PROCEDIMIENTO Y DISPOSICION PARA SOLDADURA POR FRICCION.
Procedimiento para la soldadura por fricción, en el que una de las piezas a unir es puesta en oscilación con ayuda de un oscilador electromagnético (4,
5, 6) y de forma controlada por un sensor de desplazamiento (11) se produce un inicio de oscilación mediante la magnetización alterna de dos electroimanes (2, 3) que actúan en oposición, caracterizado porque tras un inicio de oscilación regulado y un tiempo de oscilación prefijable el oscilador (4, 5, 6) es frenado eléctricamente, porque en función de la respectiva dirección de oscilación del oscilador (4, 5, 6) al producirse el inicio de oscilación un electroimán (2, 3) que apoya el movimiento es alimentado eléctricamente y al producirse el frenado un electroimán (2, 3) que ralentiza el movimiento respectivo es alimentado eléctricamente, y porque durante el frenado es desconectada la corriente al alcanzarse una amplitud de oscilación prefijada
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DE2004/002252.
Solicitante: KLN ULTRASCHALL AG.
Nacionalidad solicitante: Alemania.
Dirección: SIEGFRIEDSTRASSE 124,64646 HEPPENHEIM.
Inventor/es: WAGNER, REINHARD, MICHEL, WERNER, DR., ECKERT,SIEGFRIED.
Fecha de Publicación: .
Fecha Concesión Europea: 5 de Mayo de 2010.
Clasificación Internacional de Patentes:
- B23K20/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 20/00 Soldadura no eléctrica por percusión u otra forma de presión, con o sin calentamiento, p. ej. revestimiento o chapeado. › utilizando vibraciones, p. ej. soldadura ultrasónica.
- B23K20/12C
- B29C65/06 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › utilizando fricción, p. ej. soldadura por rotación.
Clasificación PCT:
Clasificación antigua:
Fragmento de la descripción:
Procedimiento y disposición para soldadura por fricción.
La invención se refiere a un procedimiento y a una disposición para la soldadura por fricción, en los cuales una de las piezas a unir es puesta en oscilación con ayuda de un oscilador electromagnético y de forma controlada por un sensor de desplazamiento se produce un inicio de oscilación mediante la magnetización alterna de dos electroimanes que actúan en oposición.
Un procedimiento de este tipo y una disposición así son conocidos a partir del documento US 2002/0 017 883.
Al unir piezas mediante soldadura por fricción se genera calor mediante el recurso de que las piezas a unir son sometidas a fricción mutua al mismo tiempo que son apretadas una contra otra. Esto tiene la ventaja de que el calor se produce inmediatamente en las superficies a unir entre sí y no tiene que ser transportado primeramente a través de las piezas hasta la zona de soldadura. Para generar el calor de fricción sirve un oscilador electromagnético, que está unido a un componente receptor para la pieza a unir, mientas que la otra pieza es aproximada y apretada por una plataforma elevadora.
Para el accionamiento del oscilador se genera por parte de un generador una corriente alterna, cuya frecuencia corresponde a la mitad de la frecuencia de resonancia del oscilador. Como esta frecuencia también depende del componente receptor de herramienta en el oscilador, en dispositivos conocidos es necesario un ajuste de la frecuencia tras un cambio del componente receptor de herramienta. Para ello, en un dispositivo conocido a partir del documento EP 0 481 825 A2 está previsto que la frecuencia de operación del generador sea modificada por un microprocesador hasta que la intensidad de corriente para una amplitud de oscilación prefijada sea mínima. Aquí sin embargo se pierde tiempo, en el que el dispositivo no trabaja de forma óptima. Para mejorar esto, en el dispositivo conocido está previsto además que se determine la curva de intensidad de corriente dependiente de la frecuencia para una determinada herramienta y se almacene como referencia. Con ello aún no se consigue sin embargo en conjunto un tiempo de oscilación lo más pequeño posible.
Mediante el documento WO 02/076737 A1 se ha hecho conocida una disposición para soldadura por fricción, en la cual está previsto un oscilador con el que una de las piezas a unir es puesta en oscilación y que es accionado por electroimanes que actúan en oposición, en que una salida de un sensor de desplazamiento que detecta la posición respectiva del oscilador está unida a una entrada de un regulador, que está conectado por el lado de salida a entradas de una etapa final analógica de potencia para los electroimanes. Para ello, se aplica tensión eléctrica a los electroimanes para respectivamente una semionda de la oscilación. En este caso debe conseguirse una posición de fase de la magnetización apropiada para la excitación de la oscilación mediante un desplazamiento de fase condicionado por la inductancia de los electroimanes. Esto lleva a una comportamiento de regulación ineficiente de la disposición.
El procedimiento conforme a la invención hace posible un tiempo de proceso de soldadura corto mediante el recurso de que tras un inicio de oscilación regulado y un tiempo de oscilación prefijable el oscilador es frenado eléctricamente, de que en función de la respectiva dirección de oscilación del oscilador al producirse el inicio de oscilación un electroimán que apoya el movimiento es alimentado eléctricamente y al producirse el frenado un electroimán que ralentiza el movimiento respectivo es alimentado eléctricamente, y de que durante el frenado es desconectada la corriente al alcanzarse una amplitud de oscilación prefijada.
El procedimiento conforme a la invención tiene como base la observación de que la vibración es terminada lo más inmediatamente posible tras el proceso de ligadura, para que se eviten perjuicios a la unión ya producida. Además, mediante el inicio de oscilación regulado se garantiza que la frecuencia de resonancia se establezca inmediatamente de modo totalmente automático.
La desconexión de la corriente al alcanzarse una amplitud de oscilación prefijada impide un nuevo inicio de oscilación con posición de fase opuesta. Aquí, la amplitud de oscilación prefijada se escoge de tal modo que durante la finalización de oscilación determinada ahora simplemente por la amortiguación mecánica la zona de ligadura no es sobrecargada.
Según sean las premisas en detalle, el estado de oscilación activa puede mantenerse por un tiempo respectivamente a determinar. Se han mostrado resultados particularmente buenos con el procedimiento conforme a la invención cuando el inicio de oscilación y el frenado tienen una duración respectivamente menor de 80 ms.
En una disposición conforme a la invención para la soldadura por fricción está previsto que el regulador esté conformado de modo que controle la etapa final de potencia de tal manera que en función de la respectiva dirección de movimiento del oscilador un electroimán que apoya el movimiento sea alimentado eléctricamente, que para el frenado un electroimán que ralentiza el respectivo movimiento sea alimentado eléctricamente y que durante el frenado sea desconectada la corriente al alcanzarse una amplitud de oscilación prefijada.
Esta disposición hace posible de modo particularmente sencillo un inicio de oscilación regulado, sin que exista un generador que primero inicia la oscilación con una frecuencia eventualmente falsa y tras ello debe ser sincronizado.
En la disposición conforme a la invención, la transición desde el inicio de oscilación o respectivamente desde un estado de oscilación activa al frenado se produce de modo sencillo mediante conmutación de la etapa final de potencia.
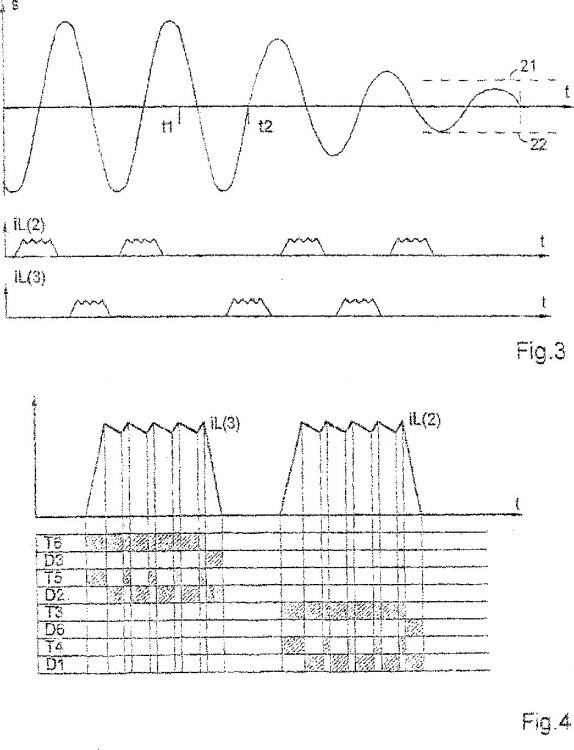
Una estructuración ventajosa de la disposición conforme a la invención consiste en que la etapa final de potencia está formada por una primera rama de puente compuesta por dos conmutadores de semiconductor conectados en serie con diodos de rueda libre conectados en paralelo y por otras dos ramas de puente compuestas por respectivamente una conexión en serie de un conmutador de semiconductor y un diodo, en que las bobinas de los electroimanes están conectadas entre el punto de unión de los conmutadores de semiconductor de la primera rama de puente por un lado y respectivamente un punto de unión de las otras ramas de puente por otro lado, en que los conmutadores de semiconductor de la primera rama de puente son controlados con la frecuencia de oscilación y los conmutadores de semiconductor de las otras ramas de puente son controlados con una frecuencia mayor que la frecuencia de oscilación por modulación de anchura de impulsos o por regulación en banda de tolerancia, en que según el estado de regulación pueden resultar frecuencias mayores que la frecuencia de oscilación.
Debido a pérdidas en circuitos de semiconductor que se producen en cada proceso de conmutación y para evitar perturbaciones electromagnéticas se busca escoger las frecuencias de conmutación lo más pequeñas que sea posible. Esto es posible de modo ventajoso con esta estructuración. Algunos conmutadores de semiconductor son conectados con la frecuencia de oscilación, por ejemplo 270 Hz, otros conmutadores de semiconductor son conectados varias veces por oscilación, en que su frecuencia de conmutación se mantiene en el entorno de pocos kHz. Como frecuencia de exploración para la detección de los valores reales de corriente y posición es necesaria otra frecuencia de como máximo 15 kHz.
Aunque en esta estructuración ventajosa no todas las ramas de puente tienen que estar conformadas completamente con conmutadores de semiconductor, debido a los módulos existentes a disposición en el mercado de forma favorable puede ser ventajoso que los diodos estén formados por conmutadores de semiconductor con diodos de rueda libre conectados en paralelo.
Debido a la conexión más frecuente, los conmutadores de semiconductor en las otras ramas de puente son cargados más fuertemente que los de la primera rama de puente. Para reducir esta carga puede estar previsto que de ciclo de operación a ciclo de operación la corriente a través de los electroimanes sea permutada a través de las otras ramas de puente.
Otra estructuración ventajosa de la disposición conforme a la invención consiste en que unos medios para la generación de una señal de disparo para conectar la corriente a través del respectivo electroimán están conformados de tal modo que la señal de disparo...
Reivindicaciones:
1. Procedimiento para la soldadura por fricción, en el que una de las piezas a unir es puesta en oscilación con ayuda de un oscilador electromagnético (4, 5, 6) y de forma controlada por un sensor de desplazamiento (11) se produce un inicio de oscilación mediante la magnetización alterna de dos electroimanes (2, 3) que actúan en oposición, caracterizado porque tras un inicio de oscilación regulado y un tiempo de oscilación prefijable el oscilador (4, 5, 6) es frenado eléctricamente, porque en función de la respectiva dirección de oscilación del oscilador (4, 5, 6) al producirse el inicio de oscilación un electroimán (2, 3) que apoya el movimiento es alimentado eléctricamente y al producirse el frenado un electroimán (2, 3) que ralentiza el movimiento respectivo es alimentado eléctricamente, y porque durante el frenado es desconectada la corriente al alcanzarse una amplitud de oscilación prefijada.
2. Procedimiento según la reivindicación 1, caracterizado porque el inicio de oscilación y el frenado tienen una duración respectivamente menor de 80 ms.
3. Disposición para la soldadura por fricción, en la que está previsto un oscilador (4, 5, 6), con el que una de las piezas a unir es puesta en oscilación y que es accionado por electroimanes (2, 3) que actúan en oposición, en que una salida de un sensor de desplazamiento (11) que detecta la posición respectiva del oscilador (4, 5, 6) está unida a una entrada de un regulador (12), que está conectado por el lado de salida a entradas de una etapa final de potencia (13) para los electroimanes (2, 3), caracterizada porque el regulador (12) está conformado de modo que controla la etapa final de potencia (13) de tal manera que en función de la respectiva dirección de movimiento del oscilador (4, 5, 6) un electroimán (2, 3) que apoya el movimiento es alimentado eléctricamente, porque para el frenado un electroimán (2, 3) que ralentiza el respectivo movimiento es alimentado eléctricamente y porque durante el frenado es desconectada la corriente al alcanzarse una amplitud de oscilación prefijada.
4. Disposición según la reivindicación 3, caracterizada porque la etapa final de potencia (13) está formada por una primera rama de puente compuesta por dos conmutadores de semiconductor (T3, T6) conectados en serie con diodos de rueda libre (D3, D6) conectados en paralelo y por otras dos ramas de puente compuestas por respectivamente una conexión en serie de un conmutador de semiconductor (T1, T2) y un diodo (D4, D5), en que las bobinas de los electroimanes (2, 3) están conectadas entre el punto de unión de los conmutadores de semiconductor (T3, T6) de la primera rama de puente por un lado y respectivamente un punto de unión de las otras ramas de puente por otro lado, porque los conmutadores de semiconductor (T3, T6) de la primera rama de puente son controlados con la frecuencia de oscilación y los conmutadores de semiconductor (T1, T2) de las otras ramas de puente son controlados por modulación de anchura de impulsos o por regulación en banda de tolerancia, en que según el estado de regulación pueden resultar frecuencias mayores que la frecuencia de oscilación.
5. Disposición según la reivindicación 4, caracterizada porque los diodos (D4, D5) están formados por conmutadores de semiconductor (T4, T5) con diodos de rueda libre (D4, D5) conectados en paralelo.
6. Disposición según la reivindicación 5, caracterizada porque de ciclo de operación a ciclo de operación la corriente a través de los electroimanes (2, 3) es permutada a través de las otras ramas de puente.
7. Disposición según una de las reivindicaciones 3 hasta 6, caracterizada porque unos medios para la generación de una señal de disparo para conectar la corriente a través del respectivo electroimán (2, 3) están conformados de tal modo que la señal de disparo se produce una fracción predeterminable, preferentemente un cuarto, de un periodo de oscilación después de un paso por cero de la oscilación.
8. Disposición según una de las reivindicaciones 3 hasta 7, caracterizada porque el regulador (12) tiene una parte integral que esté preasignada inicialmente con un valor considerable.
9. Disposición según una de las reivindicaciones 3 hasta 8, caracterizada porque el oscilador (4, 5, 6), incluyendo su soporte elástico (5) y el componente receptor de herramienta (6), el sensor de desplazamiento (11), el regulador (12), la etapa final de potencia (13) y los electroimanes (2, 3) forman un circuito de oscilación, cuya frecuencia de resonancia es determinada esencialmente por la frecuencia propia del oscilador (4, 5, 6), incluyendo su soporte elástico (5) y el componente receptor de herramienta (6).
Patentes similares o relacionadas:
Procedimiento para confeccionar cintas adhesivas textiles, del 8 de Abril de 2020, de COROPLAST FRITZ MULLER GMBH & CO. KG: Procedimiento para confeccionar cintas adhesivas textiles, especialmente cintas para envolver cables, en el que a partir de un rollo madre […]
Procedimiento y aparato de fabricación de un impulsor de un ventilador centrífugo, del 19 de Febrero de 2020, de DAIKIN INDUSTRIES, LTD.: Un procedimiento de fabricación de un impulsor de un ventilador centrífugo , siendo el impulsor fabricado por soldadura entre múltiples aspas dispuestas […]
Pinzas para soldadura ultrasónica, del 5 de Junio de 2019, de Schunk Sonosystems GmbH: Unas pinzas para soldadura ultrasónica para realizar soldadura ultrasónica en un medio de soldadura eléctricamente conductor tubular , que […]
Dispositivo de soldadura por ultrasonidos y procedimiento de soldadura por ultrasonidos para controlar procesos de soldadura por ultrasonidos continua, del 27 de Marzo de 2019, de Branson Ultraschall Niederlassung der Emerson Technologies GmbH & Co. oHG: Dispositivo de soldadura por ultrasonidos que comprende las siguientes características: un generador de ultrasonidos, un convertidor y al menos un sonotrodo […]
Máquina de mecanizado por ultrasonidos, del 11 de Diciembre de 2018, de MS Ultraschall Technologie GmbH: Máquina de mecanizado por ultrasonidos para la soldadura, la separación y/o el sellado de materiales, que comprende: - una placa de base ; - […]
Tensor para medios de tracción, dispositivo de soldadura por vibración que tiene un tensor para medios de tracción, así como método de producción para un tensor para medios de tracción, del 24 de Octubre de 2018, de Branson Ultraschall Niederlassung der Emerson Technologies GmbH & Co. oHG: Un tensor para medios de tracción por medio del cual se puede tensar un medio de tracción , el cual tiene al menos un primer y un segundo extremo, preferiblemente […]
DISPOSITIVO DE SOLDADURA POR ULTRASONIDOS, del 18 de Enero de 2018, de VILA NORIA, Carles: Dispositivo de soldadura por ultrasonidos; que comprende un sonotrodo fijado a un amplificador y éste a un convertidor , al que […]
DISPOSITIVO DE SOLDADURA POR ULTRASONIDOS, del 15 de Enero de 2018, de VILA NORIA, Carles: Dispositivo de soldadura por ultrasonidos; que comprende un sonotrodo fijado a un amplificador y éste a un convertidor , al que se […]