Procedimiento de soldadura por arco, con gases inertes que contienen nitrógeno, de piezas metálicas aluminizadas.
Procedimiento de soldadura por arco eléctrico de al menos una pieza metálica que incluye un revestimiento de la superficie a base de aluminio,
empleando un gas de protección, en el cual la fusión del metal de dicha pieza metálica se opera únicamente por el arco eléctrico, con exclusión de cualquier haz láser, caracterizado porque el gas de protección está constituido por una mezcla de argón y/o de helio, y de nitrógeno, conteniendo dicho gas de protección al menos 0,025% y a lo sumo 30% en volumen de nitrógeno.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2011/051014.
Solicitante: L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'EXPLOITATION DES PROCEDES GEORGES CLAUDE.
Nacionalidad solicitante: Francia.
Dirección: Direction de la Propriété Intellectuelle 75, Quai d'Orsay 75007 Paris FRANCIA.
Inventor/es: DUBET,OLIVIER, Gadrey,Sébastien, RICHARD,FRÉDÉRIC, BERTIN,PASCAL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K35/38 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 35/00 Varillas de soldar, electrodos, materiales o medios ambientes utilizado para la soldadura sin fusión, la soldadura o el corte. › Empleo de medios ambientales específicos, p. ej. atmósferas particulares rodeando la zona de trabajo.
- B23K9/025 B23K […] › B23K 9/00 Soldadura o corte por arco voltaico (soldadura eléctrica por escoria B23K 25/00; transformadores de soldadura H01F; generadores de soldadura H02K). › para juntas rectilíneas.
- B23K9/16 B23K 9/00 […] › utilizando gases de protección.
- B23K9/173 B23K 9/00 […] › y un electrodo consumible.
- B23K9/20 B23K 9/00 […] › Soldadura por puntos de contacto.
- B23K9/23 B23K 9/00 […] › teniendo en cuenta las propiedades de los materiales a soldar.
PDF original: ES-2501490_T3.pdf
Fragmento de la descripción:
Procedimiento de soldadura por arco, con gases inertes que contienen nitrógeno, de piezas metálicas aluminizadas
La invención se refiere a un procedimiento de soldadura por arco eléctrico de piezas de acero que incluye un revestimiento de la superficie a base de aluminio de acuerdo con el preámbulo de la reivindicación 1 (véase, por ejemplo, la solicitud de patente japonesa JP 21/11787).
Algunos aceros revestidos de aluminio o de una aleación a base de aluminio, tales como los aceros USIBOR, presentan elevadas características mecánicas muy elevadas después del embutido en caliente y son, por lo tanto, cada vez más utilizados en el ámbito de la construcción de vehículos automóviles, cuando se busca una ganancia de peso. En efecto, estos aceros se conciben para ser tratados térmicamente luego templados durante la operación de embutido en caliente y las características mecánicas que se derivan permiten una reducción muy significativa del peso del vehículo con respecto a un acero de elevado límite de elasticidad estándar. Se utilizan principalmente para fabricar soportes de parachoques, refuerzos de puerta, montantes centrales, montantes de ventanilla.
Se utilizan también otros aceros revestidos de aluminio o de aleación de aluminio por sus propiedades de resistencia a la corrosión y al calor. Se pueden citar, en particular, los aceros Aluzinc® utilizados para las construcciones exteriores o los cajetines eléctricos, Alusi® y Alupur® para las cajas silenciadoras, las pantallas térmicas, revestimiento de calderas, conductos de chimeneas, aplicaciones en central eléctrica o en petroquímica.
En teoría, todos los procedimientos de soldadura por arco convencionales, tales como los procedimientos de soldadura MIG, MAG o también de soldadura fuerte, se pueden utilizar para ensamblar estos aceros aluminizado.
No obstante, se ha observado en la práctica que después de una operación de soldadura por arco de partes revestidas de aluminio o de una aleación de aluminio, una fase menos resistente en tracción aparece en zona fundida del ensamblaje soldado. Esta fase está constituida por compuestos intermetálicos o de ferrita delta.
En el caso del Usibor, después del análisis, se ha determinado que esta fase contiene un porcentaje no desdeñable de aluminio que provoca la no transformación austenítica del acero durante su tratamiento antes del embutido, es decir esta fase permanece en forma de ferrita Delta y resulta de una dureza menor que el resto de la pieza que se haya sometido a una transformación martensítica/bainítica.
Ahora bien, la fase no transformada puede implicar, fisuras, o incluso una ruptura del ensamblaje. En efecto, estas zonas que contienen la fase ferrita Delta, que hayan incorporado aluminio, presentan una resistencia de la soldadura más baja que la del metal de base.
Un procedimiento de soldadura híbrido láser-arco de piezas de acero con revestimiento de la superficie a base de aluminio ya fue propuesto en el documento de la solicitud de patente europea n° 1878531.
Aunque este procedimiento da buenos resultados en algunos casos, es de aplicación complicada ya que requiere combinar los efectos de un arco eléctrico con los de un haz láser.
Además, obliga a invertir a la vez en una fuente de soldadura por arco y sobre todo en una fuente de soldadura láser, lo que genera un coste importante y operaciones de mantenimiento suplementarias que pueden perjudicar a la productividad global del procedimiento.
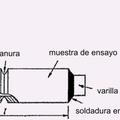
Y las aplicaciones contempladas en MIG son la soldadura de espárragos, o distintos piezas en acero sobre chapas aluminizadas, o la soldadura de dos chapas entre sí tal como en el caso de cajas silenciadoras.
El problema que se plantea consiste por lo tanto en proponer un procedimiento de soldadura de aplicación simple que permite obtener buenas propiedades mecánicas de la junta soldada, en particular de tracción, durante una operación de soldadura de piezas de acero revestidas de aluminio o de una aleación de aluminio.
La solución de la invención es un procedimiento de soldadura por arco eléctrico de al menos una pieza de acero que incluye un revestimiento de la superficie a base de aluminio tal como se define en la reivindicación 1.
La mezcla gaseosa utilizada en el procedimiento de la invención se forma por lo tanto únicamente por argón, por helio o los dos añadido nitrógeno para constituir una mezcla gaseosa binaria Ar/N2 o He/N2, o una mezcla ternaria Ar/He/N2.
Tal como ya se estipula, y de acuerdo con la invención, por "procedimiento de soldadura por arco eléctrico", se entiende un procedimiento de soldadura en el marco del cual la fusión del metal se opera únicamente por un arco eléctrico, lo que excluye por lo tanto la presencia de cualquier haz láser puesto en juego para fundir el metal de la o de las piezas que se deben soldar. Se deduce entonces que los procedimientos de soldadura híbrida arco/láser se excluyen del campo de la presente invención, un solo arco no reacciona de la misma manera que un arco asistido de un haz láser.
Según el caso, el procedimiento de la invención puede comprender una o varias de las siguientes características:
el gas de protección contiene al menos ,25% y a lo sumo 2% en volumen de nitrógeno.
el gas de protección contiene al menos ,25% y a lo sumo 15% en volumen de nitrógeno.
el gas de protección contiene al menos 1% en volumen de nitrógeno.
el gas de protección contiene al menos 2% en volumen de nitrógeno.
el gas de protección contiene al menos 3% en volumen de nitrógeno.
el gas de protección contiene menos de 1% en volumen de nitrógeno.
el gas de protección contiene al menos 4% en volumen de nitrógeno.
el gas de protección contiene a lo sumo 9% en volumen de nitrógeno.
el gas de protección contiene a lo sumo 8% en volumen de nitrógeno.
el gas de protección contiene al menos 5% en volumen de nitrógeno.
el gas de protección contiene a lo sumo 7% en volumen de nitrógeno.
el gas de protección contiene al menos 5,5% en volumen de nitrógeno y a lo sumo 6,5% en volumen de nitrógeno.
el gas de protección contiene del orden de 6% en volumen de nitrógeno.
la o las piezas de acero incluyen un revestimiento de la superficie a base de aluminio que tiene un espesor comprendido entre 5 y 1 pm, preferentemente inferiores o iguales a 5 pm. El revestimiento cubre al menos una superficie de la o de las piezas pero no o casi no el revestimiento a base de aluminio no está presente sobre los bordes de los extremos de la o de dichas piezas, es decir, sobre los tramos de una chapa por ejemplo.
la o las piezas metálicas son de acero con un revestimiento de la superficie a base de aluminio y de silicio
(Al/Si).
la o las piezas metálicas incluyen un revestimiento de la superficie a base de aluminio y de silicio que contiene una proporción de aluminio entre 5 y 1 veces superior a la de silicio, por ejemplo, una proporción de aluminio de 9% en peso y una proporción de silicio de 1% en peso, bien sea que representa una capa de revestimiento de la superficie que incluye 9 veces más aluminio que silicio.
la o las piezas metálicas incluyen un revestimiento de la superficie a base de aluminio y silicio que contiene una proporción de aluminio entre 5 y 5 veces superiores a la de silicio, en particular, una proporción de aluminio entre 5 y 3 veces superiores a la de silicio, en particular, una proporción de aluminio entre 5 y 2 veces superiores a la de silicio.
se trata de un procedimiento de soldadura MIG (Metal Inert Gas) con hilo de aportación fusible, por ejemplo, un hilo macizo o un hilo forrado.
la o las piezas que se deben soldar son uno o varios elementos de vehículo automóvil, la tensión de soldadura aplicada está comprendida entre 14 y 35 V. la intensidad de soldadura aplicada está comprendida entre 8 y 3 A.
la o las piezas que se deben soldar tienen un espesor comprendido entre ,6 y 2,5 mm, preferentemente entre 1 y 2 mm. Se considera el espesor a nivel del plano de junta que se debe realizar, es decir, al lugar dónde el metal se funde por el arco eléctrico para formar la junta de soldadura, por ejemplo, a nivel del borde de extremo o de la o de las piezas que se deben soldar.
la presión del gas entre 2 y 15 bares, preferentemente inferior a 12 bares, en particular, del orden de 4 a 8 bares.
El caudal de gas es inferior a 3 l/min, en general inferior 25 l/min, típicamente comprendido entre 15 y 2
l/min según la aplicación en cuestión.
se sueldan varias piezas una con la otra, típicamente dos piezas; pudiendo dichas piezas ser idénticas o diferentes, en... [Seguir leyendo]
Reivindicaciones:
1.- Procedimiento de soldadura por arco eléctrico de al menos una pieza metálica que incluye un revestimiento de la superficie a base de aluminio, empleando un gas de protección, en el cual la fusión del metal de dicha pieza metálica se opera únicamente por el arco eléctrico, con exclusión de cualquier haz láser, caracterizado porque el gas de protección está constituido por una mezcla de argón y/o de helio, y de nitrógeno, conteniendo dicho gas de protección al menos ,25% y a lo sumo 3% en volumen de nitrógeno.
2.- Procedimiento según la reivindicación 1, caracterizado porque el gas de protección contiene al menos ,25% y a lo sumo 2% en volumen de nitrógeno.
3.- Procedimiento según una cualquiera de las reivindicaciones anteriores, caracterizado porque el gas de protección contiene al menos 3% en volumen de nitrógeno o menos del 1% en volumen de nitrógeno.
4.- Procedimiento según una cualquiera de las reivindicaciones anteriores, caracterizado porque el gas de protección contiene al menos 4% en volumen de nitrógeno y a lo sumo 8% en volumen de nitrógeno.
5.- Procedimiento según una cualquiera de las reivindicaciones anteriores, caracterizado porque el gas de protección contiene de 5 a 7% en volumen de nitrógeno.
6.- Procedimiento según una cualquiera de las reivindicaciones anteriores, caracterizado porque la o las piezas metálicas incluyen un revestimiento de la superficie a base de aluminio que tiene un espesor comprendido entre 5 y 1 pm, preferentemente inferior o igual a 5 pm.
7.- Procedimiento según una cualquiera de las reivindicaciones anteriores, caracterizado porque la o las piezas metálicas son de acero con un revestimiento de la superficie a base de aluminio y de silicio (Si/AI).
8.- Procedimiento según una cualquiera de las reivindicaciones anteriores, caracterizado porque la o las piezas metálicas incluyen un revestimiento de la superficie a base de aluminio y de silicio que contiene una proporción de aluminio entre 5 y 1 veces superiores a la de silicio.
9.- Procedimiento según una cualquiera de las reivindicaciones anteriores, caracterizado porque la o las piezas metálicas incluyen un revestimiento de la superficie a base de aluminio y de silicio que contiene una proporción de aluminio entre 5 y 5 veces superiores a la de silicio.
1.- Procedimiento según una cualquiera de las reivindicaciones anteriores, caracterizado porque se trata de un procedimiento de soldadura MIG con hilo de aportación fusible.
11.- Procedimiento según una cualquiera de las reivindicaciones anteriores, caracterizado porque la o las piezas que se deben soldar son uno o varios elementos de vehículo automóvil.
12.- Procedimiento según una cualquiera de las reivindicaciones anteriores, caracterizado porque se sueldan varias piezas una con la otra, típicamente dos piezas.
Patentes similares o relacionadas:
Sistema de captura de chispas para el uso con un soplete de corte, del 3 de Junio de 2020, de SORKIN, FELIX L.: Un método que comprende: suministrar un segmento de hormigón , y el segmento de hormigón tiene un extremo; extender un filamento […]
Material de soldadura para aleación a base de níquel resistente al calor y metal soldado y unión soldada formada usando los mismos, del 27 de Mayo de 2020, de NIPPON STEEL CORPORATION: Un material de soldadura para aleaciones a base de Ni, resistentes al calor, que tiene una composición química que consiste, en % en masa, en: […]
Procedimiento para la soldadura con gas protector de metal para la reducción de sustancias nocivas, del 20 de Noviembre de 2019, de Linde GmbH: Procedimiento para la soldadura con gas protector de metal, en el que se suministra un material de aportación de soldadura a un soplete para soldar […]
Miembros estructurales de acero de alta resistencia laminado en caliente soldados y método, del 13 de Noviembre de 2019, de CONSOLIDATED METAL PRODUCTS, INC.: Un miembro estructural de acero de alta resistencia que comprende un miembro estructural alargado de acero de alta resistencia […]
 Alambre sólido y método de soldadura con arco sumergido en gas inerte, del 28 de Agosto de 2019, de KABUSHIKI KAISHA KOBE SEIKO SHO (KOBE STEEL, LTD.): Un alambre sólido para soldadura con arco sumergido en gas inerte, que usa un gas inerte, y para soldadura de una chapa de acero galvanizado, consistiendo el alambre en, […]
Alambre sólido y método de soldadura con arco sumergido en gas inerte, del 28 de Agosto de 2019, de KABUSHIKI KAISHA KOBE SEIKO SHO (KOBE STEEL, LTD.): Un alambre sólido para soldadura con arco sumergido en gas inerte, que usa un gas inerte, y para soldadura de una chapa de acero galvanizado, consistiendo el alambre en, […]
Método de revestimiento y soldadura de fundición de superaleaciones usando polvo de relleno de material compuesto, del 22 de Mayo de 2019, de LIBURDI ENGINEERING LIMITED: Un método de revestimiento y soldadura por fusión de superaleaciones comprende las etapas de: a. aplicar un polvo de relleno de material compuesto que comprende […]
 Material de soldadura y estructuras unidas por soldadura, del 13 de Marzo de 2019, de NIPPON STEEL CORPORATION: Uso de un material de soldadura que contiene:
en tanto por ciento en masa, C: entre más del 0,3% y no más del 3,0%, Si: no más del 4,0%, Mn: no más del 3,0%, […]
Material de soldadura y estructuras unidas por soldadura, del 13 de Marzo de 2019, de NIPPON STEEL CORPORATION: Uso de un material de soldadura que contiene:
en tanto por ciento en masa, C: entre más del 0,3% y no más del 3,0%, Si: no más del 4,0%, Mn: no más del 3,0%, […]
Procedimiento para la soldadura de materiales austeníticos, del 12 de Marzo de 2019, de MESSER GROUP GMBH: Procedimiento para la soldadura por plasma de materiales austeníticos bajo gas de protección y bajo empleo de un material aditivo de soldadura, caracterizado por […]