Procedimiento para el tratamiento de materiales de revestimiento de piezas de equipamiento interior, en particular de automóviles.
Procedimiento para el tratamiento de materiales de revestimiento de piezas de recubrimiento placas para elespacio interior de vehículos,
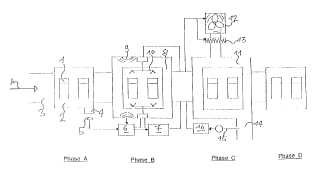
en particular de techos interiores, revestimientos de puertas y columnas o cuadros deinstrumentos, en el que se incrementa temporalmente el contenido de humedad del material de revestimiento, en elque las fibras del material de revestimiento son ablandadas en una cámara de tratamiento (8) a través de laalimentación de humedad, caracterizado porque las fibras son alisadas bajo la acción de una fuerza de estiramientogenerada por una superficie de base que se puede comprimir elásticamente y que dilata el material de revestimiento.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2003/005689.
Solicitante: JOHNSON CONTROLS GMBH.
Nacionalidad solicitante: Alemania.
Dirección: INDUSTRIESTRASSE 20-30 51399 BURSCHEID ALEMANIA.
Inventor/es: WURM,Henry.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B60N2/58 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B60 VEHICULOS EN GENERAL. › B60N ASIENTOS ESPECIALMENTE ADAPTADOS PARA VEHÍCULOS; ADAPTACIONES DE VEHICULOS PARA PASAJEROS NO PREVISTAS EN OTRO LUGAR. › B60N 2/00 Asientos especialmente adaptados a los vehículos; Instalación o montaje de asientos en vehículos (asientos para vehículos ferroviarios B61D 33/00; asientos para ciclos B62J 1/00; asientos para aeronaves B64D 11/06, B64D 25/04, B64D 25/10). › Cubiertas de asientos.
- B60R13/02 B60 […] › B60R VEHICULOS, EQUIPOS O PARTES DE VEHICULOS, NO PREVISTOS EN OTRO LUGAR (prevención, limitación o extinción de incendios especialmente adaptadas a los vehículos A62C 3/07). › B60R 13/00 Elementos para embellecer la carrocería, identificarla o decorarla; Instalaciones o adaptaciones para la publicidad. › Molduras decorativas; Canalones; Adornos de paredes; Guarniciones de techos (B60R 13/01 tiene prioridad).
- B68G15/00 B […] › B68 GUARNICIONERIA; TAPICERIA. › B68G PROCESOS, EQUIPO O MAQUINAS, EMPLEADOS PARA LA TAPICERIA; TAPIZADO, NO PREVISTO EN OTRO LUGAR. › Dispositivos auxiliares o herramientas particulares para trabajos de tapizado.
- D06C15/00 TEXTILES; PAPEL. › D06 TRATAMIENTO DE TEXTILES O SIMILARES; LAVANDERIA; MATERIALES FLEXIBLES NO PREVISTOS EN OTRO LUGAR. › D06C ACABADO, APRESTO, RAMEADO O ESTIRADO DE TEJIDOS TEXTILES. › Calandrado, prensado, planchado, lustrado o abrillantado de productos textiles (para la producción de motivos o de dibujos D06C 23/00).
- D06C3/00 D06C […] › Estirado, rameado o tendido de productos textiles; Producción de la elasticidad en los productos textiles (formación o estirado de tejidos tubulares sobre almas o cuadros internos D06C 5/00).
- D06C7/00 D06C […] › Calentamiento o enfriamiento de productos textiles.
- D06F73/02 D06 […] › D06F LAVANDERIA, SECADO, PLANCHADO, PRENSADO O PLEGADO DE ARTICULOS TEXTILES. › D06F 73/00 Aparato para el alisado o la supresión de falsos pliegues de los vestidos o de otros artículos textiles por formadores, soportes, tendedores o cuadros interiores con aplicación de calor o de vapor (combinados con medios de presión exterior D06F 71/00). › con una o varias cámaras de tratamiento.
PDF original: ES-2385885_T3.pdf
Fragmento de la descripción:
Procedimiento para el tratamiento de materiales de revestimiento de piezas de equipamiento interior, en particular de automóviles La invención se refiere a un procedimiento para el tratamiento de materiales de revestimiento de recubrimiento superficial para el espacio interior de vehículos, en particular de techos interiores, revestimientos de puertas y columnas o de cuadros de instrumentos, en el que se incrementa temporalmente el contenido de humedad del material de revestimiento, ablandando las fibras del material de revestimiento en una cámara de tratamiento a través de la aportación de humedad.
Estado de la técnica
Un procedimiento del tipo indicado al principio para el tratamiento de piezas de recubrimiento se conoce a partir de la publicación alemana DE 36 27 940 A. Para la realización del procedimiento se utiliza un llamado terminador de túnel, que presenta una cámara de vapor con cámara de humidificación antepuesta y cámara de secado siguiente. Las cámaras son recorridas de forma sucesiva por las piezas de recubrimiento colgadas en una instalación de transporte, con preferencia de fibras naturales. En este caso, se incrementa temporalmente el contenido de humedad del material de revestimiento, siendo ablandadas las fibras del material de revestimiento en la cámara de humidificación a través de la aportación de humedad. Las piezas de recubrimiento son alisadas continuación por la acción de la fuerza de la gravedad o por la capacidad de recuperación de las fibras. Además, no actúa ninguna fuerza de enderezamiento sobre las fibras.
Otro terminador de túnel se describe en la solicitud de patente europea EP 0 573 726 A1. Está constituido por un túnel de circulación en forma de L, en cuyo primer brazo se humedecen las piezas de recubrimiento colgadas en una instalación de transporte en primer lugar a través de pulverización uniforme con vapor y luego se secan con el brazo que se deriva en ángulo recto.
Un procedimiento para el tratamiento de materiales de revestimiento de piezas de recubrimiento interior de automóviles se conoce por la práctica. Los asientos previstos para el montaje en el espacio interior de un automóvil son sometidos después del ensamblaje de las estructuras metálicas, su acolchado así como el revestimiento de la tapicería con un material de revestimiento (por ejemplo, tejido, género de punto o cuero) a un tratamiento manual con vapor. A tal fin, se coloca una tobera conectada por medio de una manguera con un generador de vapor móvil sobre aquellas zonas del revestimiento del asiento, en las que se han formado pliegues o flexiones durante el revestimiento. Bajo la acción del vapor así como de un tratamiento mecánico, dado el caso, implicado con ello (planchado) se alisa el revestimiento del asiento. El asiento está preparado a continuación para el montaje en el automóvil.
Este modo de proceder general habitual requiere un empleo alto de personal y, además, va unido con el peligro de que, debido a la acción intensiva local de vapor, aparecen modificaciones localmente indeseables de la apariencia del revestimiento del asiento.
Otro procedimiento para el tratamiento de asientos de vehículos se describe en la publicación JP 59028992.
Cometido
La invención tiene el cometido de realizar con gasto reducido un tratamiento uniforme de los materiales de revestimiento.
Solución
El cometido se soluciona de acuerdo con la invención porque las fibras son alisadas después de la humidificación bajo la acción de una fuerza de estiramiento generada por una superficie de base que se puede comprimir elásticamente y que dilata el material de revestimiento.
Con preferencia, el contenido de humedad de las fibras después de la humidificación en la cámara de tratamiento está entre 2 y 10 % en peso, con preferencia aproximadamente 5 % en peso. Para conseguir un resultado de tratamiento óptimo, el contenido de humedad en las fibras se puede medir directa o indirectamente, prosiguiendo la humidificación hasta la consecución de un contenido de humedad predeterminado.
La humidificación en la cámara de tratamiento se realiza con ventaja a una temperatura del aire de 100 a 150ºC, con preferencia entre 125 y 130ºC. En este caso, puede estar previsto que se mida la temperatura de la superficie del material de revestimiento o de accesorios incorporados y se ajusten la temperatura del aire y/o el tiempo de tratamiento para que no se exceda una caga de temperatura admisible. Con preferencia, la aportación de humedad se realiza en la cámara de tratamiento a través de la aportación de vapor, especialmente vapor de agua. En este caso, se pueden añadir al vapor aditivos, en particular, sustancias olorosas, agentes auxiliares de alisamiento o aditivos antimanchas.
De acuerdo con una forma de realización preferida del procedimiento, la fuerza de estiramiento es generada a través de la aplicación del material revestimiento sobre una placa de base que se puede comprimir elásticamente, en particular de una espuma deformable elásticamente. El material de revestimiento se puede humedecer en este caso o bien después de la aplicación sobre la placa de base que se puede comprimir elásticamente en la cámara de tratamiento o se puede humedecer en la cámara de tratamiento y solamente después se puede aplicar sobre la placa de base bajo compresión elástica de la misma.
Con preferencia, el material de revestimiento se seca después de la humidificación, debiendo ser el contenido de humedad de las fibras después del secado entre 0 y 1, 0 % en peso, con preferencia entre 0, 05 y 0, 25 % en peso.
Para la reducción del gasto de inversión se puede prever que el secado se realice en la misma cámara de tratamiento que la humidificación. No obstante, en función del número de los componentes a tratar es ventajoso realizar el secado en una segunda cámara de tratamiento, que se conecta en la cámara de tratamiento para la humidificación, o fuera de la cámara de tratamiento. De acuerdo con un procedimiento especialmente ventajoso, la humedad de las fibras se mide directa o indirectamente y el material de revestimiento se seca hasta que se alcanza una humedad residual predeterminada.
Para la racionalización del tratamiento se pueden agrupar varios revestimientos previstos para la humidificación, dado el caso en combinación contada la parte de equipamiento interior, en una instalación auxiliar de transporte, por ejemplo en una plataforma de carga y se conducen en común a la cámara de tratamiento.
Se puede conseguir una realización en gran medida automática de la instalación de tratamiento, en particular en el caso de producto de tratamiento de se cambia constantemente, porque se reconocen el material de revestimiento a tratar en la cámara de tratamiento y/o los accesorios que deben tratarse al mismo tiempo con éste en la cámara de tratamiento debido a la conexión directa o indirecta con éste se seleccionan a continuación parámetros de tratamiento que son adecuados para el tratamiento del material de revestimiento y/o que evitan un perjuicio de los accesorios a tratar al mismo tiempo y se tratan el material de revestimiento y/o los accesorios a tratar al mismo tiempo utilizando los parámetros de tratamiento seleccionados. En este caso, con ventaja se proveen el material de revestimiento a tratar, los accesorios que deben tratarse al mismo tiempo con éste y/o una instalación auxiliar de transporte dado el caso utilizada con medios para la identificación del material de revestimiento y/o de los accesorios. Estos medios para la identificación posibilitan con preferencia un reconocimiento automático y comprenden, por ejemplo, un código de barras y/o una codificación de chip.
En las piezas de recubrimiento interior, que están constituidas por componentes con diferente resistencia al calor y a la humedad, se cubren con preferencia las zonas sensibles a la humedad o a la temperatura del material de revestimiento o de los accesorios durante el tratamiento en la cámara de tratamiento. Además, se puede prever que las zonas sensibles a la humedad y/o a la temperatura del material de revestimiento o de los accesorios sean protegidas durante el tratamiento en la cámara de tratamiento a través de reducción local de la acción de instalaciones de tratamiento o solamente después del tratamiento del material de revestimiento en la cámara de tratamiento sean llevadas a unión directa o indirecta con éste.
El vapor empleado con preferencia para la aportación de la humedad se puede introducir a través de toberas... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para el tratamiento de materiales de revestimiento de piezas de recubrimiento placas para el espacio interior de vehículos, en particular de techos interiores, revestimientos de puertas y columnas o cuadros de instrumentos, en el que se incrementa temporalmente el contenido de humedad del material de revestimiento, en el que las fibras del material de revestimiento son ablandadas en una cámara de tratamiento (8) a través de la alimentación de humedad, caracterizado porque las fibras son alisadas bajo la acción de una fuerza de estiramiento generada por una superficie de base que se puede comprimir elásticamente y que dilata el material de revestimiento.
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque el contenido de humedad de las fibras después de la humidificación en la cámara de tratamiento (11) está entre 2 y 10 % en peso, con preferencia aproximadamente 5 % en peso.
3. Procedimiento de acuerdo con la reivindicación 1 ó 2, caracterizado porque se mide directa o indirectamente el contenido de humedad de las fibras y se prosigue la humidificación hasta la consecución de un contenido de humedad predeterminado.
4. Procedimiento de acuerdo con una de las reivindicaciones 1 a 3, caracterizado porque la humidificación en la cámara de tratamiento (8) se realiza a una temperatura del aire de 100 a 150ºC, con preferencia entre 125 y 130ºC.
5. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque la aportación de humedad en la cámara de tratamiento (8) se realiza a través de la aportación de vapor, especialmente vapor de agua.
6. Procedimiento de acuerdo con la reivindicación 5, caracterizado porque se añaden al vapor aditivos, en particular sustancias olorosas, agentes auxiliares de alisamiento o aditivos antimanchas.
7. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque la fuerza de estiramiento es generada a través de la aplicación del material de revestimiento sobre una placa de base que se puede comprimir elásticamente, en particular de una espuma deformable elásticamente.
8. Procedimiento de acuerdo con la reivindicación 7, caracterizado porque el material de revestimiento se humedece después de la aplicación sobre la placa de base que se puede comprimir elásticamente en la cámara de tratamiento (8) .
9. Procedimiento de acuerdo con la reivindicación 7, caracterizado porque el material de revestimiento se humedece en la cámara de tratamiento (8) y a continuación se aplica sobre la placa de base bajo compresión elástica de la misma.
10. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque el material de revestimiento se seca después de la humidificación.
11. Procedimiento de acuerdo con la reivindicación 10, caracterizado porque el contenido de humedad de las fibras después del secado está entre 0 y 1, 0 % en peso, con preferencia entre 0, 05 y 0, 25 % en peso.
12. Procedimiento de acuerdo con la reivindicación 10 u 11, caracterizado porque el secado se realiza en la misma cámara de tratamiento (8) que la humidificación.
13. Procedimiento de acuerdo con la reivindicación 10 u 11, caracterizado porque el secado se realiza en una segunda cámara de tratamiento (11) que se conecta en la cámara de tratamiento (8) para la humidificación.
14. Procedimiento de acuerdo con la reivindicación 10 u 11, caracterizado porque el secado se realiza fuera de la cámara de tratamiento (8) .
15. Procedimiento de acuerdo con una de las reivindicaciones 10 a 14, caracterizado porque la humedad de las fibras se mide directa o indirectamente y el material de revestimiento se seca hasta que se consigue una humedad residual prevista.
16. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque una pluralidad de revestimientos previstos para la humidificación son agrupados sobre una instalación auxiliar de transporte, en particular una plataforma de carga y son conducidos en común a la cámara de tratamiento.
17. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado por las etapas:
- determinación del material de revestimiento que debe tratarse en la cámara de tratamiento (8) y/o de accesorios que deben tratarse al mismo tiempo con éste en la cámara de tratamiento (8) como consecuencia de la unión directa
o indirecta, -selección de parámetros de tratamiento adecuados para el tratamiento del material de revestimiento y/o que evitan un perjuicio de los accesorios a tratar a mismo tiempo,
- tratamiento del material de revestimiento y/o de los accesorios a tratar a mismo tiempo utilizando los parámetros de tratamiento seleccionados.
18. Procedimiento de acuerdo con la reivindicación 17, caracterizado porque el material de revestimiento a tratar, los accesorios que deben tratarse al mismo tiempo con éste y/o una instalación de transporte utilizada en caso necesario están provistos con medios para la identificación del material de revestimiento y/o de los accesorios.
19. Procedimiento de acuerdo con la reivindicación 18, caracterizado porque los medios para la identificación posibilitan un reconocimiento automático.
20. Procedimiento de acuerdo con la reivindicación 19, caracterizado porque los medios para la identificación comprenden un código de barras y/o una codificación en un chip (4) .
21. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque las zonas sensibles a la humedad y/o sensibles a la temperatura del material de revestimiento o de los accesorios son cubiertas durante el tratamiento en la cámara de tratamiento (8, 11) .
22. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque las zonas sensibles a la humedad y/o sensibles a la temperatura del material de revestimiento o de los accesorios son protegidas durante el tratamiento en la cámara de tratamiento (8, 11) a través de la reducción local de la acción de instalaciones de tratamiento.
23. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque los accesorios sensibles a la humedad y/o sensibles a la temperatura solamente son llevados a conexión directa o indirecta con el material de revestimiento después del tratamiento del material de revestimiento en la cámara de tratamiento (8, 11) .
24. Procedimiento de acuerdo con la reivindicación 5, caracterizado porque el vapor es introducido a través de toberas de vapor (10) en la cámara de tratamiento (8) .
25. Procedimiento de acuerdo con la reivindicación 24, caracterizado por las etapas:
- determinación del contorno del material de revestimiento a tratar,
- ajuste de una distancia predeterminada entre las toberas de vapor (10) y el material de revestimiento,
- tratamiento del material de revestimiento en la cámara de tratamiento (8) .
26. Procedimiento de acuerdo con la reivindicación 25, caracterizado porque la determinación del contorno se realiza a través de exploración mecánica del material de revestimiento.
27. Procedimiento de acuerdo con la reivindicación 25, caracterizado porque la determinación del contorno se realiza sin contacto, en particular utilizando sensores de ultrasonido o sensores láser.
28. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque el material de revestimiento es sometido en la cámara de tratamiento (8, 11) adicionalmente a un procesamiento mecánico automático, en particular a través de cepillado o con rodillos.
Patentes similares o relacionadas:
Material compuesto que comprende tierra de diatomeas, del 1 de Julio de 2020, de FAURECIA INTERIEUR INDUSTRIE: Procedimiento para preparar un material compuesto que comprende del 30 al 95 % en peso de fibras naturales y del 0,1 al 10 % en peso de tierra de diatomeas, […]
Ayuda de fijación para la fijación sencilla de revestimientos cosidos en piezas de soporte, del 20 de Mayo de 2020, de Leather Components Vertriebs-Ug (Haftungsbeschränkt): Cinta para producir un revestimiento cosido para forrar piezas de soporte , - con una cinta de costura al menos parcialmente […]
Manija de puerta, panel interior de puerta y medio de locomoción, del 13 de Mayo de 2020, de VOLKSWAGEN AKTIENGESELLSCHAFT: Manija de puerta para un medio de locomoción que comprende - una pieza de agarre, - un dispositivo indicador dispuesto en la pieza […]
REVESTIMIENTO INTERIOR ODORIZADO DE UN VEHÍCULO, del 12 de Mayo de 2020, de FAURECIA INTERIEUR INDUSTRIE: La solicitud se refiere a un revestimiento interior de un vehículo que comprende al menos un polímero termoplástico y cápsulas que comprenden al menos un […]
MOLDURAS DE ASPECTO METÁLICO ILUMINABLES DE FORMA SELECTIVA Y SUS MÉTODOS DE FABRICACIÓN, del 27 de Abril de 2020, de SRG GLOBAL LIRIA, S.L: Molduras de aspecto metálico iluminables de forma selectiva y sus métodos de fabricación. Una moldura para un objeto y su método de fabricación […]
Modelo de recubrimiento de cuero, del 4 de Marzo de 2020, de SMP Deutschland GmbH: Modelo de recubrimiento de cuero para la fabricación de un molde de silicona, que presenta - un modelo de fresado que presenta al menos una ranura con […]
Dispositivo de fijación con alta resistencia a la tracción, del 12 de Febrero de 2020, de A. RAYMOND ET CIE.: Dispositivo de fijación para ensamblar una primera pieza a una segunda pieza, comprendiendo un elemento hembra que presenta una cavidad que se extiende […]
 Dispositivo de soporte para un salpicadero de un vehículo automóvil, del 29 de Enero de 2020, de PSA Automobiles SA: Vehículo automóvil que comprende un elemento de equipo interior de vehículo y un elemento de estructura de vehículo unidos entre sí por al menos un dispositivo […]
Dispositivo de soporte para un salpicadero de un vehículo automóvil, del 29 de Enero de 2020, de PSA Automobiles SA: Vehículo automóvil que comprende un elemento de equipo interior de vehículo y un elemento de estructura de vehículo unidos entre sí por al menos un dispositivo […]