Procedimiento para la utilización de un dispositivo para la mecanización de piezas de trabajo en forma de barras como por ejemplo perfiles de ventanas o perfiles de puertas.
Procedimiento para la utilización en un dispositivo (1) para la mecanización de piezas de trabajo en forma de barra como por ejemplo perfiles de ventanas o perfiles de puertas (2),
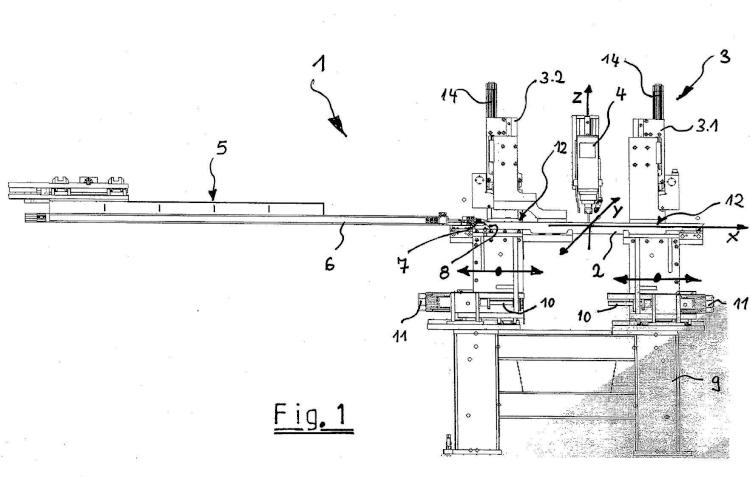
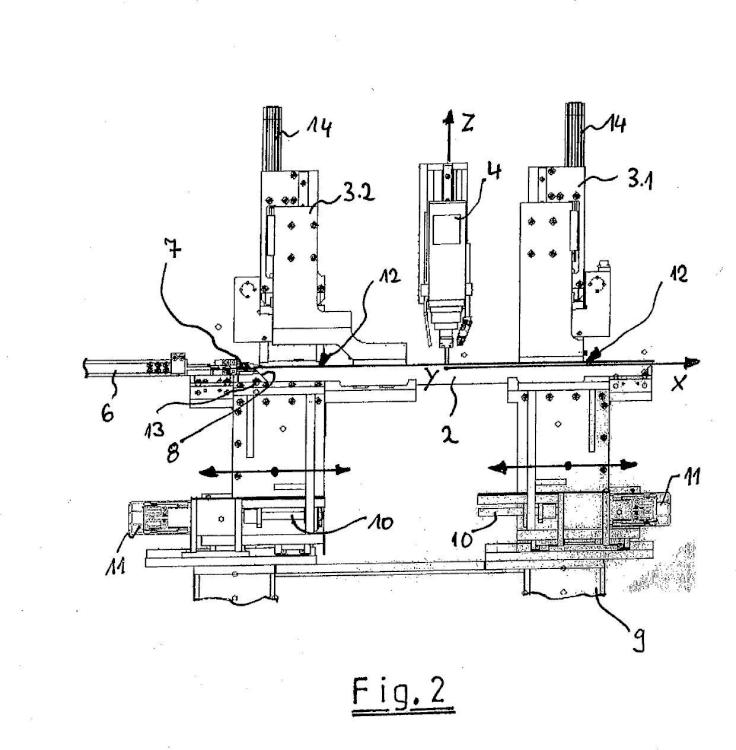
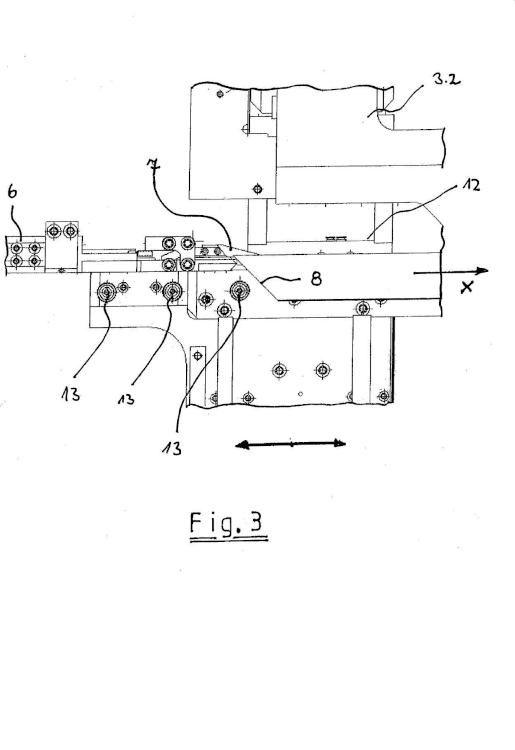
que comprende un dispositivo de retención (3), que empotra el perfil (2) para la mecanización en un plano-X horizontal, en el que verticalmente al plano de empotramiento del dispositivo de retención (3) en el plano-Z o bien en el plano-Y está dispuesta al menos una herramienta de mecanización (4), que es desplazable en diferentes posiciones angulares con relación al plano horizontal, y con el dispositivo de retención (3) colabora un dispositivo de transporte (5) para el perfil (2), que retiene como brazo de pinzas (6) desplazable con una pinza de agarre del perfil (7) el extremo libre (8) del perfil (2) y posiciona el perfil (2) en el dispositivo de retención (3) en el plano horizontal para la mecanización por secciones en el perfil (3), en el que el dispositivo de retención (3), que está constituido por dos apoyos de perfil (3.1) y (3.2), que se pueden desplazar sobre un bastidor de máquina (9) en el plano-X horizontal, puede desplazar el perfil (2) en el estado tensado para la mecanización por secciones en el plano-X horizontal, en el que el brazo de pinzas (6) está alojado de forma flotante sin fuerza en el estado de agarre del perfil (2) en la dirección del movimiento horizontal, o se puede desprender de la pieza de trabajo configurada como perfil (2), de manera que el movimiento de avance durante el proceso de mecanización se realiza exclusivamente a través del desplazamiento del dispositivo de retención (3), que forma los dos apoyos del perfil (3.1) y (3.2).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E12150974.
Solicitante: Schirmer Maschinen GmbH.
Nacionalidad solicitante: Alemania.
Dirección: Stahlstrasse 25 33415 Verl ALEMANIA.
Inventor/es: RAUM,THOMAS DIPL.-ING, OSSENBRINK,HELMUT.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B27F5/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27F COLAS DE MILANO; ESPIGAS; MORTAJADORAS PARA MADERA O MATERIALES SIMILARES; MAQUINAS DE CLAVAR, DE GRAPAR O DE UNIR (herramientas manuales para clavar o grapar B25C; fabricación de cajas, arcas o cofres de madera B27M 3/34; medios de ensamblaje para elementos de construcción en general, p. ej. clavijas utilizadas en la construcción de edificios, E04B 1/38; elementos de ensamblaje en general, p. ej. clavijas en general, F16B). › B27F 5/00 Entallado o mortajado (formones manuales B27G 17/08). › para realizar los alojamientos donde se engastan los herrajes, p. ej. en los marcos de las puertas, ventanas, mobiliario.
- B27M1/08 B27 […] › B27M TRABAJO DE LA MADERA NO PREVISTO EN LAS SUBCLASES B27B - B27L; FABRICACION DE ARTICULOS PARTICULARES DE MADERA. › B27M 1/00 Trabajo de la madera no previsto en las subclases B27B - B27L, p. ej. por estirado. › por procedimientos en varias etapas.
PDF original: ES-2522558_T3.pdf
Fragmento de la descripción:
Procedimiento para la utilización de un dispositivo para la mecanización de piezas de trabajo en forma de barras como por ejemplo perfiles de ventanas o perfiles de puertas.
Campo técnico
La invención se refiere a un dispositivo para la mecanización de piezas de trabajo en forma de barra como por ejemplo perfiles de ventanas o perfiles de puertas, que comprenden un dispositivo de retención, que empotra el perfil para la mecanización en un plano-X horizontal, en el que verticalmente al plano de empotramiento del dispositivo de retención en el plano-Z o bien en el plano-Y está dispuesta al menos una herramienta de mecanización, que es desplazable en diferentes posiciones angulares con relación al plano horizontal y con el dispositivo de retención colabora un dispositivo de transporte para el perfil, que retiene como brazo de pinzas desplazable con una pinza de agarre del perfil el extremo libre del perfil y poslclona el perfil en el dispositivo de retención en el plano horizontal para la mecanización por secciones en el perfil.
Estado de la técnica
Durante la mecanización de perfiles, que se utilizan, por ejemplo, durante la fabricación de puerta so ventanas, se pueden realizar numerosos procesos de trabajo. Tales perfiles pueden estar constituidos de plástico, metal o madera. También es posible una combinación de diferentes materiales. Si se mecanizan, por ejemplo, perfiles huecos de plástico para ventanas, entonces deben fresarse ranuras de desagüe Incluidas en el renvalso y/o hacia abajo y/o hacia delante. Además, se pueden colocar tales de posición de piezas de cierre en un perfil de manco fijo y/o en un perfil de durmiente. Además, dado el caso, deben fresarse cajas de cerradura y deben instalarse tornillos de boquilla para persianas, listones de guía y vierteaguas. Además, en el repliegue de la hoja deben preverse taladros de bisagra de esquina. Los diámetros habituales para ranuras de desagüe y de ventilación son aquí por ejemplo 5 mm, mientras que los taladros de las piezas de cierre así como los taladros de bisagras de tijeras y de esquina presentan siempre un diámetro de 3 mm. Los diámetros para taladros de cojinetes de esquina en la aleta de la hoja para pivotes de fijación son 6 mm y para fresados de cajas de cerradura son 12 mm, de manera que las escotaduras máximas para enrolladores de la cinta presentan una longitud de 220 mm. Para poder realizar estos taladros y fresados diferentes, son necesarias diferentes herramientas de mecanización. En el caso de una mecanización automática se suprime la posibilidad de reemplazar, por ejemplo, en el caso de una única taladradora los Insertos de perforación, porque el gasto para ello sería demasiado grande. Es más sencillo prever desde el principio diferentes taladradoras con diferentes Insertos, respectivamente, o diferentes herramientas de perforación. Durante la mecanización convencional de perfiles se colocan barras perfiladas largas sobre una mesa o similar y se empujar o se llevan con un dispositivo de agarre en su extremo trasero hacia las estaciones de mecanización, que están dispuestas a lo largo del eje de desplazamiento de las barras perfiladas. De esta manera, tiene lugar una mecanización en cadena de las barras perfiladas.
Así, por ejemplo, se conoce a partir del documento DE 197 25 043 un dispositivo para la mecanización de componentes, que dispone de un dispositivo de retención, que empotra el perfil para la mecanización en un plan-X horizontal. Vertlcalmente al plano de empotramiento del dispositivo de retención están previstas en el plano-Z o bien en el plano-Y unas herramientas de mecanización que están dispuestas en diferentes posiciones angulares con respecto al plano horizontal para insertarlas entonces en el perfil a mecanizar. Con el dispositivo de retención colabora en este caso un dispositivo de transporte para el perfil, que está configurado, por ejemplo, como un brazo de pinza desplazable con una pinza de agarre del perfil, que retiene el extremo libre del perfil y posiciona el perfil en el dispositivo de retención en el plano horizontal para la mecanización por secciones en el perfil. En esta forma de realización de un dispositivo para la mecanización de piezas de trabajo en forma de barra se ha revelado que es un Inconveniente que especialmente durante el proceso de mecanización no se garantiza la seguridad suficiente del proceso, puesto que durante la mecanización de perfiles en forma de barras, éstos son retenidos por las pinzas de agarre del perfil, de manera que en este caso en virtud del deslizamiento se pueden ocasionar daños superficiales en los perfiles a mecanizar.
El documento EP-A-2 210 723 publica un procedimiento para la utilización de un dispositivo para la mecanización de piezas de trabajo en forma de barras, que comprende un dispositivo de retención, que empotra el perfil para la mecanización en un plano-X horizontal, en el que vertlcalmente al plano de empotramiento del dispositivo de retención en el plano-Z o bien en el plano-Y está dispuesta al menos una herramienta de mecanización, y con el dispositivo de retención colabora un dispositivo de transporte para el perfil, que retiene como brazo de pinzas desplazable con una pinza de agarre del perfil el extremo libre del perfil y posiciona el perfil en el dispositivo de retención en el plano horizontal para la mecanización por secciones en el perfil, en el que el brazo de pinzas en el estado de agarre del perfil en la dirección del movimiento horizontal se puede desprender desde la pieza de trabajo configurada como perfil. El perfil es posicionado por la instalación de transporte en el dispositivo de retención y no se mueve ya en el estado empotrado.
Cometido
La invención se basa en el problema de desarrollar un dispositivo para la mecanización de piezas de trabajo en forma de barra, que garantiza con respecto a la instalación de transporte móvil una seguridad más elevada del proceso, preparando un tratamiento cuidadoso de la superficie, en el que especialmente también debe acortarse el tiempo de mecanización de la pieza de trabajo.
Solución
De acuerdo con la Invención, el problema se soluciona con las características de la reivindicación 1. Las configuraciones ventajosas de la invención se deducen a partir de las reivindicaciones dependientes.
Las ventajas conseguidas con la invención consisten en que en virtud del dispositivo de retención desplazable en el plano horizontal se eleva esencialmente la seguridad del proceso en la pieza de trabajo, puesto que a través de la movilidad del dispositivo de retención se excluye un resbalamiento entre la herramienta de mecanización y el perfil. Esto conduce a que se pueda realizar una mecanización esencialmente más cuidadosa de las superficies, acortando el tiempo de mecanización porque en virtud del dispositivo de retención desplazable se pueden realizar avances mayores con el perfil empotrado. De esta manera se pueden mecanizar también piezas de trabajo pesadas y macizas con el dispositivo.
De acuerdo con la invención, para la solución del problema se propone que el dispositivo de retención en el estado tensado del perfil desplaza a éste para la mecanización por secciones en el plano-X horizontal, en el que el brazo de pinzas está alojado de forma flotante sin fuerza en el estado de agarre en la dirección del movimiento horizontal, o se desprende de la pieza de trabajo configurada como perfil.
Se entiende ahora por sí mismo que durante el tiempo de procesamiento la instalación de transporte se encuentra aquí, en efecto, todavía engranada, pero el movimiento de carrera horizontal o bien de elevación en dirección-X se realiza exclusivamente a través del dispositivo de retención desplazable. De esta manera resulta en virtud de la situación de empotramiento en el dispositivo de retención una conducción del perfil segura en el proceso en la herramienta de mecanización. De manera correspondiente se puede realizar también en virtud de la situación de empotramiento una retención segura para el perfil a mecanizar. Las pinzas de retención que están engranadas en este caso sin fuerza participan en el movimiento de carrera o bien de empuje del dispositivo de retención. De acuerdo con otra forma de realización, las pinzas pueden agarrar en este caso también lateralmente, de manera que en esta forma de realización, durante el movimiento de carrera o bien de empuje las pinzas se encuentran en una posición desprendida de la pieza de trabajo.
De acuerdo con una configuración especialmente ventajosa de la invención, el dispositivo de retención está constituido por dos apoyos del perfil, que están dispuestos de forma desplazable sobre un bastidor de la máquina en el plano-X horizontal. En este caso, uno de los... [Seguir leyendo]
Reivindicaciones:
1.- Procedimiento para la utilización en un dispositivo (1) para la mecanización de piezas de trabajo en forma de barra como por ejemplo perfiles de ventanas o perfiles de puertas (2), que comprende un dispositivo de retención (3), que empotra el perfil (2) para la mecanización en un plano-X horizontal, en el que verticalmente al plano de empotramiento del dispositivo de retención (3) en el plano-Z o bien en el plano-Y está dispuesta al menos una herramienta de mecanización (4), que es desplazable en diferentes posiciones angulares con relación al plano horizontal, y con el dispositivo de retención (3) colabora un dispositivo de transporte (5) para el perfil (2), que retiene como brazo de pinzas (6) desplazable con una pinza de agarre del perfil (7) el extremo libre (8) del perfil (2) y posiciona el perfil (2) en el dispositivo de retención (3) en el plano horizontal para la mecanización por secciones en el perfil (3), en el que el dispositivo de retención (3), que está constituido por dos apoyos de perfil (3.1) y (3.2), que se pueden desplazar sobre un bastidor de máquina (9) en el plano-X horizontal, puede desplazar el perfil (2) en el estado tensado para la mecanización por secciones en el plano-X horizontal, en el que el brazo de pinzas (6) está alojado de forma flotante sin fuerza en el estado de agarre del perfil (2) en la dirección del movimiento horizontal, o se puede desprender de la pieza de trabajo configurada como perfil (2), de manera que el movimiento de avance durante el proceso de mecanización se realiza exclusivamente a través del desplazamiento del dispositivo de retención (3), que forma los dos apoyos del perfil (3.1) y (3.2).
2.- Procedimiento de acuerdo con la reivindicación 1, caracterizado porque uno de los apoyos del perfil (3.1) en el dispositivo (1) está dispuesto en el lado de entrada del perfil y el otro apoyo del perfil (3.2) está dispuesto en el lado de salida del perfil.
3.- Procedimiento de acuerdo con la reivindicación 2, caracterizado porque entre los apoyos del perfil (3.1) y (3.2) desplazables en el plano-X están dispuestas las herramientas de mecanización (4).
4.- Procedimiento de acuerdo con la reivindicación 3, caracterizado porque el apoyo individual del perfil (3.1, 3.2) está dispuesto desplazable por medio de un accionamiento de husillo (10) en el bastidor de la máquina (9).
5.- Procedimiento de acuerdo con la reivindicación 4, caracterizado porque los servo accionamientos (11) de los apoyos del perfil (3.1, 3.2) están sincronizados para la carrera en el plano-X.
6.- Procedimiento de acuerdo con la reivindicación 5, caracterizado porque con los servo accionamientos (11) se pueden desplazar individualmente los apoyos del perfil (3.1) y (3.2) para una carrera en el plano-X.
7.- Procedimiento de acuerdo con la reivindicación 6, caracterizado porque en los apoyos del perfil (3.1) y (3.2) están dispuestos unos elementos de empotramiento (12) para el perfil (2).
8.- Procedimiento de acuerdo con la reivindicación 7, caracterizado porque los apoyos del perfil (3.1) y (3.2) están provistos en la zona de engrane o bien en la zona de empotramiento del perfil (2) con rodillos de apoyo (13).
9.- Procedimiento de acuerdo con la reivindicación 8, caracterizado porque la zona de engrane o bien la zona de empotramiento de los apoyos del perfil (3.1) y (3.2) están configuradas de forma desplazable en el plano-Z o bien en el plano-Y.
Patentes similares o relacionadas:
INSTALACION DE PROCESADO DE MATERIA PRIMA POR CONTROL NUMERICO, del 12 de Mayo de 2020, de MARÍN MARTOS, María Dolores: 1. Instalación de procesado de materia prima por control numérico, que comprende un brazo robot configurado para realizar trabajos sobre la materia […]
Procedimiento para el mecanizado de los bordes de piezas de trabajo en forma de placa, del 19 de Febrero de 2020, de IMA Schelling Deutschland GmbH: Procedimiento para el mecanizado de los bordes de piezas de trabajo en forma de placa, donde las piezas de trabajo se suministran en un circuito […]
Dispositivo de procesamiento con una mesa de piezas de trabajo, del 6 de Noviembre de 2019, de HOMAG GmbH: Dispositivo de procesamiento , en particular para el procesamiento de piezas de trabajo de madera, de materiales de trabajo derivados de la madera, de […]
Dispositivo y procedimiento para posicionar un elemento de sujeción, del 23 de Octubre de 2019, de HOMAG GmbH: Dispositivo para posicionar un elemento de sujeción, que está previsto para fijar una pieza de trabajo en una estación de mecanizado, presentando el […]
 Máquina de mecanización con dispositivo de manipulación para el mecanizado de piezas de trabajo en forma de lámina, del 25 de Septiembre de 2019, de IMA Schelling Deutschland GmbH: Máquina de mecanización para el mecanizado de piezas de trabajo en forma de lámina fabricadas de madera o de materiales sustitutivos de […]
Máquina de mecanización con dispositivo de manipulación para el mecanizado de piezas de trabajo en forma de lámina, del 25 de Septiembre de 2019, de IMA Schelling Deutschland GmbH: Máquina de mecanización para el mecanizado de piezas de trabajo en forma de lámina fabricadas de madera o de materiales sustitutivos de […]
Dispositivo para el procesamiento de piezas de trabajo en forma de barra, como perfiles de ventana o perfiles de puerta, del 11 de Septiembre de 2019, de Schirmer Maschinen GmbH: Dispositivo para el procesamiento de piezas de trabajo en forma de barra, como perfiles de ventana o perfiles de puerta, que se pueden desplazar mediante […]
Dispositivo de mecanizado para piezas de trabajo y procedimiento para el mismo, del 4 de Septiembre de 2019, de HOMAG GmbH: Dispositivo de mecanizado para piezas de trabajo, en particular de madera, plástico o similar, con una primera mesa de piezas de trabajo que puede […]
Método de procesamiento continuo de bordes de placas y dispositivo de procesamiento de bordes, del 3 de Julio de 2019, de ULMADAN-R.D. APS: Un método de procesamiento continuo de bordes de placas , mediante el cual las placas se transportan continuamente en una dirección de […]