PROCESO PARA LA PRODUCCION DE ACIDO ACETICO.
Un proceso para la producción de ácido acético cuyo proceso comprende las etapas de
(1) carbonilar metanol y/o un derivado reactivo del mismo seleccionado de acetato de metilo,
éter de dimetilo y yoduro de metilo en una primera zona de reacción de carbonilación en una composición de reacción líquida que comprende catalizador de carbonilación de iridio, promotor de rutenio, co-catalizador de yoduro de metilo, acetato de metilo, ácido acético y agua;
(2) retirar la composición de reacción líquida junto con monóxido de carbono disuelto y/o atrapado y otros gases de dicha zona de reacción de carbonilación;
(3) pasar por lo menos una porción de dicha composición de reacción líquida de retiro a través de una segunda zona de reacción para consumir por lo menos una porción del monóxido de carbono disuelto y/o atrapado;
(4) pasar dicha composición de la etapa (2) y etapa (3) en una o más etapas de separación flash para formar (i) una fracción de vapor que comprende componentes condensables y gas de emisión a baja presión, los componentes condensables que comprenden producto de ácido acético y el gas de emisión a baja presión que comprende monóxido de carbono y otros gases disueltos y/o atrapados con la composición de reacción de carbonilación líquida de retiro y (ii) una fracción líquida que comprende catalizador de carbonilación de iridio, promotor de rutenio y disolvente de ácido acético;
(5) separar los componentes condensables de el gas de emisión a baja presión; y
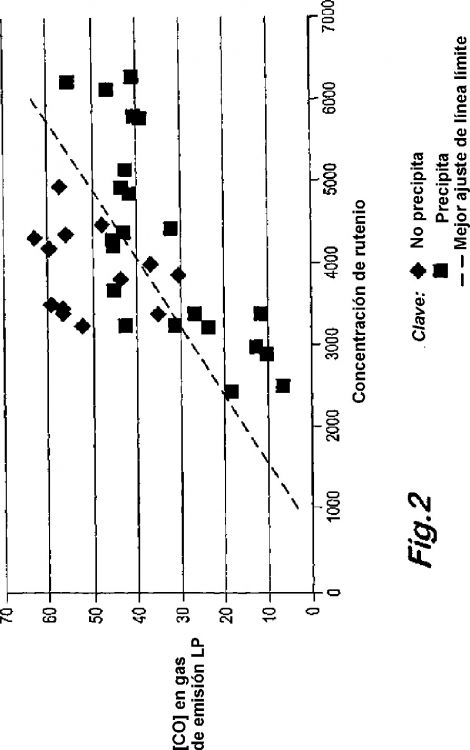
(6) se hace recircular la fracción líquida de la etapa de separación flash a la primera zona de reacción de carbonilación, en donde la concentración de monóxido de carbono en el gas de emisión a baja presión se mantiene de acuerdo con la fórmula:
Y > mX +C
en donde Y es la concentración molar de monóxido de carbono en el gas de emisión a baja presión, X es la concentración en ppm en peso de rutenio en la composición de reacción líquida, m es 0.012 y C es -8.7
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/GB03/01592.
Solicitante: BP CHEMICALS LIMITED.
Nacionalidad solicitante: Reino Unido.
Dirección: CHERTSEY ROAD,SUNBURY-ON-THAMES, MIDDLESEX T.
Inventor/es: MUSKETT,MICHAEL,JAMES.
Fecha de Publicación: .
Fecha Concesión Europea: 9 de Junio de 2010.
Clasificación Internacional de Patentes:
- C07C51/12 QUIMICA; METALURGIA. › C07 QUIMICA ORGANICA. › C07C COMPUESTOS ACICLICOS O CARBOCICLICOS (compuestos macromoleculares C08; producción de compuestos orgánicos por electrolisiso electroforesis C25B 3/00, C25B 7/00). › C07C 51/00 Preparación de ácidos carboxílicos o sus sales, haluros o anhídridos. › con un grupo que contiene oxígeno de un compuesto orgánico, p. ej. de un alcohol.
- C07C51/42 C07C 51/00 […] › Separación; Purificación; Estabilización; Empleo de aditivos.
Clasificación PCT:
Clasificación antigua:
Fragmento de la descripción:
Proceso para la producción de ácido acético.
La presente invención se relaciona con un proceso para la producción de ácido acético mediante la carbonilación de metanol y en particular con un proceso para la producción de ácido acético mediante la carbonilación de metanol en la presencia de un catalizador de carbonilación de iridio y un promotor de rutenio.
La producción de ácido acético mediante la carbonilación de metanol en la presencia de un catalizador de iridio y promotor de rutenio se describe por ejemplo en la Patente Estadounidense 5672743, EP-A-0752406, EP-A-0849248, EP-A-0849249, EP-A-0849250, EP-A-0999198 y EP-A-1002785. En tales procesos de carbonilación de fase líquida, el producto de ácido acético se puede recuperar al retirar la composición de carbonilación líquida del reactor de carbonilación que somete la composición a una o más etapas de separación para recuperar el producto de ácido acético y hacer regresar otros componentes de la composición al reactor de carbonilación.
La estabilidad del catalizador de carbonilación de iridio durante la etapa de recuperación del producto ha sido el objeto de varias solicitudes de patente tales como por ejemplo WO 96/14286 y EP-A-0616997.
La Patente Estadounidense 5,237,097 se relaciona con un proceso de carbonilación en el que la solución del producto de carbonilación líquida se transporta a una zona de separación mantenida a una presión total inferior que es la presión en la zona de reacción y simultáneamente, se introduce un gas que contiene monóxido de carbono que contribuye a una presión parcial de hasta 30 psia (0.21 MPa) de la presión total en la zona de separación. Se dice que el catalizador que contiene metales del Grupo VIII es preferiblemente rodio, rutenio, paladio, cobalto y níquel, de los que se dice que el rodio, cobalto y níquel son particularmente preferidos y solo se ilustra el rodio mediante ejemplo y es el objeto de las reivindicaciones.
La EP-A-0728729 se relaciona con un proceso para purificar una fracción de ácido carboxílico obtenida mediante carbonilación de fase líquida en la que los contaminantes de iridio volátil y/o copromotor volátil (tal como rutenio, osmio y renio) se convierten a formas no volátiles al poner en contacto un yoduro en la ausencia de monóxido de carbono o a una presión parcial de monóxido de carbono menor de aquella de la reacción de carbonilación. Se afirma aquí que la presión parcial de monóxido de carbono puede ser de 0 a 5 bar, preferiblemente menor de 0.25 bar. No se considera la emisión de precipitación en el tramo de recirculación del catalizador.
Se ha encontrado que bajo ciertas condiciones de operación en un proceso de carbonilación catalizado con iridio para la producción de ácido acético, el sistema catalizador (que es el catalizador de iridio y promotor de rutenio) se puede precipitar y formar un sólido. Típicamente, el sólido es una mezcla de catalizador y promotor y es usualmente de color rojo o rojizo. En particular, la formación de sólido ocurre cuando la composición de reacción líquida se pasa a través de una segunda zona de reacción en la que por lo menos 1% del monóxido de carbono disuelto y/o atrapado se hace reaccionar para producir ácido acético adicional, tal como se describe en la EP-A-0846674.
Así subsiste una necesidad de un proceso de carbonilación mejorado en el que se reducen las pérdidas de promotor y/o catalizador debido a la formación de sólidos durante la recuperación del producto de ácido acético.
Se ha encontrado ahora que al mantener una cantidad definida de monóxido de carbono durante la etapa de recuperación de ácido acético y en las zonas de reacción adicionales opcionales, se puede mejorar la estabilidad del sistema catalizador y reducir las pérdidas.
Así, de acuerdo con la presente invención se proporciona un proceso para la producción de ácido acético cuyo proceso comprende las etapas de
en donde la concentración de monóxido de carbono en el gas de emisión a baja presión se mantiene de acuerdo con la fórmula:
en donde Y es la concentración molar de monóxido de carbono en el gas de emisión a baja presión, X es la concentración en ppm en peso de rutenio en la composición de reacción líquida, m es 0.012 y C es -8.7.
El proceso de la presente invención resuelve el problema técnico definido anteriormente al mantener la cantidad de monóxido de carbono en contacto con el promotor anterior a un nivel definido. Se ha encontrado que esto reduce las pérdidas de promotor y/o catalizador debido a la inestabilidad durante las etapas de recuperación del producto de ácido acético.
Sin desear estar limitado por cualquier teoría, se considera que la precipitación es, por lo menos en parte, debido a la formación de formas poliméricas del promotor de rutenio en la zona de separación flash.
Se ha encontrado que, si bien se puede tolerar una cierta cantidad de inestabilidad, ya que cualesquier sólidos precipitados se pueden redisolver a su regreso al reactor de carbonilación, si la inestabilidad excede un cierto nivel, el índice de disolución es menor del índice de precipitación y hay una disminución en la cantidad de promotor de rutenio y catalizador de iridio en el reactor. Esto requiere la adición de más promotor y catalizador con el fin de mantener la actividad del reactor completa.
El sólido precipitado puede en si mismo presentar problemas operacionales tales como pérdida de material y bloqueo de proceso y/o tuberías de instrumento.
La primera de zona de reacción puede comprender una zona de reacción de carbonilación de fase líquida convencional. La presión de la reacción de carbonilación en la primera de zona de reacción está adecuadamente en el rango de 15 a 200 barg, preferiblemente 15 a 100 barg, más preferiblemente 15 a 50 barg y todavía más preferiblemente 18 a 35 barg. La temperatura de la reacción de carbonilación en la primera de zona de reacción está adecuadamente en el rango 100 a 300ºC, preferiblemente en el rango 150 a 220ºC.
Preferiblemente, se utilizan dos zonas de reacción, la primera y segunda zonas de reacción se mantienen en recipientes de reacción separados con medios para retirar del primer recipiente de reacción y pasar del segundo recipiente de reacción la composición de reacción líquida del primer recipiente de reacción con monóxido de carbono disuelto y/o atrapado. Cada segundo recipiente de reacción separado puede comprender una sección de tubo entre el primer recipiente de reacción y una válvula de vaporización de composición de reacción líquida. Preferiblemente el tubo se carga con líquido. Típicamente la relación de la longitud del tubo al diámetro puede ser aproximadamente 12:1, aunque se pueden emplear relaciones de longitud...
Reivindicaciones:
1. Un proceso para la producción de ácido acético cuyo proceso comprende las etapas de
en donde Y es la concentración molar de monóxido de carbono en el gas de emisión a baja presión, X es la concentración en ppm en peso de rutenio en la composición de reacción líquida, m es 0.012 y C es -8.7.
2. Un proceso de acuerdo con la reivindicación 1 en donde el monóxido de carbono en adición a aquel introducido en la segunda zona de reacción como monóxido de carbono disuelto y/o atrapado se introduce en la segunda zona de reacción.
3. Un proceso de acuerdo con la reivindicación 2 en donde el monóxido de carbono adicional se co-une con la primera composición de reacción líquida antes de introducción a la segunda zona de reacción y/o se alimenta de forma separada a una o más ubicaciones dentro de la segunda zona de reacción.
4. Un proceso de acuerdo con la reivindicación 2 o 3 en donde el monóxido de carbono adicional contiene impurezas.
5. Un proceso de acuerdo con una cualquiera de las reivindicaciones 2 a 4 en donde el monóxido de carbono adicional comprende gas de emisión a alta presión de la primera zona de reacción.
6. Un proceso de acuerdo con una cualquiera de las reivindicaciones 2 a 4 en donde el monóxido de carbono adicional comprende una corriente que contiene gas de monóxido de carbono.
7. Un proceso de acuerdo con una cualquiera de las reivindicaciones 1 a 6 en donde más de 10% del monóxido de carbono disuelto y/o atrapado en la composición de reacción líquida retirada de la primera de zona de reacción se consume en la segunda zona de reacción.
8. Un proceso de acuerdo con una cualquiera de las reivindicaciones 1 a 6 en donde más de 25% del monóxido de carbono disuelto y/o atrapado en la composición de reacción líquida retirada de la primera de zona de reacción se consume en la segunda zona de reacción.
9. Un proceso de acuerdo con una cualquiera de las reivindicaciones 1 a 6 en donde más de 50% del monóxido de carbono disuelto y/o atrapado en la composición de reacción líquida retirada de la primera de zona de reacción se consume en la segunda zona de reacción.
10. Un proceso de acuerdo con una cualquiera de las reivindicaciones 1 a 9 en donde el metanol y/o acetato de metilo se carbonilan con monóxido de carbono en la primera zona de reacción.
11. Un proceso de acuerdo con una cualquiera de las reivindicaciones 1 a 10 en donde la concentración de acetato de metilo en las composiciones de reacción líquida en la primera y segunda zonas de reacción está independientemente en el rango 1 a 70% en peso.
12. Un proceso de acuerdo con una cualquiera de las reivindicaciones 1 a 11 en donde la concentración de agua en las composiciones de reacción líquida en la primera y segunda zonas de reacción está independientemente en el rango 0.1 a 20% en peso.
13. Un proceso de acuerdo con una cualquiera de las reivindicaciones 1 a 12 en donde la concentración de co-catalizador de yoduro de metilo en las composiciones de reacción líquida en la primera y segunda zonas de reacción es independientemente 1 a 20% en peso.
14. Un proceso de acuerdo con una cualquiera de las reivindicaciones 1 a 13 en donde la concentración de catalizador de carbonilación de iridio en las composiciones de reacción líquidas en la primera y segunda zonas de reacción está independientemente en el rango 100 a 6000 ppm.
15. Un proceso de acuerdo con una cualquiera de las reivindicaciones 1 a 14 en donde el promotor de rutenio está presente en las composiciones de reacción líquidas en la primera y segunda zonas de reacción en una relación molar de cada promotor de rutenio: iridio en el rango de [0.1 a 100]: 1.
16. Un proceso de acuerdo con una cualquiera de las reivindicaciones 1 a 15 en donde el promotor de rutenio está presente en las composiciones de reacción líquidas en la primera y segunda zonas de reacción en una relación molar de cada promotor de rutenio: iridio en el rango [hasta 10]: 1.
17. Un proceso de acuerdo con una cualquiera de las reivindicaciones 1 a 16 en donde la concentración de rutenio en las composiciones de reacción líquida en la primera y segunda zonas de reacción es independientemente menos de 6000 ppm.
18. Un proceso de acuerdo con una cualquiera de las reivindicaciones 1 a 17 en donde la concentración de rutenio en las composiciones de reacción líquida en la primera y segunda zonas de reacción es independientemente 400 a 5000 ppm.
19. Un proceso de acuerdo con una cualquiera de las reivindicaciones 1 a 18 en donde la presión parcial de monóxido de carbono en la primera y segunda zonas de reacción está independientemente en el rango 1 a 70 bar.
20. Un proceso de acuerdo con una cualquiera de las reivindicaciones 1 a 19 en donde la presión parcial de monóxido de carbono en la primera y segunda zonas de reacción está independientemente en el rango 1 a 15 bar.
21. Un proceso de acuerdo con una cualquiera de las reivindicaciones 1 a 20 en donde la concentración de monóxido de carbono en el gas de emisión a baja presión es por lo menos 30% mol y la concentración de rutenio en la composición de reacción líquida es hasta 3000 ppm en peso.
22. Un proceso de acuerdo con la reivindicación 21 en donde la concentración de monóxido de carbono en el gas de emisión a baja presión es 30 a 40% mol y la concentración de rutenio en la composición de reacción líquida es hasta 3000 ppm en peso.
23. Un proceso de acuerdo con una cualquiera de las reivindicaciones 1 a 20 en donde la concentración de monóxido de carbono en el gas de emisión a baja presión es por lo menos 50% mol y la concentración de rutenio en la composición de reacción líquida es hasta 6000 ppm en peso.
24. Un proceso de acuerdo con la reivindicación 23 en donde la concentración de monóxido de carbono en el gas de emisión a baja presión es 50 a 60% mol y la concentración de rutenio en la composición de reacción líquida es hasta 6000 ppm en peso.
25. Un proceso de acuerdo con una cualquiera de las reivindicaciones 1 a 20 en donde la concentración de monóxido de carbono en el gas de emisión a baja presión es por lo menos 55% mol y la concentración de rutenio en la composición de reacción líquida es hasta 5500 ppm en peso.
26. Un proceso de acuerdo con la reivindicación 25 en donde la concentración de monóxido de carbono en el gas de emisión a baja presión está en el rango 55 a 65% mol y la concentración de rutenio en la composición de reacción líquida es hasta 5500 ppm en peso.
27. Un proceso de acuerdo con una cualquiera de las reivindicaciones 1 a 26 en donde el proceso se opera como un proceso continuo.
Patentes similares o relacionadas:
Ácidos carboxílicos de cannabinoide, sales de ácidos carboxílicos de cannabinoide, su preparación y aplicaciones, del 22 de Abril de 2020, de THC Pharm GmbH The Health Concept: Compuesto seleccionado del grupo que comprende todos los estereoisómeros, y sus mezclas, de los compuestos de las fórmulas generales - **(Ver […]
Método de purificación del ácido beta-hidroxi-beta-metilbutírico, del 30 de Octubre de 2019, de TSI (China) Co., Ltd: Un método de purificación del butirato de β-hidroxil-β-metilo, que comprende: neutralizar un butirato de β-hidroxil--metilo […]
Procedimiento para la producción de ácido láctico y procedimiento para la producción de ácido poliláctico, del 23 de Octubre de 2019, de TORAY INDUSTRIES, INC.: Solución acuosa de ácido láctico al 90 % que contiene metanol a una concentración no superior a 50 ppm, ácido pirúvico a una concentración no superior […]
Procedimiento de enriquecimiento utilizando compuestos útiles en un procedimiento de poliéster, del 23 de Octubre de 2019, de Grupo Petrotemex, S.A. de C.V: Un procedimiento para producir una composición enriquecida , dicho proceso comprende las etapas (a), (f) y (g) y, opcionalmente, las etapas […]
Métodos para preparación de sales de amonio de diácidos C4 por fermentación y métodos integrados para producción de derivados C4 de los mismos, del 26 de Junio de 2019, de ARCHER-DANIELS-MIDLAND COMPANY: Un método de producción de compuestos derivados de ácidos C4, que comprende, obtener un caldo de fermentación clarificado a partir del cultivo de un microorganismo […]
Método de pretratamiento de una resina de quelato que tiene un anillo de piridina usada para recoger un catalizador en un procedimiento de producción de ácido tereftálico, del 24 de Abril de 2019, de MITSUBISHI GAS CHEMICAL COMPANY, INC.: Método de pretratamiento de una resina de quelato que contiene un anillo de piridina usada para recoger un catalizador de oxidación en fase líquida en un procedimiento […]
Proceso de preparación y purificación de ácidos grasos, del 7 de Marzo de 2019, de BASF Pharma (Callanish) Limited: Un proceso de purificación de un ácido graso que tiene de 1 a 6 centros de insaturación no conjugada, proceso que comprende: (a) hacer […]
Procedimiento de concentración de ácidos grasos omega-3, del 14 de Febrero de 2019, de BASF AS: Un procedimiento de concentración de al menos un ácido graso omega-3 a partir de una mezcla oleosa de ácidos grasos mientras se reduce la concentración […]