Procedimiento de soldadura por fricción-agitación con un dispositivo de perno retráctil con retracción del perno retráctil al final de la trayectoria.
Procedimiento de realización de una junta soldada por fricción-agitación de dos paneles (20,
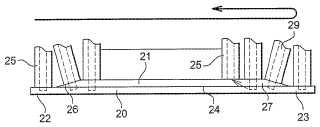
21), respectivamentepanel superior (21) y panel inferior (20), siendo realizada la citada junta soldada entre una primera extremidaddenominada de inicio y una segunda extremidad denominada de final distinta de la primera extremidad, que utilizaun dispositivo de soldadura (25) de perno retráctil (29), comprendiendo el citado procedimiento las etapas siguientes:
- situar y mantener los dos paneles (20, 21) en contacto según una zona de recubrimiento (24) en la posición relativadeseada después de la soldadura,
- llevar el dispositivo de soldadura a contacto con uno o con los paneles en una zona en la proximidad de un bordetrasero de la zona de recubrimiento para formar el inicio de la junta soldada,
- soldar longitudinalmente los dos paneles desplazando el dispositivo de soldadura hasta un borde delantero de lazona de recubrimiento para formar la extremidad del final de la junta soldada, extendiéndose la junta soldada desdeun borde delantero hasta un borde trasero de la zona de recubrimiento, caracterizado por las etapas siguientes.
- continuar el desplazamiento del dispositivo de soldadura (25) siguiendo una trayectoria que se extiende más allá dela extremidad de final de la junta soldada, estando orientada la citada trayectoria en una dirección sensiblementediferente de la dirección de la junta soldada y situándose en una zona (23) descubierta delantera del panel inferior(20), e
- iniciar la retracción del perno retráctil (29) en la citada trayectoria que se extiende más allá de la extremidad de finalde la junta soldada, de manera que se tiene una calidad de junta soldada constante en toda la longitud de la juntasoldada y en toda la zona de recubrimiento, y se evita la aparición de un agujero de soldadura
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2007/051059.
Solicitante: EUROPEAN AERONAUTIC DEFENCE AND SPACE COMPANY EADS FRANCE.
Nacionalidad solicitante: Francia.
Dirección: 37, BOULEVARD DE MONTMORENCY 75781 PARIS CEDEX 16 FRANCIA.
Inventor/es: MARIE, FRANCOIS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K20/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 20/00 Soldadura no eléctrica por percusión u otra forma de presión, con o sin calentamiento, p. ej. revestimiento o chapeado. › siendo producido el calor por fricción; Soldadura por fricción.
PDF original: ES-2404289_T3.pdf
Fragmento de la descripción:
Procedimiento de soldadura por fricción-agitación con un dispositivo de perno retráctil con retracción del perno retráctil al final de la trayectoria.
La invención concierne a un procedimiento de realización de una junta soldada por fricción-agitación de acuerdo con el preámbulo de la reivindicación 1 (véase por ejemplo el documento JP 10/193140 A) . De modo más preciso, la invención concierne a un procedimiento de soldadura de este tipo que permite soldar dos paneles unidos uno contra el otro en toda o en parte de su superficie de contacto. La invención encuentra aplicaciones especialmente en la industria aeronáutica para la soldadura de chapas, de refuerzos, etc
La soldadura por fricción es un procedimiento de soldadura mecánica en el que el calor necesario para la soldadura es facilitado frotando o poniendo en rotación una contra la otra las piezas que hay que ensamblar bajo una presión axial.
A fin de poder soldar una a otra piezas relativamente voluminosas, que no puedan ser puestas fácilmente en rotación, se conoce utilizar la soldadura por fricción-agitación. La soldadura por fricción-agitación utiliza un dispositivo rotatorio, que comprende un perno perfilado y un resalte. El perno es hundido en el material de las piezas que hay que soldar hasta que el resalte toque a la superficie del material que hay que soldar. El material es calentado por fricción a temperaturas a las que éste es fácilmente deformable. Cuando el dispositivo de soldadura avanza, el material fluye de delante hacia atrás de la trayectoria del perno para formar una junta soldada. Por delante y atrás, se entiende con respecto al sentido de avance del dispositivo de soldadura durante la citada operación de soldadura. Por junta soldada, se entiende el material de las superficies que hay que soldar, desplazado cuando éste está en estado pastoso por el avance del perno del dispositivo de soldadura.
El procedimiento de soldadura por fricción-agitación, por su naturaleza, tiene numerosas ventajas. Especialmente, el procedimiento no necesita la aportación de ningún material adicional, tal como gas o metal. Por otra parte, en la medida en que el citado procedimiento opera en fase pastosa, no hay fusión del material de las piezas que hay que soldar. Por ello, las deformaciones son pequeñas y los riesgos de sopladura, fisuración en caliente, inclusión, etc, disminuyen considerablemente. Además, en la media en que las temperaturas alcanzadas permanecen inferiores al punto de fusión de los materiales que hay que soldar, las características mecánicas del ensamblaje final son elevadas y en la mayoría de los casos superiores a las obtenidas con procedimientos de soldadura tradicionales.
Sin embargo, el acabado de la junta soldada obtenido utilizando el procedimiento de soldadura por fricción-agitación tal como es conocido actualmente puede no ser satisfactorio.
En efecto, como está representado en la figura 1 del estado de la técnica, la junta soldada no puede recorrer de un borde al otro la zona de recubrimiento de los paneles que hay que soldar, respectivamente inferior 1 y superior 2, porque el material en estado pastoso podría fluir al borde del panel superior 2 si la junta soldada se iniciara o terminara en o más acá o más allá de un borde del citado panel superior. Por panel, se entiende cualquier pieza provista de una superficie extendida y de pequeño espesor en relación con las otras dimensiones del panel.
El panel superior 2 recubre por tanto al menos parcialmente al panel inferior 1, de modo que al menos una porción de una superficie del panel inferior 1 queda recubierta en la proximidad de cada extremidad de la junta soldada por una porción de una superficie del panel superior 2 sin junta soldada.
Para soldar los dos paneles 1, 2 se utiliza un dispositivo de soldadura 3 por fricción-agitación. El dispositivo de soldadura 3 está provisto de un perno 4 en saliente sobre un resalte 8 del cuerpo 7 del citado dispositivo de soldadura 3. El perno 4 es una excrecencia fija con respecto al cuerpo 7 del dispositivo de soldadura 3. El dispositivo de soldadura 3 es puesto en rotación rápida y frota sobre los dos paneles 1 y 2 situados y mantenidos en la posición de ensamblaje deseada por herramientas no representadas. La fricción del dispositivo de soldadura 3 sobre los paneles 1, 2 se transforma en calor y provoca un reblandecimiento del material de los citados paneles 1, 2, que entra entonces localmente en un estado pastoso. El perno 4 tiene una longitud adaptada para penetrar en el plano de junta, en la interfaz entre los paneles superior 2 e inferior 1 que hay que soldar. El perno 4 en el transcurso de su movimiento de rotación y de su traslación mezcla íntimamente los materiales de los dos paneles 1, 2, por una operación combinada de forja y de extrusión de los citados materiales. El ensamblaje se efectúa de vez en cuando.
Debido a los riesgos de flujo del material reblandecido de la parte delantera hacia la parte trasera del perno 4, no es posible iniciar la soldadura por fricción-agitación a nivel de la extremidad trasera 5 del panel superior 2, ni terminar la citada soldadura exactamente a nivel de la extremidad delantera 6.
Por otra parte, al final de la soldadura, es necesario retirar el dispositivo de soldadura 3. Así, durante la retirada, el perno 4, a nivel de la extremidad delantera de la junta soldada obtenida, deja una huella, o agujero de soldadura, en los paneles 1, 2 soldados. La presencia de esta agujero de soldadura fragiliza la unión entre los dos paneles 1 y 2. Además, aumentan los riesgos de corrosión y de fisuración en el lugar de soldadura.
Para suprimir el agujero de soldadura al final de la junta soldada, los paneles soldados se realizan generalmente con dimensiones superiores a las dimensiones deseadas, y después se cortan los citados paneles tras su ensamblaje habiendo tenido cuidado de terminar la soldadura en una de las zonas que será eliminada con el agujero de soldadura.
En el caso de una soldadura borde con borde, y cuando la junta soldada sigue una trayectoria que se cierra sobre sí misma, no es posible suprimir el agujero de soldadura por eliminación de la zona de los paneles en la que se forma el agujero de soldadura. En este caso, es conocido utilizar un dispositivo de soldadura 10 por fricción-agitación, un detalle del cual está representado en la figura 2 del estado de la técnica, que está provisto de un perno 12 retráctil.
El dispositivo de soldadura 10 comprende al menos dos partes. Una primera parte 11 forma el resalte destinado a generar por fricción el calor necesario para la soldadura. La segunda parte está constituida por el perno retráctil 12 que está montado móvil según el eje de rotación del dispositivo de soldadura 10 en el interior del resalte 11. De esta manera, el perno retráctil 12 puede ser hundido más o menos, a demanda, en el plano de la junta, es decir penetrar más o menos profundamente en el espesor de los paneles adyacentes borde con borde. Cuando la trayectoria de la herramienta de soldadura 10 vuelve a su punto de partida después de haber recorrido una trayectoria que se cierra sobre sí misma, el usuario del dispositivo de soldadura por fricción-agitación 10 provoca la retracción progresiva del perno retráctil 12, de manera que el perno retráctil 12 quede retraído completamente antes de que el resalte 11 ya no esté en contacto con la superficie del panel.
Naturalmente, es posible utilizar un dispositivo de soldadura 10 provisto de un perno retráctil 12 para realizar una junta soldada según una línea abierta, pero en este caso la junta soldada obtenida es de peor calidad a nivel de la extremidad soldada a nivel de la cual el perno ha sido retraído, degradándose las características de la junta soldada cuando el perno penetre menos profundamente en el espesor de los paneles.
En efecto, y como se ve en la figura 2, a medida que se produce la retracción del perno 12, la profundidad de penetración del perno retráctil 12 en el espesor del panel 13 es cada vez menor y después llega a ser nula, de modo que la cantidad de material del panel 13 agitado y mezclado con el material del panel adyacente borde con borde es cada vez más pequeña. La solidez de la junta soldada obtenida es por tanto igualmente cada vez menor. La extremidad correspondiente de la junta soldada, y de los paneles, está debilitada y no queda resuelto el problema encontrado con el procedimiento de soldadura que pone en práctica un dispositivo de soldadura 3 que comprende un perno fijo 4. Cuando las piezas que hay que soldar tienen sus dimensiones definitivas antes de la operación de soldadura y éstas no pueden ser recortadas a nivel de la junta soldada obtenida, se obtiene un debilitamiento... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de realización de una junta soldada por fricción-agitación de dos paneles (20, 21) , respectivamente panel superior (21) y panel inferior (20) , siendo realizada la citada junta soldada entre una primera extremidad denominada de inicio y una segunda extremidad denominada de final distinta de la primera extremidad, que utiliza un dispositivo de soldadura (25) de perno retráctil (29) , comprendiendo el citado procedimiento las etapas siguientes:
- situar y mantener los dos paneles (20, 21) en contacto según una zona de recubrimiento (24) en la posición relativa deseada después de la soldadura,
- llevar el dispositivo de soldadura a contacto con uno o con los paneles en una zona en la proximidad de un borde trasero de la zona de recubrimiento para formar el inicio de la junta soldada,
- soldar longitudinalmente los dos paneles desplazando el dispositivo de soldadura hasta un borde delantero de la zona de recubrimiento para formar la extremidad del final de la junta soldada, extendiéndose la junta soldada desde un borde delantero hasta un borde trasero de la zona de recubrimiento, caracterizado por las etapas siguientes.
- continuar el desplazamiento del dispositivo de soldadura (25) siguiendo una trayectoria que se extiende más allá de la extremidad de final de la junta soldada, estando orientada la citada trayectoria en una dirección sensiblemente diferente de la dirección de la junta soldada y situándose en una zona (23) descubierta delantera del panel inferior (20) , e
- iniciar la retracción del perno retráctil (29) en la citada trayectoria que se extiende más allá de la extremidad de final de la junta soldada, de manera que se tiene una calidad de junta soldada constante en toda la longitud de la junta soldada y en toda la zona de recubrimiento, y se evita la aparición de un agujero de soldadura.
2. Procedimiento de realización de una junta soldada de acuerdo con la reivindicación 1, en el cual la trayectoria del dispositivo de soldadura entre la extremidad de inicio de la junta soldada y la extremidad de final de junta soldada está precedida por una porción de trayectoria que empieza en un punto de contacto del citado dispositivo de soldadura con uno (20) o con los paneles (20, 21) y que llega a la extremidad de inicio de la junta soldada.
3. Procedimiento de realización de una junta soldada de acuerdo con la reivindicación 2, en el cual la porción de trayectoria que se extiende entre el punto de contacto y la extremidad de inicio de la junta soldada está orientada en una dirección sensiblemente diferente de la dirección de la junta soldada.
4. Procedimiento de realización de una junta soldada de acuerdo con una de las reivindicaciones 1 a 3, en el cual el eje del dispositivo de soldadura (25) es orientado para ser mantenido sensiblemente perpendicular a la superficie de contacto con el ensamblaje de los paneles (20, 21) en cualquier punto de la trayectoria del citado dispositivo de soldadura.
5. Procedimiento de realización de una junta soldada de acuerdo con una de las reivindicaciones 1 a 4, en el cual el borde delantero (26) del panel superior (21) está progresivamente adelgazado, por ejemplo en bisel.
6. Procedimiento de acuerdo con la reivindicación 5, en el cual el perno (29) retráctil es retraído en función de la posición del dispositivo de soldadura (25) sobre el borde delantero (26) adelgazado para conservar una profundidad deseada de penetración en el panel inferior (20) , a fin de mantener una profundidad sensiblemente constante de agitación en el espesor del panel inferior (20) entre la extremidad de inicio y la extremidad de final de junta soldada.
7. Procedimiento de acuerdo con una de las reivindicaciones 5 a 6, en el cual el eje del dispositivo de soldadura (25) es orientado par ser mantenido sensiblemente perpendicular a la superficie de contacto con el ensamblaje de los paneles (20, 21) en cualquier punto de la trayectoria del citado dispositivo de soldadura (25) .
8. Procedimiento de acuerdo con una de las reivindicaciones 5 a 7, en el cual la porción de trayectoria seguida por el dispositivo de soldadura (25) que se extiende más allá de la extremidad de final de junta soldada se sitúa en una zona descubierta delantera del panel (20) .
9. Procedimiento de acuerdo con una de las reivindicaciones 5 a 8, en el cual el borde trasero (27) del panel superior
(21) está progresivamente adelgazado, por ejemplo en bisel.
10. Procedimiento de acuerdo con una de las reivindicaciones 5 a 9, en el cual la longitud de un borde progresivamente adelgazado está comprendida entre 5 y 15 veces el espesor del panel superior (21) .
11. Procedimiento de acuerdo con una de las reivindicaciones 1 a 10, en el cual el panel inferior (20) es un panel de grandes dimensiones cuya anchura es del mismo orden de magnitud que la longitud y porque el panel superior (21) es un panel alargado en el que la relación entre la longitud y la anchura es al menos igual a 10.
ESTADO DE LA TÉCNICA
ESTADO DE LA TÉCNICA
Patentes similares o relacionadas:
Procedimiento para la producción de una unión de soldadura por fricción para la unión de, como mínimo, dos componentes de tipo placa, del 8 de Julio de 2020, de EJOT GMBH & CO. KG: Procedimiento para la producción de una unión de soldadura por fricción para la unión de, como mínimo, dos componentes de tipo placa, […]
Cabezal de soldadura por fricción agitación con unos órganos de acoplamiento y por lo menos un elemento elástico, del 8 de Abril de 2020, de Ecole Normale Superieure De Rennes: Cabezal de soldadura por fricción agitación, destinado a ser fijado sobre una máquina para realizar una soldadura por fricción agitación […]
Aleación resistente al calor y método de fabricación de la misma, del 26 de Febrero de 2020, de A.L.M.T. CORP: Una aleación resistente al calor caracterizada por consistir en una primera fase que es una fase de metal de W, una segunda fase de Mo5SiB2, y una tercera fase de carbonitruro […]
Aparato y método de soldadura por fricción, del 5 de Febrero de 2020, de THE BOEING COMPANY: Un aparato de soldadura por fricción que comprende: un alojamiento de husillo ; una herramienta de pasador concéntrica con un eje […]
Dispositivo de soldadura por presión y procedimiento de soldadura por presión, del 1 de Enero de 2020, de KUKA Deutschland GmbH: Dispositivo de soldadura por presión con un dispositivo de plastificación y un dispositivo de recalcado así como también alojamientos para componentes […]
Método para unir dos piezas mediante soldadura por fricción-agitación, del 20 de Noviembre de 2019, de RUAG Aerospace Structures GmbH: Un método para unir dos piezas mediante soldadura por fricción-agitación, comprendiendo el método las etapas de: proporcionar una primera […]
Procedimiento para fabricar un elemento de conexión eléctrico, del 13 de Noviembre de 2019, de AUTO-KABEL MANAGEMENT GMBH: Procedimiento para fabricar un elemento de conexión eléctrico , que comnprende - proporcionar una primera pieza plana de un sustrato […]
Dispositivo para la unión de componentes, especialmente mediante perforación directa, en especial perforación de agujeros de flujo o mediante soldadura por fricción, así como procedimiento para la unión de componentes, especialmente mediante atornillado directo o soldadura por fricción, del 30 de Octubre de 2019, de DEPRAG Schulz GmbH u. Co: Dispositivo para la unión de componentes , especialmente mediante perforación directa, en especial perforación de agujeros de flujo, o también mediante soldadura […]