de Publicación: .
Fecha Solicitud PCT: 25 de Noviembre de 2004.
Clasificación Internacional de Patentes:
- B29C37/00H3
- B29C55/00B
- B29C55/02B
- B32B37/28 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 37/00 Procedimientos o aparatos para la estratificación, p.ej. por polimerización o curado o por unión por ultrasonidos. › implicando la unión de productos intermedios no planos que son aplanados en un paso posterior, p.ej. tubos.
- B32B38/00D
Clasificación PCT:
- B29C55/00 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Conformación por estirado, p. ej. estirado a través de una matriz; Aparatos a este efecto (B29C 61/08 tiene prioridad).
- B29C55/02 B29C […] › B29C 55/00 Conformación por estirado, p. ej. estirado a través de una matriz; Aparatos a este efecto (B29C 61/08 tiene prioridad). › de placas o de hojas.
- B32B37/28 B32B 37/00 […] › implicando la unión de productos intermedios no planos que son aplanados en un paso posterior, p.ej. tubos.
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre.
Fragmento de la descripción:
Esta invención se refiere a un proceso para preparar una película de poliolefina elástica transpirable, una planta para implementar dicho proceso y el uso de una mezcla de poliolefinas y elastómeros termoplásticos para realizar una película elástica traspirable.
Las películas traspirables de poliolefina se utilizan en diferentes campos de la técnica, en particular para realizar productos diseñados para que sean impermeables a los líquidos a la vez que permitan el paso de aire y vapor a través de los mismos.
WO-A-01/32 116 describe una película elástica transpirable de capa única realizada en un elastómero termoplástico mezclado con un relleno y olefinas. WO-A-99/62 695 describe un material elastomérico unido a un revestimiento fabricado de tela de algodón.
De la patente EP-B1-1 226 013, a nombre del presente solicitante, a la cual se hace referencia para una mejor comprensión de la técnica anterior, es conocido un proceso para realizar películas de poliolefina transpirables estirando transversalmente y/o longitudinalmente una película de poliolefina, a la cual se añade rellenos de CaCO3 o materiales equivalentes.
Según lo que se describe en la patente EP-B1-1 226 013, la película de poliolefina que se va a estirar se obtiene a partir de un proceso que incluye las etapas de: producir un elemento tubular mediante extrusión por soplado apretando el elemento tubular para obtener dos capas superpuestas, calentar las dos capas superpuestas al punto de ablandamiento, prensar las dos capas entre sí para unirlas fuertemente y enfriar la película así obtenida.
La película obtenida por este proceso presenta la ventaja de permitir velocidades e índices de estiramiento de película elevados, sin aumentar el riesgo de generar micro-orificios, que podrían afectar a las propiedades de impermeabilidad al líquido de la película.
Las películas de poliolefina transpirables que se obtienen mediante el proceso de la patente EP-B1-1 226 013 presentan otros inconvenientes.
En particular, la película no puede adaptarse fácilmente a la superficie a cubrir, sin correr el riesgo de romperla, mientras se proporciona una estanqueidad al líquido adecuada.
El objetivo de esta invención es proporcionar una solución a los problemas de la técnica anterior y en particular al problema mencionado anteriormente.
Dicho objetivo se consigue gracias a un proceso de acuerdo con el principio de la reivindicación 1.
Pueden darse otras realizaciones del proceso de acuerdo con el principio de las reivindicaciones dependientes 2 a 9.
El proceso de la invención será más claro a partir de la siguiente descripción de una posible realización, la cual se propone junto con un dibujo para mostrar esquemáticamente una planta de producción de acuerdo con la invención.
El proceso que se describe a continuación utiliza una mezcla de polietileno, preferiblemente de tipo LDPE, LLDPE, elastómeros y rellenos termoplásticos estirénicos, generalmente a base de CaCO3, que hacen que la película sea porosa al estirarla.
Sin embargo, pueden utilizarse otras olefinas a base de polietileno y/o polipropileno, que pueden obtenerse mediante procedimientos de catálisis convencionales (Ziegler, Ziegler-Natta, Phillips) o catálisis de metaloceno, particularmente copolímeros de polietileno que tienen -olefinas con 4 a 10 átomos de carbono (1-buteno, 1-penteno, 1-hexeno, 1-hepteno, 1-octeno, 4metil-1-penteno, etc.)
La cantidad de relleno añadido depende también de la transpirabilidad deseada, el relleno es típicamente de un 30% a un 70% en peso de la mezcla.
Más preferiblemente, el relleno es de un 40% a un 50% en peso de la mezcla.
Pueden utilizarse otros tipos de rellenos orgánicos o inorgánicos en lugar de CaCO3.
En particular, pueden utilizarse los siguientes rellenos: arcilla, caolín, zeolitas, Zn, Al, Ca, CaSO4, BaSO4, MgO, Mg(OH)2, TiO2.
Preferiblemente, los rellenos presentan un tamaño de partícula medio de 0,5 a 2 m y son procesados para hacer que su superficie sea hidrofóbica.
Los rellenos pueden ir recubiertos además con ácidos grasos, por ejemplo, ácido esteárico, para obtener una mejor dispersión de los mismos en el polímero.
De acuerdo con una posible realización, el elastómero termoplástico estirénico puede ser KRATON (comercializado por KRATON POLYMERS RESEARCH S.A. – Avenue Jean Monnet 1-B-1348 Ottignies-Louvain-la-Neuve) o SEPTON (comercializado por KURARAY Co., LTD. -Kuraray Nihonbashi BLDG., 3-1-6, Nihonbashi, CHUO-KU, TOKYO, 103-8254).
La cantidad de elastómero termoplástico estirénico puede ser de un 10% a un 40% en peso de la mezcla.
Preferiblemente, la cantidad de elastómero termoplástico estirénico puede ser de un 20% a un 30% en peso de la mezcla.
En cualquier caso, la cantidad de elastómero termoplástico estirénico será tal para obtener un valor de pérdida de histéresis, en el diagrama de histéresis elástica, de un 30% a un 70% (preferiblemente por debajo de un 40%), entre el 1er y el 2º ciclo detectados a un 50% de alargamiento, y una deformación residual, después de dos ciclos, por debajo de un 30% (preferiblemente por debajo de un 10%).
Estos parámetros se obtuvieron a partir de ensayos que se llevaron a cabo en condiciones ambientales estándar, utilizando un dinamómetro INSTRON serie 5564, sobre una muestra de 3 pulgadas, con terminales separados 100 mm y una velocidad de alargamiento de 500 mm/minuto.
La cantidad de olefinas puede variar en función de la elasticidad y transpirabilidad requeridas. Preferiblemente, la cantidad de olefinas puede ser de un 10% a un 50% en peso de la mezcla.
Más preferiblemente, la cantidad de olefinas puede ser de un 25% a un 38% en peso de la mezcla.
Todavía más preferiblemente, la cantidad de olefinas puede ser de un 27% a un 34% en peso de la mezcla.
Haciendo referencia a los intervalos de porcentajes en peso de los tres componentes de la mezcla (olefinas, elastómero termoplástico estirénico y relleno), se comprenderá que cualquier variación de peso de un componente implica una variación igual y contraria del peso de por lo menos otro componente, de manera que la suma de porcentajes en peso sea siempre del 100%.
En una posible realización del proceso, los porcentajes en peso son substancialmente tal como sigue: 27% olefinas, 27% elastómero termoplástico estirénico y 46% rellenos.
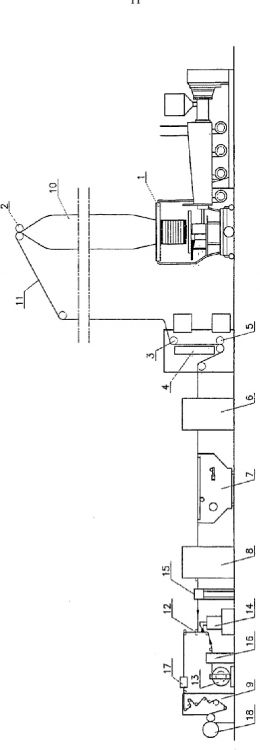
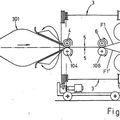
Esta mezcla se extruye por soplado mediante un extrusor de cabezal redondo 1, obteniendo así un elemento tubular 10.
La temperatura del elemento tubular 10 que introduce el extrusor 1 es de 150 a 230º C y preferiblemente de 170 a 190º C.
La relación de soplado del elemento tubular 10 puede ser 1:2 a 1:4 y preferiblemente de 1:3.
El elemento tubular 10 obtenido por extrusión por soplado es adicionalmente calandrado.
Particularmente, elemento tubular 10 avanza a una temperatura aproximadamente de 80 a 120º C, y preferiblemente de aproximadamente 100º C, en una primera calandra 2, donde es prensado y extendido hasta que adopta una forma de banda 11, formada por dos capas superpuestas, cuya anchura es la mitad de la circunferencia del elemento tubular y cuyo grosor es el doble del grosor del elemento tubular.
La disposición de dos capas superpuestas reduce el riesgo, durante la siguiente etapa de estiramiento, de dañar la película, es decir, de que pueda presentar zonas con una impermeabilidad al líquido imperfecta.
De hecho, la posibilidad de que la película pueda rasgarse en la misma posición en ambas capas es algo extremadamente poco común.
La calandra 2 que se utiliza para hacer más delgado el elemento tubular 10 estirándolo presenta un par de rodillos lisos acoplados, estando fabricado el primero de acero cromado y estando fabricado este último de caucho con una dureza de 60 a 80 Shore: la presión ejercida por el rodillo de calandrado 2 en el elemento tubular comprimido 10 es de 5 a 10 kg/cm2.
Después aplanarse, la película 11 se calienta al punto de ablandamiento.
Esta temperatura depende del tipo de mezcla extruida, e indicativamente puede ser de 80 a 130º C, preferiblemente de aproximadamente...
Reivindicaciones:
1. Proceso para preparar películas de poliolefina elásticas transpirables, que incluye las etapas de:
- producir un elemento tubular mediante extrusión por soplado de una mezcla de olefinas, elastómeros termoplásticos estirénicos y relleno para facilitar la generación de porosidad por estiramiento; -apretar el elemento tubular para obtener una película plana compuesta de dos capas superpuestas; -calentar la película plana al punto de ablandamiento; -prensar la película plana para unir las dos capas originales entre sí; -enfriar la película plana a una temperatura de 8 a 30º C; -estirar la película en dirección transversal y/o longitudinal para hacerla transpirable.
2. Proceso según la reivindicación 1, caracterizado por el hecho de que comprende, además, las etapas de:
- unir un material de separación a la película elástica transpirable; -enrollar la película unida al material de separación, en un rodillo.
3. Proceso según la reivindicación 1 o 2, caracterizado por el hecho de que dicha mezcla comprende de un 30 % a un 70% en peso de rellenos, de un 10% a un 40% en peso de elastómeros termoplásticos estirénicos y de un 10% a un 50% en peso de olefinas.
4. Proceso según la reivindicación 1, 2 o 3, caracterizado por el hecho de que dicho material de separación presenta una estructura continua.
5. Proceso según la reivindicación 4, caracterizado por el hecho de que dicho material de separación es papel o una película de tejido no tejido.
6. Proceso según la reivindicación 5, caracterizado por el hecho de que dicho papel o película de tejido no tejido está unido a la citada película extruida mediante un adhesivo.
7. Proceso según la reivindicación 5, caracterizado por el hecho de que dicho papel o película de tejido no tejido está unido a la citada película extruida
(11) sin utilizar adhesivos.
8. Proceso según la reivindicación 1, 2 o 3, caracterizado por el hecho de que dicha capa de separación presenta una estructura discontinua.
9. Proceso según la reivindicación 8, caracterizado por el hecho de que dicha capa de separación está realizada en un material en polvo.
Patentes similares o relacionadas:
Tablero suavemente plegable, del 4 de Enero de 2017, de SCA Forest Products AB: Tablero suavemente plegable que comprende una capa intermedia , una primera capa exterior unida a la capa intermedia y una segunda […]
 PELICULA ELASTICA CON EFECTO BARRERA, PARTICULARMENTE PARA EL ENVASADO DE PRODUCTOS ALIMENTICIOS, Y METODO PARA LA PRODUCCION DE LA MISMA, del 16 de Diciembre de 2007, de A.W.A.X. PROGETTAZIONE E RICERCA S.R.L.: Película elástica, particularmente para el envasado de productos alimenticios, que presenta permeabilidad controlada a los gases, caracterizada porque comprende, como mínimo, […]
PELICULA ELASTICA CON EFECTO BARRERA, PARTICULARMENTE PARA EL ENVASADO DE PRODUCTOS ALIMENTICIOS, Y METODO PARA LA PRODUCCION DE LA MISMA, del 16 de Diciembre de 2007, de A.W.A.X. PROGETTAZIONE E RICERCA S.R.L.: Película elástica, particularmente para el envasado de productos alimenticios, que presenta permeabilidad controlada a los gases, caracterizada porque comprende, como mínimo, […]
 PELÍCULA ELÁSTICA DE AJUSTE INFERIOR RESISTENTE AL DESGARRO Y MÉTODO DE FABRICACIÓN, del 7 de Enero de 2011, de TREDEGAR FILM PRODUCTS CORPORATION: Un método para formar una película elástica de ajuste inferior resistente al desgarro que comprende las etapas de: coextruir una película de una primera capa que comprende […]
PELÍCULA ELÁSTICA DE AJUSTE INFERIOR RESISTENTE AL DESGARRO Y MÉTODO DE FABRICACIÓN, del 7 de Enero de 2011, de TREDEGAR FILM PRODUCTS CORPORATION: Un método para formar una película elástica de ajuste inferior resistente al desgarro que comprende las etapas de: coextruir una película de una primera capa que comprende […]
ESTRUCTURAS DE PELICULAS TERMOPLASTICAS CON UNA CAPA EXTERNA DE BAJO PUNTO DE FUSION, del 15 de Junio de 2010, de EXXONMOBIL OIL CORPORATION: Una estructura de película coextruida, orientada biaxialmente que comprende una capa base que comprende un polímero termoplástico y una primera […]
MATERIALES POLIOLEFINICOS ESTIRADOS Y OBJETOS PRODUCIDOS A PARTIR DE LOS MISMOS, del 5 de Agosto de 2011, de LANKHORST PURE COMPOSITES B.V.: Material poliolefínico estirado que tiene un módulo E, como mínimo, de 17 GPa, y una resistencia, como mínimo, de 400 MPa, que comprende una poliolefina y un nanomaterial, cuyo […]
 ARTICULO CONFORMADO SIN FIN DE FILAMENTOS Y/O FIBRAS CORTADAS DE POLIOLEFINA DE PESO MOLECULAR ULTRAELEVADO, Y UN PROCEDIMIENTO PARA OBTENERLO, del 29 de Noviembre de 2010, de DSM IP ASSETS B.V.: - Artículo conformado sin fin, que comprende filamentos y/o fibras cortadas de poliolefina de peso mo- lecular ultraelevado al menos parcialmente fundidos
ARTICULO CONFORMADO SIN FIN DE FILAMENTOS Y/O FIBRAS CORTADAS DE POLIOLEFINA DE PESO MOLECULAR ULTRAELEVADO, Y UN PROCEDIMIENTO PARA OBTENERLO, del 29 de Noviembre de 2010, de DSM IP ASSETS B.V.: - Artículo conformado sin fin, que comprende filamentos y/o fibras cortadas de poliolefina de peso mo- lecular ultraelevado al menos parcialmente fundidos
Película retráctil, del 8 de Julio de 2020, de Taghleef Industries Inc: Una película retráctil de múltiples capas orientada que comprende una capa de núcleo y al menos una capa de cubierta, dicha capa de núcleo tiene un grosor […]
Película multicapa que incluye copolímero de olefina cíclica, del 4 de Marzo de 2020, de Performance Materials NA, Inc: Una estructura de película multicapa coextruida que comprende al menos dos capas resistentes a la perforación que comprenden al menos un copolímero de olefina cíclica y […]