PROCESO DE FABRICACION DE UN EMISOR PARA RIEGO POR GOTEO.
Proceso de fabricación de un emisor para riego por goteo.
La invención consiste en llevar a cabo el moldeo del emisor en su conjunto en un único molde,
mediante un proceso de bi-inyección, de manera que bien simultáneamente o bien secuencialmente, se aporta por un lado el material constitutivo de la parte rígida del emisor, es decir su cuerpo y su tapa, y por otro el material constitutivo de sus membranas, de manera que a término de la fase de moldeo única los dos materiales se integran formando un conjunto monopieza. Se ha previsto además que el material constitutivo de las membranas sea un elastómero termoplástico, de manera que se consiguen dos efectos beneficiosos y complementarios, por un lado una notable simplificación en el proceso de fabricación del emisor, y por otro que todo el material que participa en el emisor sea reciclable, en contra de lo que sucede en los emisores convencionales en los que las membranas son de silicona
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200602841.
Solicitante: WIND, S.L..
Nacionalidad solicitante: España.
Provincia: MURCIA.
Inventor/es: NEWMAN,BRETT, ROCHETTI,IGNACIO.
Fecha de Solicitud: 8 de Noviembre de 2006.
Fecha de Publicación: .
Fecha de Concesión: 7 de Septiembre de 2010.
Clasificación Internacional de Patentes:
- A01G25/02B
- B29C45/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
Clasificación PCT:
- A01G25/02 NECESIDADES CORRIENTES DE LA VIDA. › A01 AGRICULTURA; SILVICULTURA; CRIA; CAZA; CAPTURA; PESCA. › A01G HORTICULTURA; CULTIVO DE HORTALIZAS, FLORES, ARROZ, FRUTOS, VID, LÚPULO O ALGAS; SILVICULTURA; RIEGO (recolección de frutas, verduras, lúpulo o productos similares A01D 46/00; crecimiento de algas unicelulares C12N 1/12). › A01G 25/00 Riego de jardines, campos, terrenos de deporte o similares (aparatos o adaptaciones especiales para líquidos fertilizantes A01C 23/00; boquillas o rosetones, aparellajes para pulverización B05B). › Sistemas de riego colocados encima de la tierra que utilizan canalizaciones perforadas o canalizaciones con accesorios para la distribución, p. ej. para el riego por goteo.
- B29C45/00 B29C […] › Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
Descripción:
Proceso de fabricación de un emisor para riego por goteo.
Objeto de la invención
La presente invención se refiere a un nuevo proceso para la fabricación de un emisor para riego por goteo, es decir del comúnmente denominado "gotero" que participa en instalaciones de riego, concretamente del tipo de los que se asocian a una tubería de distribución de agua, adherida a su cara interna o externa, para regular y controlar la salida del fluido al exterior, a través de al menos un orificio de salida de dicha tubería de distribución.
El objeto de la invención es conseguir un emisor mediante un proceso de fabricación simple y económico, con la consecuente repercusión a nivel de costos, y paralelamente conseguir un emisor integralmente reciclable, con la consecuente y beneficiosa repercusión que ésto supone a nivel de contaminación medioambiental.
Antecedentes de la invención
En la actualidad existen emisores para riego por goteo compuestos de varias piezas que requieren un montaje individualizado y en algunos casos de difícil automatización.
A este grupo de emisores corresponden, como por ejemplo, los que muestran las patentes ES 2 137 825, EP 730 822 y EP 467 386.
Concretamente estos emisores están constituidos mediante un cuerpo y una tapa, entre los que se establece un laberinto para conseguir la necesaria pérdida de carga, existiendo también membranas o gomas elásticas que se ocupan de obturar y desobturar los diferentes pasos u orificios que el agua recorre en el seno del emisor, para conseguir el efecto autocompensante de posibles variaciones de presión en el suministro de agua.
Son críticas tanto por la necesidad de montarlas específicamente en zonas complejas, con asientos y válvulas especiales, como por la conveniencia de alcanzar una óptima estabilidad posicional que asegure su correcto funcionamiento.
En todas las realizaciones, la membrana y las partes rígidas deben montarse en fases diferentes, lo que complica considerablemente el proceso.
Por otro lado las partes rígidas del emisor están obtenidas en polietileno o polipropileno, materiales fácilmente reciclables, pero sin embargo las membranas están normalmente obtenidas a base de silicona, producto no reciclable, lo que hace que al encontrarse dichas membranas en el interior del cuerpo rígido y al ser muy dificultosa su extracción, se desechen como residuos no reciclables los emisores en su totalidad, es decir tanto su cuerpo envolvente como sus membranas interiores.
Descripción de la invención
El proceso de fabricación que la invención propone resuelve de forma plenamente satisfactoria la problemática anteriormente expuesta, en los dos aspectos comentados.
Para ello, de forma más concreta y de acuerdo con una de las características de la invención, tanto la parte rígida del emisor, es decir su cuerpo y su tapa, o lo que es lo mismo su carcasa, se obtienen simultáneamente a su parte elástica, es decir a su membrana o membranas en una fase de bi-inyección única, constituyendo un conjunto monopieza y en una sola operación de moldeo.
Esto puede llevarse a cabo con cualquier sistema de bi-inyección convencional.
Complementariamente y de acuerdo con otra de las características de la invención, se ha previsto que la clásica silicona para obtención de las membranas sea sustituida por un elastómero termoplástico, que ofreciendo una funcionalidad similar a la de la silicona, funde perfectamente con el polietileno o el polipropileno, y además es un producto reciclable, que permite el reciclado del gotero en su conjunto.
Se consigue de esta manera un emisor monopieza, sin necesidad de emplear ningún tipo de técnica adhesiva, química, soldadura, etc, ya que el propio material elastómero de las juntas o membranas se une íntegramente a la parte rígida del emisor, de forma tan sencilla como lo es una operación de bi-inyección.
Descripción de los dibujos
Para complementar la descripción que se está realizando y con objeto de ayudar a una mejor comprensión de las características del invento, de acuerdo con un ejemplo preferente de realización práctica del mismo, se acompaña como parte integrante de dicha descripción, un juego de dibujos en donde con carácter ilustrativo y no limitativo, se ha representado lo siguiente:
La figura 1.- Muestra una vista en perspectiva de un ejemplo de realización práctica de un emisor, realizado con el proceso de la invención, en la que el emisor aparece abierto, mostrando su estructura interior.
La figura 2.- Muestra, también según una vista en perspectiva, el emisor de la figura anterior en situación de cierre o de uso.
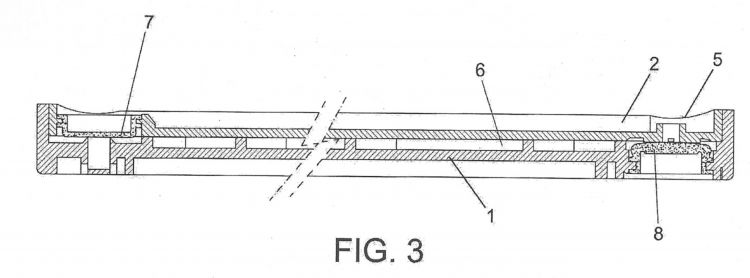
La figura 3.- Muestra, finalmente, una sección longitudinal del emisor.
Realización preferente de la invención
En las figuras reseñadas puede observarse un emisor para riego por goteo, básicamente convencional, en el que participan un cuerpo base (1) y una tapa (2), que como anteriormente se ha dicho están obtenidas a base de polietileno, polipropileno o similar y que constituyen la parte rígida de emisor, elementos unidos entre sí mediante una porción abisagrada (3) que integra con carácter monopieza tapa y cuerpo base, constituyendo estos tres elementos un único conjunto inyectado en material plástico en la primera fase de la bi-inyección.
El emisor incorpora además la clásica entrada de fluido (4) localizada en el cuerpo base (1), una salida de fluido (5) localizada en la tapa (2) y un laberinto intermedio (6), ubicado también en el cuerpo base (1), que comunica la entrada (4) y la salida (5).
Por otro lado, enfrentadas con la entrada (4) y la salida (5) se ubican las clásicas membranas o juntas (7) y (8) de control de paso de fluido, que podría ser una sola, con la especial particularidad de que estas membranas se obtienen en la segunda fase de la bi-inyección, de manera que quedan unidas a la parte rígida (1-2-3) de emisor, con carácter monopieza, estando a su vez dichas membranas (7) y (8) obtenidas, como también se ha dicho con anterioridad, a partir de un elastómero termoplástico aportable independientemente al molde de inyección desde una alimentador distinto del de el polietileno o polipropileno, pero sin cambio de molde.
La bi-inyección puede llevarse a cabo suministrando los dos materiales constitutivos de los dos tipos de piezas, es decir el polietileno o polipropileno, por un lado, y el elastómero termoplástico por otro, a través de entradas independientes del molde, accesibles a las cámaras del mismo correspondientes al conjunto constituido por el cuerpo base (1) y la tapa (2) y a las membranas (7-8), mediante caudal controlado de materiales, para que la unión de los mismos se realice en el momento crítico en el que se produce el llenado de las dos cámaras, o bien la bi-inyección puede realizarse en dos fases sucesivas, aislando inicialmente la cámara correspondiente a las membranas y llenando con el polietileno o el polipropileno la cámara correspondiente a la parte rígida del emisor, y tras esta primera fase comunicando ambas cámaras del molde y llenando con el elastómero termoplástico la segunda cámara, la correspondiente a las membranas.
Reivindicaciones:
1. Proceso de fabricación de un emisor para riego por goteo, emisor del tipo de los que incorporan un cuerpo base (1) y una tapa (2), convenientemente relacionados entre sí, así como una membrana o membranas (7) y (8) de control de paso de fluido en el seno del emisor, caracterizado porque en un único molde se lleva a cabo una bi-inyección con el material constitutivo de su parte rígida, por un lado, y con el material constitutivo de su parte elástica, por otro, en fases sucesivas o simultaneas.
2. Proceso de fabricación de un emisor para riego por goteo, según reivindicación 1ª, caracterizado porque para la obtención de sus elementos elásticos (7-8) se utiliza un elastómero termoplástico.
Patentes similares o relacionadas:
Métodos, composiciones y mezclas para formar artículos que tienen resistencia al resquebrajamiento por estrés ambiental mejorada, del 15 de Julio de 2020, de VIVA HEALTHCARE PACKAGING LIMITED: Un proceso para la fabricación de artículos flexibles de paredes delgadas que comprende las etapas de moldeo por inyección de una mezcla de polímeros que tiene un MFI > […]
Métodos para formar artículos que tienen resistencia al agrietamiento por tensión ambiental, del 8 de Julio de 2020, de VIVA HEALTHCARE PACKAGING LIMITED: Un proceso para la fabricación de un artículo de paredes delgadas flexible, dicho proceso comprende moldear por inyección una mezcla de (a) por lo […]
Un método de fabricación de un sistema de apertura para un recipiente, del 13 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método de fabricación de un sistema de apertura para un recipiente, comprendiendo el recipiente un material de envasado que tiene un exterior […]
Composiciones de polietileno, procesos y cierres, del 15 de Abril de 2020, de NOVA CHEMICALS (INTERNATIONAL) S.A.: Un cierre, comprendiendo dicho cierre una composición de polietileno bimodal que comprende: del 10 al 70 % en peso de un primer copolímero de etileno que tiene […]
Método para fabricar un elemento de conexión, elemento de conexión fabricado utilizando el método, herramienta para fabricar dicho elemento de conexión y un sistema de sujeción con dicho elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión utilizando un método de moldeo por inyección, en donde, en una primera etapa, una parte de sujeción […]
Manija flexible con superficie parcialmente texturada, del 8 de Abril de 2020, de Eaton Intelligent Power Limited: Manija moldeada para un mango de herramienta destinada para ser agitada con fuerza y velocidad, comprendiendo: un elemento tubular formado […]
Método para fabricar un elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión usando un método de moldeo por inyección de espuma, en donde una parte de sujeción con elementos […]
Herramienta de moldeo por inyección de plástico para la fabricación de un elemento de moldeo por inyección multicomponente, del 8 de Abril de 2020, de B. BRAUN MELSUNGEN AG: Herramienta de moldeo por inyección de plástico para la fabricación de un elemento de moldeo por inyección multicomponente con un componente […]