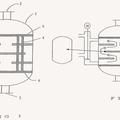
Proceso Fischer-Tropsch en un reactor radial.
Un proceso para la conversión de gas sintético en hidrocarburos superiores por puesta en contacto de una corriente gaseosa que comprende gas sintético con un catalizador de partículas de Fischer- Tropsch,
siendo dicho proceso llevado a cabo en un reactor tubular que tiene una entrada y una salida, estando dicha salida situada aguas abajo de la entrada, comprendiendo dicho reactor uno o más tubos que tienen situados en su interior uno o más soportes para dicho catalizador de partículas y un medio de enfriamiento en contacto con dichos tubos; en el que dicho soporte de catalizador comprende:
un recipiente anular para soportar el catalizador que se utiliza, teniendo dicho recipiente una pared interior perforada que define un tubo, una pared exterior perforada, una superficie superior que encierra el recipiente anular y una superficie de fondo que encierra el recipiente anular;
una superficie que encierra el fondo o dicho tubo formado por la pared interior del recipiente anular;
un faldón que se extiende hacia arriba desde la pared exterior perforada del recipiente anular desde una posición en o cerca de la superficie de fondo de dicho recipiente hasta una posición por debajo de la ubicación de una junta; y una junta dispuesta en o cerca de la superficie superior y que se extiende desde el recipiente en una distancia que se extiende más allá de una superficie exterior del faldón; comprendiendo dicho proceso:
(a) introducir los reactivos gaseosos por la entrada;
(b) hacer pasar dichos reactivos hacia abajo a través de dicho al menos un tubo hasta la superficie superior del, o el primer soporte de catalizador donde pasan en el paso definido por la pared perforada interior del recipiente antes de hacerlo pasar radialmente a través del lecho catalizador hacia la pared exterior perforada;
(c) permitir que ocurra la reacción cuando el gas sintético entra en contacto con el catalizador;
(d) hacer pasar el reactivo que no ha reaccionado y el producto fuera del recipiente a través de la pared exterior perforada y entonces hacia arriba entre la superficie interior del faldón y la pared exterior del recipiente anular hasta que alcancen la junta hacia la cual se dirigen, en el extremo del faldón y obligados a circular hacia abajo entre la superficie exterior del faldón y la superficie interior del tubo de reactor donde se realiza la transferencia de calor;
(e) repetir las etapas (b) a (d) en cualquier soporte de catalizador siguiente; y
(f) retirar el producto de la salida.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/GB2012/050256.
Solicitante: Johnson Matthey Davy Technologies Limited.
Nacionalidad solicitante: Reino Unido.
Dirección: 10 Eastbourne Terrace London W2 6LG REINO UNIDO.
Inventor/es: GAMLIN,Timothy,Douglas.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B01J19/24 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B01 PROCEDIMIENTOS O APARATOS FISICOS O QUIMICOS EN GENERAL. › B01J PROCEDIMIENTOS QUÍMICOS O FÍSICOS, p. ej. CATÁLISIS O QUÍMICA DE LOS COLOIDES; APARATOS ADECUADOS. › B01J 19/00 Procedimientos químicos, físicos o físico-químicos en general; Aparatos apropiados. › Reactores fijos sin elementos internos móviles (B01J 19/08, B01J 19/26 tienen prioridad; de partículas inmóviles B01J 8/02).
- B01J8/06 B01J […] › B01J 8/00 Procedimientos químicos o físicos en general, llevados a cabo en presencia de fluidos y partículas sólidas; Aparatos para tales procedimientos. › en reactores tubulares; las partículas sólidas están dispuestas en tubos.
- C07C1/04 QUIMICA; METALURGIA. › C07 QUIMICA ORGANICA. › C07C COMPUESTOS ACICLICOS O CARBOCICLICOS (compuestos macromoleculares C08; producción de compuestos orgánicos por electrolisiso electroforesis C25B 3/00, C25B 7/00). › C07C 1/00 Preparación de hidrocarburos a partir de uno o varios compuestos, cuando alguno de ellos no es un hidrocarburo. › a partir de monóxido de carbono con hidrógeno.
- C10G2/00 C […] › C10 INDUSTRIAS DEL PETROLEO, GAS O COQUE; GAS DE SINTESIS QUE CONTIENE MONOXIDO DE CARBONO; COMBUSTIBLES; LUBRICANTES; TURBA. › C10G CRACKING DE LOS ACEITES DE HIDROCARBUROS; PRODUCCION DE MEZCLAS DE HIDROCARBUROS LIQUIDOS, p. ej. POR HIDROGENACION DESTRUCTIVA, POR OLIGOMERIZACION, POR POLIMERIZACION (cracking para la producción de hidrógeno o de gas de síntesis C01B; cracking que produce hidrocarburos gaseosos que producen a su vez, hidrocarburos individuales o sus mezclas de composición definida o especificada C07C; cracking que produce coque C10B ); RECUPERACION DE ACEITES DE HIDROCARBUROS A PARTIR DE ESQUISTOS, DE ARENA PETROLIFERA O GASES; REFINO DE MEZCLAS COMPUESTAS PRINCIPALMENTE DE HIDROCARBUROS; REFORMADO DE NAFTA; CERAS MINERALES. › Producción de mezclas líquidas de hidrocarburos de composición no definida a partir de óxidos de carbono.
PDF original: ES-2502766_T3.pdf
Fragmento de la descripción:
Proceso Fischer-Tropsch en un reactor radial [0001] La presente invención se refiere a un procedimiento para la conversión de monóxido de carbono e hidrógeno (gas de síntesis) a productos de hidrocarburos líquidos en presencia de un catalizador de Fischer-Tropsch.
En la reacción de síntesis de Fischer-Tropsch una mezcla gaseosa de monóxido de carbono e hidrógeno se hace reaccionar en presencia de un catalizador para dar una mezcla de hidrocarburo que tiene una distribución relativamente amplia de pesos moleculares. El producto es hidrocarburos saturados predominantemente de cadena recta, que tienen típicamente una longitud de cadena de más de 2 átomos de carbono, por ejemplo, más de 5 átomos de carbono.
La capacidad de construir hidrocarburos a partir de gas de síntesis es una alternativa atractiva a la producción de los hidrocarburos por craqueo de petróleo. Este enfoque de obtención de hidrocarburos ha aumentado a medida que la producción de petróleo ha tenido problemas para mantenerse al día con la creciente demanda de combustibles de alta calidad y aumentará aún a medida que las reservas de petróleo disminuyan y las reservas se enriquezcan con más carbono.
Por lo tanto, es deseable optimizar el proceso de Fischer-Tropsch. Se han hecho varios enfoques para esto y estos se han dirigido generalmente al diseño del reactor o a la formulación de catalizador. Uno de los principales problemas con el proceso es que el calor desprendido por la reacción es muy importante, por ejemplo, aproximadamente el doble que el que se produce por la reacción para producir metanol para la conversión equivalente de óxidos de carbono.
Un enfoque para tratar la elevada cantidad de calor desprendida es llevar a cabo la reacción en un reactor de lecho fijo. En esta disposición, unos gránulos catalizadores se cargan dentro de los tubos de un reactor axial. Se suministra un medio de refrigeración, tal como agua de vaporización, alrededor de los tubos. Los gases reactivos se pasan luego a través de los tubos en los que entran en contacto con el catalizador y se lleva a cabo la reacción de Fischer-Tropsch. El calor desprendido se transfiere a través de la pared del tubo al medio de refrigeración circundante. Debido a la necesidad de controlar el calor dentro del tubo, el tamaño de los tubos es limitado para permitir que el calor pase fácilmente desde el centro de los tubos a las paredes donde se produce el intercambio de calor. En general, por tanto, los tubos tienen un diámetro de menos de aproximadamente 40 mm para garantizar el nivel requerido de transferencia de calor y para evitar que el catalizador situado hacia el centro del tubo se sobrecaliente y quede fuera de control térmicamente. El pequeño tamaño de los tubos contribuye al alto coste de construcción de estos reactores.
Incluso en tubos de tamaño pequeño las partículas de catalizador tienen que ser relativamente pequeñas con el fin de asegurar una mezcla y transferencia de calor razonables. Además, debe realizarse una cuidadosa selección de las condiciones tales como la velocidad superficial y la velocidad espacial horaria de gas con el fin de mantener la transferencia de calor requerida y gestionar la conversión de los gases reactivos a una caída de presión total razonable.
Para los tubos que se acercan al límite de tamaño superior, se ha propuesto el uso de grandes tamaños de partículas de catalizador e incorporar gas y / o líquidos reciclados para mejorar la refrigeración del tubo. Sin embargo, este enfoque tiene algunas desventajas, ya que hay una resistencia significativa a la transferencia de masa en partículas de catalizador de Fischer-Tropsch, donde los reactivos y los productos más ligeros tienen que viajar a través de la cera. Esto conduce a la selectividad creciente de los productos más ligeros no deseados y la generación de más calor no deseado en el centro de la partícula.
En un intento de abordar estos problemas se han propuesto llamados catalizadores "cáscara de huevo" en los que se impregna la superficie de un soporte. Sin embargo, estos catalizadores proporcionan un catalizador menos activo por unidad de volumen del reactor y por lo tanto reducen la productividad, y por lo tanto la economía, del proceso.
También se ha propuesto reducir la relación entre monóxido de carbono e hidrógeno en el gas reactivo para mejorar la transferencia de masa del monóxido de carbono al centro de la partícula de catalizador. Mientras que esto hace mejorar la selectividad del catalizador, las cinéticas de reacción se ralentizan lo que puede conducir a diversos problemas tales como la formación de carburos que tienen que ser eliminados periódicamente.
Un problema adicional es que el catalizador reducido no puede en general ser usado en reactores de lecho fijo de modo que tiene que colocarse equipo para atender a la reducción inicial para permitir la regeneración del catalizador, si es necesario. En algunos casos, esto requiere que las condiciones de diseño de las vasijas de reactores sean considerablemente superiores a las condiciones normales de operación, aumentando así los costes de capital.
Un enfoque alternativo es llevar a cabo la reacción en un reactor de suspensión de burbujas. En esta disposición, las pequeñas partículas de catalizador, tales como las de 150 μm o menos, se suspenden en el producto de hidrocarburos y se agitan mediante la inyección de gas de reacción en la parte inferior del reactor. El gas se vuelve muy disperso por todo el reactor y por lo tanto, en teoría, la zona de transferencia de masa de gas a catalizador es muy grande. Además, como el diámetro del catalizador es reducido, las resistencias de transferencia de masa y de transferencia de calor dentro de la partícula de catalizador son también reducidas, ya que el área de superficie del catalizador es relativamente grande la transferencia de calor desde la partícula de catalizador al fluido es alta de modo que las partículas pueden ser mantenidas al acercarse a las condiciones de temperatura del fluido. El alto desprendimiento de calor en la reacción puede ser gestionado con serpentines internos o externos en los que se vaporiza agua. Así, en teoría, llevar a cabo el proceso en un reactor de suspensión de burbujas ofrece varias ventajas.
Sin embargo, en la práctica puede haber resistencias de transferencia de masa significativas en los reactores de suspensión de burbujas de tal manera que se pueden dar presiones parciales de agua elevadas dentro de las partículas de catalizador. Los trabajadores han informado de problemas tales como la oxidación del catalizador y daños al catalizador debido al ataque hidrotermal de las estructuras de soporte de catalizador. Además, el desgaste del catalizador puede ser un problema significativo que puede conducir a problemas de pureza del producto y pérdidas de catalizador causadas por la dificultad de disponer una separación adecuada de las partículas muy pequeñas del producto.
Otros catalizadores de Fischer-Tropsch Basados en cobalto pueden ser susceptibles de envenenamiento incluso a niveles muy bajos de impurezas, tales como especies de azufre. Este es un problema particular en los reactores de suspensión de burbujas, ya que, si el gas de síntesis incluye venenos, todo el catalizador dentro del reactor estará expuesto al veneno mientras que en los reactores de lecho fijo el primer catalizador expuesto al veneno tiende a actuar como un lecho de protección para el catalizador posterior.
Por lo tanto, se entenderá que los reactores de suspensión de burbujas proporcionan un entorno difícil para los catalizadores y por lo tanto las vidas de carga de catalizador largas son difíciles de lograr lo que conduce a la eliminación frecuente o continua de catalizador gastado y sustitución con carga de catalizador fresco que se traduce en la producción media reducida por unidad de catalizador y aumenta el coste de operación del sistema.
Además, a fin de optimizar el funcionamiento del reactor de suspensión de burbujas, tiene que ser relativamente alto a fin de lograr el nivel requerido de agitación y transferencia de masa. El reactor debe contener suficiente líquido para acomodar el catalizador en concentraciones en la región de 20 a 30 por ciento en peso lo que resulta en un gran volumen de líquido contenido. Cuando estos reactores están funcionando, las retenciones de gas dentro de la suspensión también son significativas. Esto requiere capacidad del reactor extra para acomodar el lecho en suspensión en el estado gaseado. Para acomodar esto, los reactores son generalmente del orden de 60 m de altura. Estos reactores son grandes lo que los hace caros y difíciles de implementar. Si el sitio de la planta no está próximo... [Seguir leyendo]
Reivindicaciones:
1. Un proceso para la conversión de gas sintético en hidrocarburos superiores por puesta en contacto de una corriente gaseosa que comprende gas sintético con un catalizador de partículas de Fischer-Tropsch, siendo dicho proceso llevado a cabo en un reactor tubular que tiene una entrada y una salida, estando dicha salida situada aguas abajo de la entrada, comprendiendo dicho reactor uno o más tubos que tienen situados en su interior uno o más soportes para dicho catalizador de partículas y un medio de enfriamiento en contacto con dichos tubos; en el que dicho soporte de catalizador comprende:
un recipiente anular para soportar el catalizador que se utiliza, teniendo dicho recipiente una pared interior perforada que define un tubo, una pared exterior perforada, una superficie superior que encierra el recipiente anular y una superficie de fondo que encierra el recipiente anular; una superficie que encierra el fondo o dicho tubo formado por la pared interior del recipiente anular; un faldón que se extiende hacia arriba desde la pared exterior perforada del recipiente anular desde una posición en
(a) introducir los reactivos gaseosos por la entrada; (b) hacer pasar dichos reactivos hacia abajo a través de dicho al menos un tubo hasta la superficie superior del, o el primer soporte de catalizador donde pasan en el paso definido por la pared perforada interior del recipiente antes de hacerlo pasar radialmente a través del lecho catalizador hacia la pared exterior perforada; (c) permitir que ocurra la reacción cuando el gas sintético entra en contacto con el catalizador; (d) hacer pasar el reactivo que no ha reaccionado y el producto fuera del recipiente a través de la pared exterior perforada y entonces hacia arriba entre la superficie interior del faldón y la pared exterior del recipiente anular hasta que alcancen la junta hacia la cual se dirigen, en el extremo del faldón y obligados a circular hacia abajo entre la superficie exterior del faldón y la superficie interior del tubo de reactor donde se realiza la transferencia de calor; (e) repetir las etapas (b) a (d) en cualquier soporte de catalizador siguiente; y (f) retirar el producto de la salida. 2. Un proceso según la reivindicación 1 en el que las partículas de catalizador tienen un diámetro que va desde aproximadamente 100 mm a aproximadamente 1 mm. 3. Un proceso para la conversión de gas sintético en hidrocarburos superiores por puesta en contacto de una corriente gaseosa que comprende gas sintético con un catalizador monolítico Fischer-Tropsch, siendo dicho proceso llevado a cabo en un reactor tubular que tiene una entrada y una salida, estando dicha salida situada aguas abajo de la entrada, comprendiendo dicho reactor uno o más tubos que tienen situados en su interior uno o más soportes para dicho catalizador monolítico y un medio de enfriamiento en contacto con dichos tubos; en el que dicho soporte de catalizador comprende: un recipiente que soporta un catalizador monolítico, teniendo dicho recipiente una superficie de fondo que encierra el recipiente y un faldón que se extiende hacia arriba desde la superficie de fondo de dicho recipiente hasta una posición por debajo de la ubicación de una junta y distanciado de esta, estando dicho faldón posicionado de modo que hay un espacio entre una superficie exterior del catalizador monolítico y el faldón; y una junta dispuesta en o cerca de una superficie superior del catalizador monolítico y que se extiende desde el catalizador monolítico en una distancia que se extiende más allá de una superficie exterior del faldón; comprendiendo dicho proceso: (a) introducir los reactivos gaseosos por la entrada; (b) hacer pasar dichos reactivos hacia abajo a través de dicho al menos un tubo hasta la superficie superior del, o el primer, catalizador monolítico donde pasan a través del catalizador monolítico; (c) permitir que ocurra la reacción cuando el gas sintético entra en contacto con el catalizador; (d) hacer pasar el reactivo que no ha reaccionado y el producto fuera del catalizador y entonces hacia arriba entre la superficie interior del faldón y la superficie exterior del catalizador monolítico hasta que alcancen la junta hacia la cual se dirigen en el extremo del faldón y obligados a circular hacia abajo entre la superficie exterior del faldón y la superficie interior del tubo de reactor donde se realiza la transferencia de calor; (e) repetir las etapas (b) a (d) en cualquier soporte de catalizador siguiente; y (f) retirar el producto de la salida. 4. Un proceso según cualquiera de las reivindicaciones 1 a 3 en el que una pluralidad de soportes de catalizador están apilados dentro del tubo de reactor. 5. Un proceso según cualquiera de las reivindicaciones 1 a 4 en el que el espacio anular entre la superficie exterior del recipiente de catalizador y la superficie interior de la pared del tubo se selecciona para alojar el caudal del gas requerido manteniendo a la vez una transferencia de calor elevada y una pérdida de presión reducida. 6. Un proceso según cualquiera de las reivindicaciones 1 a 5 en el que el espacio anular entre la superficie exterior del recipiente de catalizador y la superficie interior de la pared del tubo es del orden que va desde aproximadamente 3 mm a aproximadamente 10 mm. 7. Un proceso según cualquiera de las reivindicaciones 1 to 6 en el que los tubos tienen un diámetro que va desde aproximadamente 75 mm a aproximadamente 150 mm. 8. Un proceso según cualquiera de las reivindicaciones 1 a 7 en el que más de 41 soportes están situados dentro de un único tubo. 10 9. Un proceso según cualquiera de las reivindicaciones 1 a 8 en el que desde aproximadamente 70 a aproximadamente 200 soportes están situados dentro de un único tubo. 10. Un proceso según cualquiera de las reivindicaciones 1 a 9 en el que una pluralidad de reactores se utilizan en 15 paralelo. 11. Un proceso según cualquiera de las reivindicaciones 1 a 10 en el que gas que no ha reaccionado que sale de la salida del o de los reactores se trata para eliminar calor. 12. Un proceso según la reivindicación 11 en el que el gas retirado que no ha reaccionado se vuelve a utilizar. 13. Un proceso según cualquiera de las reivindicaciones 1 a 9 en el que dos o más reactores están dispuestos en serie. 14. Un proceso según la reivindicación 13 en el que los reactores dispuestos en serie están en comunicación de fluido con instalaciones dispuestas entre cada reactor para eliminar calor. 15. Un proceso según la reivindicación 13 o la 14 en el que monóxido de hidrógeno y de carbono contenido en el vapor que sale de la última etapa de la serie de reactores interconectados se recicla en cualquier punto adecuado en 30 el proceso. 16. Un proceso según la reivindicación 1 en el que monóxido de hidrógeno y de carbono contenido en el vapor que sale de la última etapa de la serie de reactores interconectados se recicla en el primer reactor. 17. Un proceso según la reivindicación 9 en el que unos grupos de reactores paralelos están en comunicación en serie con instalaciones dispuestas entre cada grupo para eliminar calor. 18. Un proceso según la reivindicación 13 o la 16 en el que el calor se vuelve a utilizar y/o se expulsa para enfriamiento. 40 19. Un proceso según la reivindicación 17, en el que producto líquido se retira entre cada grupo de reactores paralelos haciéndose pasar monóxido de hidrógeno y de carbono contenido en el vapor a un grupo de reacción subsiguiente en la serie. 20. Un proceso según la reivindicación 19 en el que monóxido de hidrógeno y de carbono contenido en el vapor que sale de la última etapa de una serie de reactores interconectados se recicla en cualquier punto adecuado en el proceso. 21. Un proceso según la reivindicación 20 en el que la corriente se recicla en la entrada del primer reactor. 50 22. Un proceso según cualquiera de las reivindicaciones 9 a 21 en el que una corriente rica en hidrógeno se alimenta al segundo y/o uno o más del reactor siguiente o de los reactores siguientes. 23. Un proceso según cualquiera de las reivindicaciones 1 a 22 en el que la temperatura de reacción va desde 55 aproximadamente 190º C a aproximadamente 250 º C. 24. Un proceso según cualquiera de las reivindicaciones 1 a 23 en el que la presión de reacción va desde aproximadamente 20 bares a aproximadamente 80 bares. o cerca de la superficie de fondo de dicho recipiente hasta una posición por debajo de la ubicación de una junta; y una junta dispuesta en o cerca de la superficie superior y que se extiende desde el recipiente en una distancia que se extiende más allá de una superficie exterior del faldón; comprendiendo dicho proceso:
Patentes similares o relacionadas:
Reactor tubular modificado y procedimiento para efectuar reacciones catalíticas que implican intercambios térmicos en el que se usa, del 1 de Julio de 2020, de SAIPEM S.P.A.: Procedimiento para efectuar reacciones exotérmicas catalíticas en fase líquida que implican intercambios térmicos, siendo dichas reacciones reacciones […]
Reactor de haz tubular para la realización de reacciones de fase gaseosa catalíticas, del 3 de Junio de 2020, de MAN Energy Solutions SE: Reactor de haz tubular para la realización de reacciones de fase gaseosa catalíticas, en particular, de reacciones de metanización, con un haz de tubos de reacción […]
Método para reducir la propagación de la temperatura en un reformador, del 15 de Abril de 2020, de TECHNIP FRANCE: El método para calentar un gas del proceso en un reformador de encendido superior o inferior que comprende dos carriles exteriores de tubos del reformador […]
Dispositivo de monitorización, método de instalación y aparato, del 1 de Abril de 2020, de JOHNSON MATTHEY PLC: Un metodo para instalar un dispositivo de monitorizacion con la carga simultanea de un catalizador en particulas en un tubo de catalizador vertical que comprende: (i) introducir […]
Método y sistema para la producción de hidrógeno, del 11 de Marzo de 2020, de Stamicarbon B.V. acting under the name of MT Innovation Center: Un proceso para la producción de hidrógeno en un sistema de reactor que comprende una zona de reacción de reformado con vapor que comprende un catalizador […]
Reactor y procedimiento para la fabricación de fosgeno, del 20 de Noviembre de 2019, de BASF SE: Reactor cilindrico para la fabricacion de fosgeno mediante la reaccion de monoxido de carbono y cloro en fase gaseosa, en presencia […]
Reformador con vapor, del 14 de Agosto de 2019, de Nuvera Fuel Cells, LLC: Un reformador con vapor para la producción de un reformado de hidrógeno, que comprende: una concha que tiene una cavidad y una fuente de calor […]
 Método para la oxidación catalítica en fase de vapor, del 31 de Julio de 2019, de MITSUBISHI CHEMICAL CORPORATION: Método para la oxidación catalítica en fase de vapor para obtener un gas producto de reacción usando un reactor del tipo de intercambiador de calor multitubular […]
Método para la oxidación catalítica en fase de vapor, del 31 de Julio de 2019, de MITSUBISHI CHEMICAL CORPORATION: Método para la oxidación catalítica en fase de vapor para obtener un gas producto de reacción usando un reactor del tipo de intercambiador de calor multitubular […]