PROCESO Y EQUIPO UTILIZADO PARA CORTAR Y MODELAR LAMINAS DE CUERO O DE OTROS MATERIALES MODELABLES.
Equipo utilizado para cortar y modelar láminas de cuero o de otros materiales modelables,
caracterizado porque comprende una matriz (1) y una tapa-troquel (3) conformadas de tal manera que cooperan para cortar una lámina de cuero (F) situada y apretada entre la matriz (1) y la tapa-troquel (3) según unas líneas de corte predefinidas, y que al mismo tiempo premodelan la lámina de cuero (F) según una forma predefinida, y porque la matriz (1) o la tapa-troquel (3) cuenta con uno o más canales de inyección que terminan en unos espacios abiertos rebajados diseñados para ser cubiertos por la misma lámina (F) que se aprieta y se corta entre la matriz (1) y la tapa-troquel (3)
Tipo: Resumen de patente/invención. Número de Solicitud: W05000627IT.
Solicitante: JO SYSTEM S.R.L.
Nacionalidad solicitante: Italia.
Dirección: VIA PICENO,62010 MONTECOSARO.
Inventor/es: BERUSCHI,GIORDANO.
Fecha de Publicación: .
Fecha Concesión Europea: 9 de Septiembre de 2009.
Clasificación Internacional de Patentes:
- A43D8/06 NECESIDADES CORRIENTES DE LA VIDA. › A43 CALZADOS. › A43D MAQUINAS, HERRAMIENTAS, EQUIPOS O PROCEDIMIENTOS PARA LA FABRICACION O LA REPARACION DEL CALZADO (costura D05B). › A43D 8/00 Máquinas para cortar, decorar, marcar u otro tipo de trabajo de las piezas desbastadas del calzado (máquinas de montaje o ahormado A43D 9/00 - A43D 23/00; máquinas para la fabricación o fijación de suelas, tacones o visas A43D 25/00 - A43D 83/00). › Troqueles a este efecto.
- B29D31/515M
- B29D31/518B
- B29D31/518M
Clasificación PCT:
- A43D8/06 A43D 8/00 […] › Troqueles a este efecto.
- B29D31/515
- B29D31/518
Fragmento de la descripción:
Proceso y equipo utilizado para cortar y modelar láminas de cuero o de otros materiales modelables.
La presente solicitud de patente se refiere a un equipo especial utilizado para cortar y modelar láminas de cuero o de otros materiales modelables, para producir unos productos semiacabados con el perfil y la forma deseados, diseñados para ser incorporados a un producto más complejo obtenido por moldeado.
En concreto, se han ideado el proceso y el equipo de la invención para resolver un problema que se encuentra frecuentemente en el sector del calzado, que se refiere a la fabricación de suelas exteriores y suelas moldeadas con entredoses decorativos incorporados o componentes constructivos hechos de cuero natural o sintético o de otros materiales modelables.
Según la técnica que se utiliza actualmente para producir dichas suelas, los entredoses de cuero se cortan a partir de la lámina de cuero, utilizando unos troqueles/cuchillas de cortar especiales que cortan una pieza lisa con unas dimensiones y un perfil predefinidos y realizan perforaciones o ranuras en la pieza, así como costuras o cortes decorativos en la superficie de la pieza.
Estos productos semiacabados son a continuación cargados en el molde utilizado para obtener la suela, de manera que pueda aplicarse y fijarse el entredós a la suela durante el moldeo, aplicando sustancias adhesivas en la superficie del entredós para garantizar una adherencia uniforme fuerte entre el material de moldeo y el entredós.
Se describen unos equipos y procesos similares por ejemplo en WO 2004/089609 y WO 2004/002711.
Esta técnica, que se ha utilizado durante largo tiempo, es ventajosa en el caso de entredoses con un perfil liso cargados en el molde en posición horizontal, como contra la pared inferior de la impresión del molde.
Sin embargo, los problemas surgen cuando se da a los entredoses una forma tridimensional antes de cargarlos en el molde, como por ejemplo una forma de taza con un perfil que coincide perfectamente con el perfil de las paredes donde se van a situar los entredoses.
En este caso, después del troquelado, la pieza de cuero lisa se modela mediante moldes especiales.
A pesar de las técnicas utilizadas durante el modelado para garantizar la estabilidad de la forma, hasta ahora no se ha ideado un proceso rápido, económico y seguro para evitar que la pieza troquelada lisa salte de su forma.
El propósito de la presente invención es proporcionar un proceso utilizado para cortar y modelar una lámina lisa de cuero o de otros materiales que se puedan cortar y modelar como el cuero de manera estable, durante el mismo ciclo productivo.
Otro propósito de la invención es proporcionar un equipo utilizado para implementar dicho proceso, que se compone de una sola herramienta utilizada para cortar y modelar la lámina de cuero lisa de manera estable.
Según el proceso de la invención, la primera operación de troquelado se lleva a cabo por medio de un troquel que comprime la lámina contra una matriz, que tiene la forma adecuada para proporcionar el premodelado de la lámina, en colaboración con dicho troquel.
Para dar a la lámina premodelada la forma precisa deseada y evitar que salte de su forma, según el proceso de la invención se inyecta en uno de los dos lados de la lámina, una capa fina de material plástico, como un poliuretano termoplástico, que comprime la lámina contra las paredes de la matriz o troquel, en base al lado de la lámina que ha sido inyectado.
En cualquier caso, la lámina premodelada es forzada a adherirse perfectamente a la pared de la matriz o troquel bajo la presión del material de inyección, copiando así con precisión el perfil de la superficie.
Obviamente, el lado de la lámina que se inyecta no es la cara visible en la suela en la que se va a aplicar el entredós modelado.
Una vez que solidifica y se enfría, la capa de material plástico forma una película indeformable superficial que impide que respingue la lámina de cuero modelada.
A continuación, el entredós modelado se carga en la matriz de formación de la suela (la operación de moldeado se lleva a cabo con técnicas convencionales que no entran dentro del alcance de la presente invención), resultando evidente que la película de recubrimiento está diseñada para ser cubierta y escondida por el material utilizado para moldear la suela.
En referencia al equipo utilizado para implementar el proceso de la invención, básicamente consiste en un molde de inyección común, del tipo utilizado para moldear suelas exteriores de plástico, en el que la tapa y la matriz se utilizan para cortar la pieza de cuero que se sitúa entre las mismas.
Otra característica de este molde consiste en que los perfiles internos de la tapa y de la matriz están diseñados para cooperar para premodelar la lámina de cuero apretada entre las mismas, estando previsto que el modelado final exacto de la lámina se lleve a cabo en una fase posterior mediante inyección del material plástico.
Finalmente, debe decirse que la matriz o la tapa disponen de uno o más canales utilizados para inyectar el material plástico que crea la película de recubrimiento indeformable fina que actúa como costra superficial de refuerzo en la lámina de cuero.
Por razones de claridad, la descripción del proceso y del equipo de la invención continúa en referencia a los dibujos adjuntos, que sólo tienen fines ilustrativos y no en un sentido limitativo, de manera que:
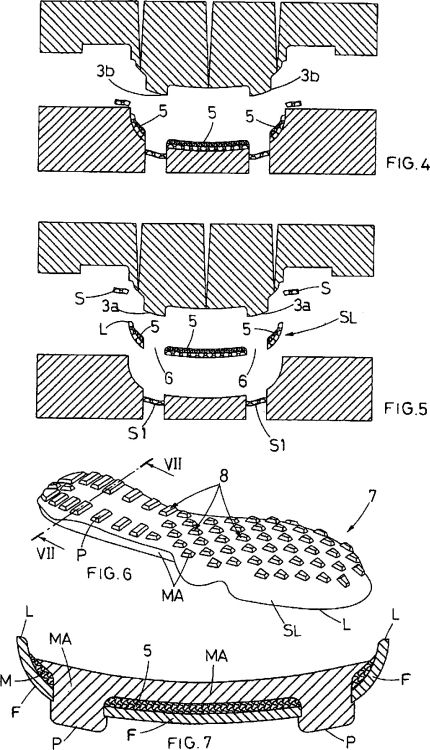
- las Figuras 1 a 5 son secciones transversales del equipo de la invención mostrado en diferentes posiciones que corresponden a las diferentes operaciones del proceso de la invención;
- la Figura 6 es una vista en perspectiva de una suela para zapatos provista de un entredós de cuero conformada y modelada con el proceso y el equipo de la invención;
- la Figura 7 es la sección transversal de la suela mostrada en la Fig. 6 con un plano transversal VII-VII.
En referencia a las Figuras 1 a 5, el proceso de la invención se implementa por medio de un equipo especial (A) utilizado para cortar una lámina de cuero fina para medirla y modelarla de manera estable durante el mismo ciclo de producción.
Dicho equipo (A) consiste básicamente en un molde común, del tipo normalmente utilizado para moldear suelas moldeadas por inyección hechas de un material plástico, que comprende una matriz (1) con una impresión interna (2) que coopera con una tapa-troquel (3) con unas protuberancias (3a) en el lado interno, dotada de una sección transversal conformada y unas aristas cortantes (3b), que coinciden perfectamente con las cavidades correspondientes (2a) situadas en la impresión (2) y que cuentan con unas contra aristas cortantes (2b).
Cuando la lámina de cuero lisa (F) se sitúa y se aprieta entre la matriz (1) y la tapa-troquel (3), como se muestra en la Fig. 2, los bordes de la impresión (2) cooperan con los bordes de la tapa-troquel (3) para cortar la lámina (F) a lo largo de una línea perimetral cerrada (L), formando unos recortes perimetrales.
Las protuberancias (3a) cortan la lámina (F) con sus aristas cortantes, formando así los recortes de cuero (S1) que son empujados al fondo de las cavidades (2a) por las protuberancias (3a) durante la penetración en los alojamientos correspondientes.
Debido al acoplamiento macho-hembra entre la tapa-troquel (3) y la matriz (1), la lámina (F) situada entre la tapa-troquel (3) y la matriz (1) es cortada y modelada, siendo forzada a asumir el mismo perfil que los lados internos de la tapa-troquel (3) y la impresión (2), entre las que se aprieta la lámina (F), como se muestra en la Fig. 2.
La tapa-troquel (3) está dotada de uno o más canales (4) utilizados para inyectar un material plástico (M) dentro de la impresión (2a).
Según el proceso de la invención, el material plástico se inyecta hasta que la lámina (F) se sitúa dentro de la impresión (2) y se aprieta bajo la tapa-troquel (3), cuyas protuberancias (3a) son momentáneamente situadas en el fondo de las cavidades correspondientes (2a), de manera que el material de inyección (M) se aplica sobre la lámina (F), y no se mete en las cavidades (2a), llenando así los espacios abiertos rebajados (3c) dispuestos en el lado interno de la tapa-troquel (3).
Bajo la presión del material de inyección (M), la lámina (F), tras ser cortada y premodelada, es forzada a adherirse perfectamente a las...
Reivindicaciones:
1. Equipo utilizado para cortar y modelar láminas de cuero o de otros materiales modelables, caracterizado porque comprende una matriz (1) y una tapa-troquel (3) conformadas de tal manera que cooperan para cortar una lámina de cuero (F) situada y apretada entre la matriz (1) y la tapa-troquel (3) según unas líneas de corte predefinidas, y que al mismo tiempo premodelan la lámina de cuero (F) según una forma predefinida, y porque la matriz (1) o la tapa-troquel (3) cuenta con uno o más canales de inyección que terminan en unos espacios abiertos rebajados diseñados para ser cubiertos por la misma lámina (F) que se aprieta y se corta entre la matriz (1) y la tapa-troquel (3).
2. Equipo según la reivindicación anterior, caracterizado porque la matriz (1) coopera con la tapa-troquel (3), dotada de unas protuberancias (3a) con una sección transversal conformada y unas aristas cortantes (3b) en el lado interno, diseñadas para coincidir exactamente con las cavidades correspondientes (2a) en la impresión (2) de la matriz (1) dotada de unas contra aristas cortantes (2b).
3. Equipo según cualquiera de las reivindicaciones anteriores, caracterizado porque la tapa-troquel (3) cuenta con uno o más canales (4) utilizados para inyectar un material plástico (M) dentro de la impresión (2a), que termina en unos espacios abiertos rebajados (3c) en el lado interno del troquel (3) diseñados para ser cubiertos por la lámina (F) que se aprieta y se corta entre la matriz (1) y la tapa-troquel (3).
4. Proceso utilizado para cortar y modelar láminas de cuero o de otros materiales modelables, caracterizado porque comprende las siguientes operaciones:
- - situar una lámina de cuero lisa (F) entre la matriz (1) y la tapa-troquel (3);
- - cerrar la tapa-troquel (3) sobre la matriz (1) para cortar la lámina (F) según unas líneas de corte predefinidas y modelar la lámina (F) según una forma predefinida, por medio de un modelado adecuado de las paredes internas opuestas de la matriz (1) y la tapa-troquel (3);
- - inyectar un material plástico (M) a través de los canales de inyección situados en la matriz (1) o la tapa-troquel (3) y que terminan en unos espacios abiertos rebajados que son cubiertos momentáneamente por la lámina (F) apretada y cortada entre la matriz (1) y la tapa-troquel (3);
- - abrir la tapa-troquel (3);
- - extraer el producto semiacabado (SL) obtenido a partir de la lámina (F) después del corte y modelado, recubierto con una película fina (5) formada por el material de inyección (M).
5. Producto semiacabado obtenido mediante el proceso y el equipo de la invención según se define en las reivindicaciones anteriores, caracterizado porque se obtiene a partir de una lámina (F) después de su corte y modelado, recubierto con una película fina (5) obtenida inyectando un material plástico (M).
Patentes similares o relacionadas:
BASE PARA TROQUEL., del 1 de Junio de 2001, de RIBERRA LLADOSA,VICENTE LLADOSA GOMEZ,JOAQUIN: 1. Base para troquel, de las que constituyen el apoyo para troqueles de corte, caracterizada porque está constituida por dos partes: Un cuerpo macizo […]
MAQUINA PARA EL TROQUELADO DE CORTES PARA EL CALZADO PERFECCIONADA DE ACTUACION OLEODINAMICA Y DESCONEXION AUTOMATICA., del 1 de Agosto de 1996, de FERNANDEZ ARTERO, JUAN: 1. MAQUINA PARA EL TROQUELADO DE CORTES PARA EL CALZADO PERFECCIONADA, DE ACTUACION OLEODINAMICA Y DESCONEXION AUTOMATICA, CARACTERIZADA POR ESTAR DOTADA DE UN INTERRUPTOR GENERAL […]
PROCEDIMIENTO DE FABRICACION DE PLANTILLAS PARA CALZADO, del 16 de Febrero de 1981, de NUEVAS TECNICAS PARA CALZADO, SOCIEDAD ANONIMA: PROCEDIMIENTO DE FABRICACION DE PLANTILLAS PARA CALZADO. EN UNA PRIMERA FASE SE PROCEDE A LA FABRICACION DE PLANCHAS CONSTITUIDAS LAMINARMENTE POR CAPAS […]
NUEVO TROQUEL PARA CORTE DE SUELAS Y LAMINAS PARA LA CONFECCION DE ZAPATOS., del 16 de Abril de 1976, de SENTIS ANFRUNS, LUIS: Nuevo troquel para corte de suelas y láminas para la confección de zapatos, caracterizado por el hecho de que en la zona correspondiente a la parte delantera del zapato […]
 PROCEDIMIENTO DE FIJACION DE HERRAJES A PISO DE CALZADO Y HERRAJE UTILIZADO CON DICHO PROCEDIMIENTO, del 16 de Noviembre de 2007, de ORTUO SANTA,PEDRO: El procedimiento consiste en utilizar un molde para la obtención de dicho piso mediante moldeo por inyección o vulcanizado, en el que se establece un rehundido o […]
PROCEDIMIENTO DE FIJACION DE HERRAJES A PISO DE CALZADO Y HERRAJE UTILIZADO CON DICHO PROCEDIMIENTO, del 16 de Noviembre de 2007, de ORTUO SANTA,PEDRO: El procedimiento consiste en utilizar un molde para la obtención de dicho piso mediante moldeo por inyección o vulcanizado, en el que se establece un rehundido o […]
 PROCEDIMIENTO PARA LA FABRICACION DE COMPONENTES PERFORADOS Y/O DE DOS COLORES, EN PARTICULAR PARA EL CALZADO EN GENERAL, del 8 de Febrero de 2010, de VIBRAM S.P.A.: Procedimiento para la fabricación de unos componentes perforados , en particular para el calzado en general, caracterizado porque comprende […]
PROCEDIMIENTO PARA LA FABRICACION DE COMPONENTES PERFORADOS Y/O DE DOS COLORES, EN PARTICULAR PARA EL CALZADO EN GENERAL, del 8 de Febrero de 2010, de VIBRAM S.P.A.: Procedimiento para la fabricación de unos componentes perforados , en particular para el calzado en general, caracterizado porque comprende […]
 PLANTA DE COSIDO CON PLANTILLA INCORPORADA Y MEDIOS PARA SU REALIZACION, del 16 de Noviembre de 2007, de NUÑEZ ARCOS,MARIA BARBARA
MARTINEZ LIDON,JAIME: Planta de cosido con plantilla incorporada y medios para su realización.#Dispone esta planta de costura de unos huecos perimetrales del borde […]
PLANTA DE COSIDO CON PLANTILLA INCORPORADA Y MEDIOS PARA SU REALIZACION, del 16 de Noviembre de 2007, de NUÑEZ ARCOS,MARIA BARBARA
MARTINEZ LIDON,JAIME: Planta de cosido con plantilla incorporada y medios para su realización.#Dispone esta planta de costura de unos huecos perimetrales del borde […]
 PROCEDIMIENTO DE FABRICACION PARA LA OBTENCION DE LAMINAS TERMOCONFORMABLES Y TERMOADHERENTES PARA LA INDUSTRIA DEL CALZADO, del 16 de Septiembre de 2008, de QUINORGAN S.L.: El procedimiento de fabricación de láminas termoconformables y termoadherentes útiles para la industria del calzado que consiste en un proceso continuo […]
PROCEDIMIENTO DE FABRICACION PARA LA OBTENCION DE LAMINAS TERMOCONFORMABLES Y TERMOADHERENTES PARA LA INDUSTRIA DEL CALZADO, del 16 de Septiembre de 2008, de QUINORGAN S.L.: El procedimiento de fabricación de láminas termoconformables y termoadherentes útiles para la industria del calzado que consiste en un proceso continuo […]