PROCEDIMIENTO PARA EL TRATAMIENTO TÉRMICO DE BANDAS DE ACERO.
Procedimiento para el tratamiento térmico de productos de acero (3),
en particular de bandas o chapas de acero, en el que el producto (3), en una zona de refuerzo (6, 7, 8, 10, 14) que tiene al menos un quemador (1, 2) se lleva desde una temperatura de partida a una temperatura diana, haciéndose funcionar el quemador o los quemadores (1, 2) con un combustible, en particular un gas combustible, y un gas con contenido en oxígeno, conteniendo el gas con contenido en oxígeno más de 21% de oxígeno, y entrando el producto (3) en contacto directo con la o las llamas (5) generadas por el o los quemadores (1, 2), caracterizado porque el producto (3) se desplaza a través de la zona de refuerzo (6, 7, 8, 10, 14) en una dirección de transporte, y porque la llama (5) rodea al producto (3) por toda su periferia transversalmente a la dirección de transporte, y porque dentro de la o de las llamas (5), la relación de aire λ se establece como una función de la temperatura de partida y/o la temperatura diana
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/000219.
C21D1/52QUIMICA; METALURGIA. › C21METALURGIA DEL HIERRO. › C21D MODIFICACION DE LA ESTRUCTURA FISICA DE LOS METALES FERROSOS; DISPOSITIVOS GENERALES PARA EL TRATAMIENTO TERMICO DE METALES O ALEACIONES FERROSOS O NO FERROSOS; PROCESOS DE MALEABILIZACION, p.ej. POR DESCARBURACION O REVENIDO (cementación por procesos de difusión C23C; tratamiento de la superficie de materiales metálicos utilizando al menos un proceso cubierto por la clase C23 y al menos un proceso cubierto por la presente subclase, C23F 17/00; solidificación unidireccional de materiales eutécticos o separación unidireccional de materiales eutectoides C30B). › C21D 1/00 Métodos o dispositivos generales para tratamientos térmicos, p. ej. recocido, endurecido, temple o revenido. › con llamas.
C21D9/46C21D […] › C21D 9/00 Tratamiento térmico, p. ej. recocido, endurecido, revenido, temple, adaptado para artículos particulares; Sus hornos. › para láminas metálicas.
C21D9/56C
F27D19/00MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F27HORNOS; APARATOS DE DESTILACIÓN. › F27D PARTES CONSTITUTIVAS O ACCESORIOS DE LOS HORNOS, ESTUFAS, HOGARES O RETORTAS DE DESTILACION, EN LA MEDIDA EN QUE SON COMUNES A MAS DE UN TIPO DE HORNO (aparatos de combustión F23; calefacción eléctrica H05B). › Disposición de los dispositivos de control.
C21D11/00C21D […] › Control o regulación del proceso durante los tratamientos térmicos.
F27D19/00F27D […] › Disposición de los dispositivos de control.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
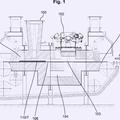
Procedimiento para el tratamiento térmico de bandas de acero La invención se refiere a un procedimiento para el tratamiento térmico de productos de acero, en particular de bandas o chapas de acero, en el que el producto, en una zona de refuerzo que tiene al menos un quemador, se lleva desde una temperatura de partida a una temperatura diana, haciéndose funcionar el quemador o los quemadores con un combustible, en particular un gas combustible, y un gas con contenido en oxígeno, conteniendo el gas con contenido en oxígeno más de 21% de oxígeno y entrando el producto en contacto directo con la o las llamas generadas por el o los quemadores. Para producir bandas de acero revestidas (p. ej. galvanizadas por inmersión en caliente), las bandas a revestir se limpian lo primero de todo, se calientan en un horno continuo y luego se recuecen en una atmósfera reductora para producir las propiedades deseadas de los materiales. A esto le sigue la operación de revestimiento real en un baño de fusión adecuado o utilizando un procedimiento apropiado. Durante la fase de calentamiento en el horno continuo, el acero se ha de calentar bajo condiciones definidas con el fin de permitir un mejor asentamiento de las propiedades requeridas en las subsiguientes etapas del procedimiento. Dependiendo del tipo de acero utilizado, puede ser conveniente minimizar la oxidación o efectuar deliberadamente un cierto grado de oxidación. Hasta la fecha, el calentamiento de las bandas de acero se ha llevado a cabo en hornos continuos en los que las bandas de acero atraviesan una zona de convección y una zona de calentamiento. En la zona de calentamiento, las bandas se calientan utilizando quemadores, y en la zona de convección, conectada aguas arriba de la misma, se calientan mediante los gases de combustión calientes procedentes de los quemadores de la zona de calentamiento. En particular, en la zona de convección el grado de oxidación es difícil de controlar, ya que el perfil de temperaturas en esta zona depende, entre otros, de la longitud de la zona de convección y de la temperatura y cantidad de los gases de combustión. La composición de los gases de combustión en la zona de convección se determina por el modo operativo de los quemadores y, si es apropiado, mediante aire de escape que penetra en el horno continuo. Esto significa que las condiciones de calentamiento en la zona de convección se determinan esencialmente por las demandas impuestas a los quemadores en la zona de calentamiento. Por estos motivos, no ha sido hasta ahora posible un ajuste controlado del perfil de temperaturas en la zona de convección. El documento JP-5 509 143 describe un procedimiento para fabricar una banda de acero laminada en frío mediante calentamiento directo, en que la relación de aire disminuye gradualmente con el tratamiento de la banda en el horno. Por lo tanto, es un objeto de la presente invención desarrollar un procedimiento para el tratamiento térmico de productos de acero que permita un ajuste controlado de las condiciones de calentamiento. Este objeto se consigue mediante un procedimiento para el tratamiento térmico de productos de acero, en particular de bandas o chapas de acero, en el que el producto, en una zona de refuerzo que tiene al menos un quemador, se lleva desde una temperatura de partida a una temperatura diana, haciéndose funcionar el quemador o los quemadores con un combustible, en particular un gas combustible, y un gas con contenido en oxígeno, conteniendo el gas con contenido en oxígeno más de 21% de oxígeno y entrando el producto en contacto directo con la o las llamas generadas por el o los quemadores, y que se caracteriza porque el producto se desplaza a través de la zona de refuerzo en una dirección de transporte, y porque la llama rodea al producto por toda su periferia transversalmente a la dirección de transporte, y porque dentro de la llama, la relación de aire se establece como una función de la temperatura de partid y/o de la temperatura diana. La expresión zona de refuerzo ha de entenderse con el significado de un horno de tratamiento térmico o una zona de un horno de tratamiento térmico en el que existe al menos un quemador que se hace funcionar con un gas combustible y un gas con contenido en oxígeno, conteniendo el gas con contenido en oxígeno más de 21% de oxígeno. El quemador está dispuesto o es hecho funcionar de tal modo que el producto a tratar entra en contacto directo con la llama del quemador. 2 La relación de aire indica la relación de la cantidad de oxígeno suministrada durante la combustión a la cantidad de oxígeno requerida para la conversión estequiométrica del combustible utilizado. Con un exceso de oxígeno, es > 1, es decir, la combustión tiene lugar bajo condiciones super-estequiométricas. Por consiguiente, una reacción sub-estequiométrica con una carencia de oxígeno se designa por < 1. De acuerdo con la invención, la llama o las llamas están muy próximas a la superficie del producto de acero. La superficie de acero actúa como un catalizador, y todo combustible que no ha reaccionado se post-combustiona en la superficie de acero. Al encerrar al producto de acero por toda su sección transversal mediante las llamas, se crea en la superficie una atmósfera de calentamiento y tratamiento uniforme y bien definida. Con ello, las propiedades superficiales del producto de acero se pueden modificar de una manera bien definida y, por ejemplo, es posible oxidar la superficie de acero hasta un grado pre-determinado específico. La invención es bien adecuada para el tratamiento de aceros laminados en frío y laminados en caliente. Al oxidar la superficie de acero de acuerdo con la invención, el acero está bien preparado para el subsiguiente revestimiento o galvanización. Las expresiones temperatura de partida y temperatura diana en cada caso se refieren a la temperatura de la superficie o, dependiendo del grosor del material, la temperatura del núcleo del producto de acero, respectivamente antes y después del tratamiento, utilizando el quemador o los quemadores de la zona de refuerzo. En el caso de láminas delgadas con un espesor de hasta 5 mm, la temperatura de la superficie y la temperatura del núcleo están muy próximas entre sí. Sin embargo, en el caso de piezas de trabajo más gruesas, estas temperaturas pueden diferir considerablemente una de otra. En este último caso, bien la temperatura de la superficie o la temperatura del núcleo se seleccionan como la temperatura de partida y diana, en función de la aplicación particular. En este caso, la temperatura diana no necesita ser necesariamente mayor que la temperatura de partida. Está también dentro del alcance de la presente invención que la temperatura del producto se mantenga a un nivel constante en la zona de refuerzo. En este caso, la temperatura de partida y la temperatura diana son idénticas. Es incluso concebible que la temperatura diana se encuentre por debajo de la temperatura de partida, por ejemplo si el producto de acero está siendo enfriado de alguna forma y el quemador o los quemadores de la zona de refuerzo se utilizan para evitar un enfriamiento excesivo o para controlar el grado de enfriamiento. De acuerdo con la invención, por lo tanto, el tratamiento térmico de los productos de acero se lleva a cabo en una zona de refuerzo que tiene un quemador que es hecho funcionar con un combustible, en particular un gas combustible, y más de 21% de oxígeno. El agente oxidante utilizado es aire enriquecido en oxígeno u oxígeno técnicamente puro. Es preferible que el contenido en oxígeno del agente oxidante sea mayor que 50%, de manera particularmente preferida mayor que 75%, de manera muy particularmente preferida mayor que 90%. Por una parte, el enriquecimiento en oxígeno consigue una temperatura de la llama mayor y, por lo tanto, un calentamiento más rápido del producto de acero y, por otra parte, mejora las propiedades de oxidación. De acuerdo con la invención, el producto de acero se expone directamente a la llama del quemador, es decir, el producto de acero o parte del producto de acero entra en contacto directo con la llama del quemador. A quemadores de este tipo, que se hacen funcionar con un gas combustible y un gas con contenido en oxígeno, con un contenido en oxígeno de más de 21%, y cuya llama se orienta de tal forma que el producto de acero entra en contacto directo con la llama, se les alude también en lo que sigue como quemadores de refuerzo. Los quemadores de refuerzo pueden utilizarse, en principio, en cualquier lugar deseado dentro del proceso de tratamiento térmico. El calentamiento convencional de bandas de acero en hornos continuos se lleva a cabo utilizando quemadores que están dispuestos por encima y/o por debajo de la banda de acero, y cuyas llamas están dirigidas sobre el material refractario circundante del horno. El material refractario... [Seguir leyendo]
Reivindicaciones:
1.- Procedimiento para el tratamiento térmico de productos de acero (3), en particular de bandas o chapas de acero, en el que el producto (3), en una zona de refuerzo (6, 7, 8, 10, 14) que tiene al menos un quemador (1, 2) se lleva desde una temperatura de partida a una temperatura diana, haciéndose funcionar el quemador o los quemadores (1, 2) con un combustible, en particular un gas combustible, y un gas con contenido en oxígeno, conteniendo el gas con contenido en oxígeno más de 21% de oxígeno, y entrando el producto (3) en contacto directo con la o las llamas (5) generadas por el o los quemadores (1, 2), caracterizado porque el producto (3) se desplaza a través de la zona de refuerzo (6, 7, 8, 10, 14) en una dirección de transporte, y porque la llama (5) rodea al producto (3) por toda su periferia transversalmente a la dirección de transporte, y porque dentro de la o de las llamas (5), la relación de aire se establece como una función de la temperatura de partida y/o la temperatura diana. 2.- Procedimiento de acuerdo con la reivindicación 1, caracterizado porque se proporcionan zonas de tratamiento adicionales (9, 11, 12, 13, 15), en las que el producto (3) se lleva en cada caso desde una temperatura de partida hasta una temperatura diana, estableciéndose la relación de aire en cada una de las zonas de tratamiento (9, 11, 12, 13, 15) como una función de la respectiva temperatura de partida y/o la respectiva temperatura diana. 3.- Procedimiento de acuerdo con la reivindicación 2, caracterizado porque se proporciona una pluralidad de zonas de refuerzo (6, 7, 8), cada una de las cuales se calienta utilizando al menos un quemador (1, 2) que se puede hacer funcionar con combustible, en particular un gas combustible, y un gas que contiene más de 21% de oxígeno, entrando el producto (3) en contacto directo con la o las llamas (5) generadas por el o los quemadores (1, 2). 4.- Procedimiento de acuerdo con cualquiera de las reivindicaciones 1 a 3, caracterizado porque el producto (3) es accionado por una densidad de flujo térmico de 300 a 1000 kW/m 2 en la zona de refuerzo (6, 7, 8, 10, 14). 5.- Procedimiento de acuerdo con cualquiera de las reivindicaciones 1 a 4, caracterizado porque la temperatura diana en una zona de refuerzo (6, 7, 8, 10, 14) es influenciada utilizando la geometría de la llama del o de los quemadores (1, 2). 6.- Procedimiento de acuerdo con cualquiera de las reivindicaciones 1 a 5, caracterizado porque el procedimiento comprende las siguientes etapas: - calentar el producto (3) hasta una primera temperatura diana de 20 a 300ºC en la zona de refuerzo (6, 10), - calentar el producto (3) desde la primera temperatura diana hasta una temperatura de 600 a 900ºC en al menos una zona de tratamiento adicional (7, 8, 11). 7.- Procedimiento de acuerdo con cualquiera de las reivindicaciones 1 a 6, caracterizado porque el procedimiento comprende las siguientes etapas: - calentar el producto (3) hasta una primera temperatura diana de 500 a 600ºC en una primera zona de tratamiento (13), - calentar el producto (3) desde la primera temperatura diana hasta una temperatura de 600 a 900ºC en la zona de refuerzo (14). 8.- Procedimiento de acuerdo con cualquiera de las reivindicaciones 1 a 7, caracterizado porque el producto (3) se somete a un proceso de revestimiento/galvanización. 9.- Procedimiento de acuerdo con cualquiera de las reivindicaciones 1 a 8, caracterizado porque el producto (3) se expone a una atmósfera reductora y luego se lleva a la temperatura diana en la zona de refuerzo. 8 9 11 12
Patentes similares o relacionadas:
Procedimiento de fabricación de piezas de acero revestidas y endurecidas por presión, y chapas prerrevestidas que permiten la fabricación de estas piezas, del 1 de Abril de 2020, de Arcelormittal: Chapa laminada en frío y recocida, de grosor comprendido entre 0,5 y 2,6 mm, prerrevestida para la fabricación de piezas endurecidas por templado en prensa, compuesta […]
Horno industrial y proceso de control de la combustión interior, del 10 de Abril de 2019, de TENOVA S.P.A.: Horno industrial que puede utilizarse, por ejemplo, para el tratamiento de productos semiacabados y siderúrgicos, metales y materiales inorgánicos, que comprenden:
[…]
Chapa de acero de alta formabilidad, superresistente, galvanizada en caliente, y método de elaboración de la misma, del 22 de Febrero de 2019, de BAOSHAN IRON & STEEL CO., LTD: Chapa de acero de alta formabilidad, de resistencia superalta, galvanizada en caliente, que consiste en los siguientes componentes químicos, basándose en […]
Horno de recalentamiento de productos siderúrgicos como barras y desbastes, del 16 de Enero de 2019, de FIVES STEIN: Procedimiento de funcionamiento de un horno de recalentamiento de productos siderúrgicos que comprende paredes longitudinales provistas de quemadores […]
Método y dispositivo de tratamiento de productos metálicos continuos o discretos, del 2 de Febrero de 2016, de LINDE AG: Método para calentar un producto metálico alargado continuo , tal como una banda o una varilla, así como alternativamente una chapa discreta, […]
Recocido de banda metálica laminada en frío, del 28 de Enero de 2015, de LINDE AG: Método para recocer bandas de aluminio laminadas en frío, en el que una banda de aluminio laminada en frío es transportada continuamente a lo largo de un trayecto […]
Procedimiento para el temple de guarniciones en dientes de sierra y de todo acero, del 23 de Octubre de 2013, de GRAF + CIE AG: Procedimiento para la obtencion de guarniciones endientes de sierra y de todo acero para el tratamiento de fibrastextiles, particularmente en el marco […]
Método para galvanizar una banda de acero en una línea de galvanización en caliente de templado continuo, del 18 de Octubre de 2013, de Tata Steel UK Limited: Método de galvanización de una banda de acero en una línea de galvanización en caliente de templadocontinuo que comprende una sección de horno de encendido directo o […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Método y dispositivo de tratamiento de productos metálicos continuos o discretos, del 2 de Febrero de 2016, de LINDE AG: Método para calentar un producto metálico alargado continuo , tal como una banda o una varilla, así como alternativamente una chapa discreta, […]
Método y dispositivo de tratamiento de productos metálicos continuos o discretos, del 2 de Febrero de 2016, de LINDE AG: Método para calentar un producto metálico alargado continuo , tal como una banda o una varilla, así como alternativamente una chapa discreta, […]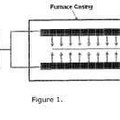 Método para galvanizar una banda de acero en una línea de galvanización en caliente de templado continuo, del 18 de Octubre de 2013, de Tata Steel UK Limited: Método de galvanización de una banda de acero en una línea de galvanización en caliente de templadocontinuo que comprende una sección de horno de encendido directo o […]
Método para galvanizar una banda de acero en una línea de galvanización en caliente de templado continuo, del 18 de Octubre de 2013, de Tata Steel UK Limited: Método de galvanización de una banda de acero en una línea de galvanización en caliente de templadocontinuo que comprende una sección de horno de encendido directo o […]