Procedimiento y utilización para el control de la activación superficial de una pieza constructiva de material sintético.
Procedimiento para el control de la activación superficial de una pieza constructiva de material sintético,
que es provista de un barnizado, mediante flameado con un quemador, que se mueve sobre la superficie de la pieza constructiva que debe de ser flameada, determinándose la temperatura de la superficie de la pieza constructiva flameada, aumentándose la acción de la llama sobre la pieza constructiva al quedarse por debajo de la temperatura mínima o respectivamente disminuyéndosela al sobrepasarse la temperatura máxima, y la temperatura de la superficie de la pieza constructiva se determina mediante termografía, caracterizado porque la pieza constructiva de material sintético se compone de una poliolefina, porque se determina la energía superficial, que es necesaria para la adhesión entre la superficie de la pieza constructiva y el barnizado, y se determinan una temperatura mínima y una temperatura máxima para la generación de la energía superficial necesaria, a la que es calentada la superficie de la pieza constructiva al realizar el flameado, porque, en el caso de una relación de mezcladura constante de la mezcla de gas y aire, se ajusta la acción de la llama con el caudal de paso de la mezcla de gas y aire, y porque para la termografía se utiliza una cámara de infrarrojos, que se mueve de un modo sincronizado con el quemador sobre la superficie de la pieza constructiva flameada.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06023019.
Solicitante: BAYERISCHE MOTOREN WERKE AKTIENGESELLSCHAFT.
Nacionalidad solicitante: Alemania.
Dirección: PETUELRING 130 80809 MÜNCHEN ALEMANIA.
Inventor/es: GEIGER,MARTIN, Viehmann,Claudia.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B05D3/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B05 PULVERIZACION O ATOMIZACION EN GENERAL; APLICACION DE MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL. › B05D PROCEDIMIENTOS PARA APLICAR MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL (transporte de objetos en los baños de líquidos B65G, p. ej.. B65G 49/02). › B05D 3/00 Tratamiento previo de superficies sobre las que los líquidos u otros materiales fluidos van a ser aplicados; Tratamiento ulterior de los revestimientos aplicados, p. ej. tratamiento intermedio de un revestimiento ya aplicado, para preparar las aplicaciones ulteriores de líquidos u otros materiales fluidos. › por llama.
- B29C59/08 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 59/00 Conformación de superficies, p. ej. grabado o estampado en relieve; Aparatos a este efecto. › por tratamiento a la llama.
PDF original: ES-2377028_T3.pdf
Fragmento de la descripción:
Procedimiento y utilización para el control de la activación superficial de una pieza constructiva de material sintético El invento se refiere a un procedimiento para el control de la activación superficial de una pieza constructiva de material sintético de acuerdo con el prefacio de la reivindicación de patente.
Determinados materiales sintéticos, en particular ciertas poliolefinas, tienen una pequeña tensión superficial, lo que conduce a una adhesión insuficiente, por ejemplo, de un barniz a una pieza constructiva de poliolefina. Por lo tanto, se lleva a cabo una activación superficial de ciertas piezas constructivas de poliolefinas mediante flameado con un quemador. De esta manera, junto a la superficie de la pieza constructiva se producen grupos funcionales de diferentes tipos, que contienen predominantemente oxígeno, los cuales dan lugar a un aumento de la energía superficial.
El flameado es determinado en lo esencial por los siguientes parámetros: la distancia de la llama desde la pieza constructiva, la duración de la acción de la llama, la relación de mezcladura entre el gas combustible y el aire, y el caudal de paso de la mezcla de gas combustible y aire.
Estos parámetros se escogen hasta ahora basándose en una experiencia empírica. Con el fin de comprobar si los parámetros escogidos dan lugar a una activación superficial suficientemente alta, se pueden utilizar unas denominadas tintas de ensayo (norma DIN 53 364) . En este caso, se trata de unos líquidos que tienen una tensión superficial conocida. Si un líquido que tiene una determinada tensión superficial se aplica en capa delgada con una brocha sobre la superficie flameada de la pieza constructiva, entonces él permanece o bien laminarmente en forma de una película o se contrae para formar gotitas. Si él permanece como una película de líquido, la tensión superficial de la superficie es mayor que la tensión superficial de la tinta de ensayo. En el caso de la formación de gotitas, la tensión superficial de la superficie es menor que la de la tinta. Con el fin de determinar la energía superficial del material sintético, mediando utilización de diversos líquidos de ensayo se busca el líquido de ensayo que precísamente moja todavía al material sintético. La tensión superficial de este líquido de ensayo corresponde a la tensión superficial de la superficie del material sintético.
Para la activación superficial mediante flameado en un proceso en serie se utilizan robots de flameado. Al iniciar el funcionamiento del robot de flameado, con muchos bucles de optimización y con una dedicación de tiempo correspondientemente alta, se intenta conseguir una optimización de los parámetros del flameado. Puesto que con las tintas de ensayo la energía superficial sólo se puede determinar en parte y manualmente de un modo costoso y complicado, las tintas de ensayo son adecuadas para una determinacíón fiable de la energía superficial sólo en los casos de unas piezas constructivas flameadas que tienen una geometría sencilla, tales como planchas. Para grandes piezas constructivas con una geometría complicada, por ejemplo parachoques, las tintas de ensayo son utilizables, por el contrario, sólo de un modo restringido.
Por lo tanto, en el caso de tales piezas constructivas se tiene que llevar a cabo adicionalmente un ensayo de la adhesión a barnices. Para esto, la pieza constructiva barnizada es sometida a un ensayo de meteorización según la norma DIN 50017, y a continuación se lleva a cabo una comprobación de la adhesión por medio de un ensayo de corte en rejilla según la norma DIN EN ISO 2409 de la superficie barnizada de la pieza constructiva, formándose mediante unos cortes una rejilla a través del barniz hasta llegar a la superficie de la pieza constructiva, sobre la que una cinta adhesiva se pega y luego se retira, con el fin de comprobar desconchaduras. Hasta que se presente un resultado definitivo, pueden transcurrir frecuentemente varias semanas.
Por lo tanto, estos complicados y costosos ensayos se pueden llevar a cabo sólo en una medida restringida, de tal manera que el ajuste del robot de flameado depende en una parte considera de la experiencia de la persona, que ajusta el robot.
Al realizar el flameado en un proceso en serie con un robot de flameado aparecen también inevitablemente fluctuaciones de los parámetros de flameado. Así, las piezas constructivas, p.ej. unos parachoques, se transportan hasta el robot de flameado sobre unos bastidores. Puesto que pueden fluctuar las dimensiones de los bastidores y la posición de los parachoques sobre el respectivo bastidor, también se modifica la distancia de la cabeza de flameado desde la pieza constructiva. Sobre todo junto a curvaturas de la pieza constructiva, esta distancia puede sobrepasar por consiguiente el límite necesario para un flameado suficiente. Con el paso del tiempo se puede modificar también, por ejemplo, el ajuste de la llama.
Por lo tanto, una insuficiente activación superficial de la superficie de la pieza constructiva mediante flameado es reconocida en tales procesos en serie frecuentemente sólo cuando ya se han producido o respectivamente construido defectuosamente muchas piezas constructivas con defectos de calidad.
A partir del documento de patente alemana DE 201 14 099 U1 se conoce un procedimiento de acuerdo con el prefacio de la reivindicación 1. Para realizar la medición de la temperatura, se utiliza un sensor de la temperatura con rayos infrarrojos, que está provisto de un sistema óptico de medición, cuya señal, cuando él es movido por encima de la superficie de la pieza constructiva flameada, se hunde en cavidades, agujeros y similares, de tal manera que la temperatura medida por él fluctúa entre 20 y más que 300 º C. De esta manera, no se garantiza ninguna adhesión segura del barniz a una pieza constructiva de poliolefina. A partir de la cita de Zankiewics M. "FLAME MODIFICATION OF THE SURFACE LAYER OF PLASTICS PRODUCTS" (Modificación con llamas de la capa superficial de productos de material plástico) , International Polymer Science and Technology, RAPRA TECHNOLOGY, SHREWABURY, GB (Gran Bretaña) , tomo 27, nº 7, 1 de enero del 2000 (2000-01-01) , páginas T/86/T/93, XP000975407 es conocido flamear una pieza constructiva de material sintético, por ejemplo, a base de una poliolefina, para su activación superficial con una relación de mezcladura constante de la mezcla de gas y aire.
Una misión del invento consiste, al realizar el flameado, en garantizar una suficiente activación superficial de la pieza constructiva.
Esto se consigue conforme al invento con el procedimiento caracterizado en la reivindicación de patente.
El invento está basado en el reconocimiento de que entre la temperatura superficial producida al realizar el flameado y la energía superficial de la pieza constructiva de material sintético existe una correlación tan estrecha que una temperatura mínima de la superficie de la pieza constructiva al realizar el flameado corresponde a una suficiente energía superficial. La premisa para una correlación suficiente es que la composición del gas o respectivamente la relación de mezcladura de la mezcla de gas y aire ha de ser mantenida constante.
Con el procedimiento conforme al invento, la activación superficial de una pieza constructiva de material sintético se puede controlar, es decir medir y dirigir y eventualmente también regular.
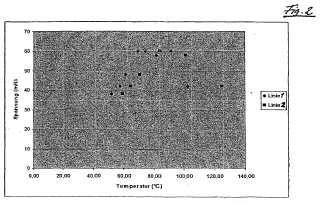
La energía superficial, que se tiene que producir junto a la superficie de la pieza constructiva, es determinada por medio de la adhesión, que es necesaria entre la superficie de la pieza constructiva y el revestimiento, que se ha aplicado sobre la pieza constructiva. Así, por ejemplo, se necesita una energía superficial mínima de 40 mN/m y más, cuando la pieza constructiva, p.ej. un parachoques, a base de un material sintético de polipropileno es provista de un barniz.
Conforme al invento, la superficie de la pieza constructiva es aumentada a una temperatura, que se sitúa entre la temperatura mínima y una temperatura máxima. En efecto, se pudo comprobar que la energía superficial disminuye de nuevo, cuando se sobrepasa una temperatura máxima. Este sorprendente resultado se debe de atribuir posiblemente al hecho de que cuando se alcanza una temperatura demasiado alta, el material sintético se reblandece junto a la superficie, con lo que los grupos funcionales formados al realizar el flameado se reorientan, o de que la superficie de material sintético es quemada superficialmente por un daño térmico demasiado fuerte de las cadenas poliméricas.... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para el control de la activación superficial de una pieza constructiva de material sintético, que es provista de un barnizado, mediante flameado con un quemador, que se mueve sobre la superficie de la pieza 5 constructiva que debe de ser flameada, determinándose la temperatura de la superficie de la pieza constructiva flameada, aumentándose la acción de la llama sobre la pieza constructiva al quedarse por debajo de la temperatura mínima o respectivamente disminuyéndosela al sobrepasarse la temperatura máxima, y la temperatura de la superficie de la pieza constructiva se determina mediante termografía, caracterizado porque la pieza constructiva de material sintético se compone de una poliolefina, porque se determina la energía superficial, que es necesaria para 10 la adhesión entre la superficie de la pieza constructiva y el barnizado, y se determinan una temperatura mínima y una temperatura máxima para la generación de la energía superficial necesaria, a la que es calentada la superficie de la pieza constructiva al realizar el flameado, porque, en el caso de una relación de mezcladura constante de la mezcla de gas y aire, se ajusta la acción de la llama con el caudal de paso de la mezcla de gas y aire, y porque para la termografía se utiliza una cámara de infrarrojos, que se mueve de un modo sincronizado con el quemador sobre la superficie de la pieza constructiva flameada.
Patentes similares o relacionadas:
DECORACION E IMPRESION SOBRE SUPERFICIES DE POLIOLEFINA., del 16 de Abril de 2007, de STEVENSON, MICHAEL J.: SE REVELA UN METODO PARA LA APLICACION PERMANENTE DE HUELLAS A LA SUPERFICIE DE UN OBJETO DE POLIOLEFINA MEDIANTE LA APLICACION PIGMENTADA A […]
PROCEDIMIENTO PARA DOTAR A UN MUEBLE DE PINO DE UN ACABADO ENVEJECIDO O DE ESTILO., del 16 de Junio de 2003, de LOPEZ GARCIA,JOSE LUIS: Procedimiento para dotar a un mueble de pino de un acabado envejecido o de estilo, para lo cual se procede a quemar el mueble lentamente mediante un soplete de gas, adquiriendo […]
SUPERFICIE DE REVESTIMIENTO DE MATERIAL DE AISLAMIENTO TERMICO MICROPOROSO, HIDROFOBICO., del 16 de Octubre de 1997, de ZORTECH INTERNATIONAL LIMITED: SE PRESENTA UNA SUPERFICIE DE UN MATERIAL HIDROFOBICO, MICROPOROSO, DE AISLAMIENTO TERMICO QUE SE REVISTE CALENTANDO PRIMERO LA SUPERFICIE DEL MATERIAL MICROPOROSO […]
SUJETADOR ROSCADO DE OBTURACION ESPONTANEA Y PROCEDIMIENTO PARA FABRICARLO., del 16 de Marzo de 1997, de NYLOK FASTENER CORPORATION: UN ELEMENTO DE OBTURACION INTEGRAL SE ENLAZA DIRECTAMENTE A LA SUPERFICIE DE ENGRANAJE Y ROSCAS SELECCIONADAS DE UN SUJETADOR ROSCADO. EL OBTURANTE […]
PROCEDIMIENTO DE TRATAMIENTO DE OBJETOS CON AYUDA DE UN LIQUIDO VOLATIL INFLAMABLE ., del 1 de Agosto de 1996, de L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'EXPLOITATION DES PROCEDES GEORGES CLAUDE: PROCEDIMIENTO DE TRATAMIENTO DE OBJETOS CON AYUDA DE UN LIQUIDO VOLATIL INFLAMABLE. SEGUN EL PROCEDIMIENTO DEL INVENTO, LOS OBJETOS A TRATAR SON […]
TUBERIA DE PLASTICO PRESENTANDO UNA CAPA BARRERA DE OXIGENO, ASI COMO PROCEDIMIENTO PARA SU ELABORACION., del 1 de Abril de 2007, de KE-KELIT KUNSTSTOFFWERK GESELLSCHAFT M.B.H.: Tubería de plástico, particularmente para un calentador de agua caliente, con una camisa de una poliolefina y con una capa barrera de oxígeno rodeando exteriormente la camisa, […]
METODO PARA TRATAR UNA SUPERFICIE SELLABLE DE LA PELICULA., del 16 de Noviembre de 2004, de HOECHST TRESPAPHAN GMBH: SE DESCRIBE UN PROCESO PARA TRATAMIENTO DE UNA SUPERFICIE DE LAMINA CON CAPACIDAD DE SELLADO POR MEDIO DE LLAMA. UNA LAMINA SE GUIA A TRAVES DE UN RODILLO DE […]
UN PROCEDIMIENTO PARA EL TRATAMIENTO DE UN ESTRATIFICADO PARA ENVASES PARA INCREMENTAR SU FRICCION, Y UN RECIPIENTE DE ENVASE PRODUCIDO DESDE EL ESTRATIFICADO PARA ENVASES., del 16 de Enero de 2004, de TETRA LAVAL HOLDINGS & FINANCE SA: Un método para calentar un estratificado para envases al objeto de incrementar su fricción, teniendo el estratificado un recubrimiento exterior de […]