PROCEDIMIENTO DE SOLDADURA DE CHAPAS REVESTIDAS POR UN HAZ DE ENERGÍA, TAL COMO UN HAZ LÁSER.
Procedimiento de soldadura por un haz láser de chapas (2, 3) revestidas de un material (4-7) que tiene una temperatura de evaporación inferior a la temperatura de fusión del material de las chapas (2,
3), de modo que el material del revestimiento (4-7) se evapore durante la soldadura creando vapor presente en el capilar (9) formando por el material fundido de soldadura, caracterizado porque el haz láser (1) es dirigido sobre la zona de soldadura y está concebido para realizar una capilar (9) que presenta una sección transversal alargada según la dirección de desplazamiento del haz láser de soldadura y que permite mejorar la evacuación del vapor del material de revestimiento sin perturbación a través del capilar (9)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05011079.
Solicitante: AUTOMOBILES PEUGEOT
AUTOMOBILES CITROEN
RENAULT S.A.S.
Nacionalidad solicitante: Francia.
Dirección: 75, AVENUE DE LA GRANDE ARMEE 75116 PARIS FRANCIA.
Inventor/es: CRIQUI, BERNARD, Sanjeu,Catherine , Kielwasser,Mathieu , Fabbro,Rémy.
Fecha de Publicación: .
Fecha Solicitud PCT: 29 de Junio de 1998.
Clasificación Internacional de Patentes:
- B23K26/24B
- B23K26/32 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › tomando en consideración las propiedades del material involucrado.
- B23K26/32A
Clasificación PCT:
- B23K26/00 B23K […] › Trabajo por rayos láser, p. ej. soldadura, corte o taladrado.
Clasificación antigua:
- B23K26/00 B23K […] › Trabajo por rayos láser, p. ej. soldadura, corte o taladrado.
Países PCT: Suiza, Alemania, España, Reino Unido, Italia, Liechtensein, Suecia, Portugal.
Fragmento de la descripción:
La presente invención concierne a un procedimiento de soldadura de chapas revestidas por un haz de energía, tal como, por ejemplo, un haz láser.
En particular, se aplica a la soldadura de chapas galvanizadas, aunque puede aplicarse igualmente a la soldadura de chapas revestidas de cualquier otro material cuya temperatura de evaporación sea inferior a la 5 temperatura de fusión del material de base que constituye las chapas o de toda la estructura multicapa que presenta esta característica.
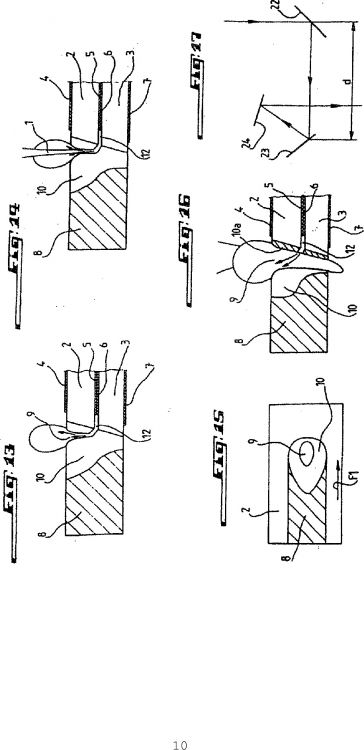
Las figuras 1 y 2 representan la soldadura por un haz láser 1, que funciona en modo pulsado o continuo, de dos chapas metálicas 2, 3 que comprenden respectivamente sobre sus dos caras opuestas dos revestimientos de cinc 4, 5; 6, 7 y se mantienen apretadas una contra otra por cualquier medio apropiado en 10 la proximidad del emplazamiento de la soldadura, de manera que los dos revestimientos internos 5, 6 estén comprendidos entre las dos chapas 2, 3. Durante el desplazamiento del haz de soldadura 1 en el sentido indicado por la flecha F1, se realiza un cordón de soldadura 8 a fin de unir las chapas 2, 3 una a otra, y se forma un pasaje 9, denominado capilar, en la zona de metal fundido 10. Durante la soldadura de las chapas revestidas 2, 3 con el haz láser funcionando en modo continuo se tiene que, debido a que el punto de 15 evaporación de los revestimiento 4-7 es inferior al punto de fusión del material de base que constituye las dos chapas 2, 3, el vapor de cinc 11 aprisionado entre estas dos chapas perfora la pared del baño líquido 10 como se representa en la figura 1 y penetra en el capilar 9 para golpear la parte frontal trasera de éste, como se representa en la figura 2, conduciendo a un capilar que ya no es estable y a una expulsión del baño metálico fundido 10. Los inventores han demostrado que la perforación de la pared del baño líquido se hace en uno o 20 varios túneles 12, como se indica en las figuras 1 y 2. Durante la soldadura de las chapas 2, 3 con el haz láser funcionando en modo pulsado, el vapor de cinc formado durante cada impulso de soldadura es evacuado por el capilar sin provocar inestabilidad del baño líquido, como se representa en la figura 1. Durante cada impulso de pausa entre dos impulsos de soldadura sucesivos del haz de energía, el capilar 9 se cierra, como se representa en la figura 3. 25
Se observará que, durante el impulso de pausa, el nivel de energía del haz no es necesariamente nulo y puede contribuir todavía a la soldadura. No obstante, por comodidad, se utilizarán las expresiones “impulso de soldadura” e “impulso de pausa” en la presente descripción para designar los niveles alto y bajo del haz en modo pulsado.
Si la presión del vapor de cinc es demasiado baja, este vapor permanece confinado en una zona 30 alrededor del baño líquido 10 como muestra la figura 3. Por el contrario, si esta presión de vapor sobrepasa una presión crítica, el vapor de cinc penetra en el baño líquido 10 formando una bolsa de gas 13 que alcanza un equilibrio sin expulsión del baño líquido 10 (figura 4) o que eleva y expulsa completamente el baño líquido 10 (figura 5). La referencia 14 designa un dispositivo de transporte de gas dirigido hacia el baño líquido 10 y en sí conocido. 35
Se observará que, durante el impulso de pausa, la parte 10a de la zona líquida 10 situada por el lado en el que las chapas no están aún soldadas puede comenzar a solidificarse: es por eso por lo que dicha parte se ha rayado en las figuras 3 a 8.
Se han propuesto numerosas soluciones para eliminar los inconvenientes debidos al desprendimiento incontrolado de los vapores de cinc que conducen a una soldadura de mala calidad. 40
Se puede citar, por ejemplo, la solicitud de patente japonesa JP 08090265, que describe un procedimiento de soldadura láser en el cual un haz láser realiza una perforación en el material fundido para evacuar los vapores. No obstante, el vapor evacuado influye sobre la estabilidad del procedimiento de soldadura.
Otra solución conocida consiste en materializar, antes de la soldadura, una holgura entre las chapas 45 a soldar para permitir la evacuación de los vapores de cinc. No obstante, esta solución conocida tiene los inconvenientes de prever una operación suplementaria de realización de protuberancias, por ejemplo por embutición, en las chapas para la formación de la holgura y de necesitar un equipo adaptado para esta operación.
Otra solución conocida consiste en suprimir el revestimiento de cinc en el lugar de la soldadura y 50 sustituirlo por un revestimiento diferente, tal como, por ejemplo, una aleación de níquel. Esta solución tiene el inconveniente de ocasionar un sobrecoste y de ser compleja debido a que se deposita un revestimiento diferente en ciertos lugares de las chapas.
Según todavía otra solución conocida, las chapas a soldar se disponen verticalmente y el haz de energía de soldadura se desplaza de abajo arriba de modo que el material fundido circule por gravedad, lo 55 que tiene el efecto de mejorar la evacuación del vapor de cinc. Esta solución necesita un montaje particular
para que las chapas sean dispuestas en posición vertical y, eventualmente, en el caso de piezas complejas y/o de grandes dimensiones, tales como puertas de vehículos automóviles, es necesario modificar la orientación de la pieza para que el haz de energía de soldadura se desplace siempre de abajo arriba.
La presente invención tiene por objeto eliminar los inconvenientes anteriores de las soluciones conocidas aplicando un procedimiento de soldadura de chapas revestidas con ayuda de un haz de energía 5 que permita obtener una buena calidad de soldadura sin adaptación de la geometría de las piezas y sin utilizar un equipo complementario más o menos complicado para sostener las chapas a soldar.
A este efecto, la invención propone un procedimiento de soldadura por un haz de energía de chapas revestidas de un material que tiene una temperatura de evaporación inferior a la temperatura de fusión del material de las chapas según la reivindicación 1. 10
El haz presenta una sección transversal sensiblemente elíptica cuyo eje grande está orientado en la dirección de desplazamiento del haz láser de soldadura.
Según una variante de realización, el haz láser antes citado es inclinado con relación a la horizontal para producir el capilar elíptico.
Según otra variante de realización, se prevén una o varias lentes cilíndricas o asféricas, uno o varios 15 espejos cilíndricos o asféricos o unos elementos ópticos difractivos sobre el trayecto del haz láser para realizar el capilar elíptico.
Según todavía otra variante de realización, el haz láser antes citado oscila en la dirección de desplazamiento de la soldadura para producir el capilar elíptico.
Según otra variante más de realización, se prevé al menos otro haz láser que coopera con el primer 20 haz láser antes citado para producir el capilar elíptico.
La invención se comprenderá mejora y otros objetos, características, detalles y ventajas de ésta aparecerán más claramente en el curso de la descripción explicativa que sigue hecha con referencia a los dibujos esquemáticos anexos, dados únicamente a título de ejemplo, que ilustran varios modos de realización de la invención y en los cuales: 25
- la figura 1 representa un procedimiento de soldadura de chapas revestidas por un haz láser con formación de vapor procedente de la evaporación del material de los revestimientos de las chapas;
- la figura 2 representa el efecto de expulsión del material fundido durante la soldadura por el vapor del material de los revestimientos de las chapas; 30
- la figura 3 representa el estado de la soldadura durante un impulso de pausa entre dos impulsos de soldadura consecutivos del haz de energía con el vapor de cinc confinado en una zona alrededor del baño fundido;
- la figura 4 representa la formación de una bolsa de de vapor de cinc formada en el baño fundido durante un impulso de pausa del haz de energía sin provocar de expulsión de este baño; 35
- la figura 5 representa la formación de una bolsa de vapor de cinc tal en el baño fundido que ella expulsa completamente este baño,
- las figuras 6 a 8 representan un modo de realización de la invención que permite detectar una elevación del...
Reivindicaciones:
1. Procedimiento de soldadura por un haz láser de chapas (2, 3) revestidas de un material (4-7) que tiene una temperatura de evaporación inferior a la temperatura de fusión del material de las chapas (2, 3), de modo que el material del revestimiento (4-7) se evapore durante la soldadura creando vapor presente en el capilar (9) formando por el material fundido de soldadura, caracterizado porque el haz láser (1) es dirigido 5 sobre la zona de soldadura y está concebido para realizar una capilar (9) que presenta una sección transversal alargada según la dirección de desplazamiento del haz láser de soldadura y que permite mejorar la evacuación del vapor del material de revestimiento sin perturbación a través del capilar (9).
2. Procedimiento según la reivindicación 1, caracterizado porque el haz láser de soldadura presenta una sección transversal sensiblemente elíptica cuyo eje grande está orientado en la dirección de 10 desplazamiento del haz láser de soldadura.
3. Procedimiento según la reivindicación 2, caracterizado porque el haz láser (1) antes citado es inclinado con relación a la horizontal para producir el capilar elíptico (9).
4. Procedimiento según la reivindicación 2, caracterizado porque consiste en prever una o varias lentes cilíndricas o asféricas, uno o varios espejos cilíndricos o asféricos, o unos elementos ópticos difractivos 15 sobre el trayecto del haz láser para realizar el capilar de forma elíptico (9).
5. Procedimiento según la reivindicación 2, caracterizado porque el haz láser (1) oscila en su dirección de desplazamiento de la soldadura para producir el capilar elíptico (9).
6. Procedimiento según la reivindicación 2, caracterizado porque consiste en prever al menos otro haz láser que coopera con el primer haz láser (1) antes citado para producir el capilar elíptico (9). 20
Patentes similares o relacionadas:
Método para fabricar una herramienta de conformación en caliente y herramienta de conformación en caliente fabricada con este, del 10 de Junio de 2020, de Buderus Edelstahl Gmbh: Método para la producción de una herramienta de conformación en caliente para el endurecimiento y conformación o el endurecimiento en prensa […]
Procedimiento para la producción de un tubo con aletas usando un rayo láser y tubo con aletas correspondiente, del 10 de Junio de 2020, de Schmöle GmbH: Procedimiento para producir un tubo con aletas , en el cual un cuerpo base del tubo se equipa con con aletas en su exterior , en particular helicoidalmente, […]
Procedimiento para producir un cuerpo moldeado mediante construcción por capas de material en polvo, del 15 de Enero de 2020, de Realizer GmbH: Procedimiento para producir un cuerpo moldeado mediante construcción por capas de material en polvo, que comprende las etapas de: a) […]
Método para soldar una parte solapada, método para fabricar un miembro de soldadura a solape, miembro de soldadura a solape y componente para automóvil, del 13 de Noviembre de 2019, de NIPPON STEEL CORPORATION: Un método para soldar una parte solapada, en el que una pluralidad de miembros de chapa de acero se unen en la parte solapada, y al menos uno de la […]
Procedimiento para la soldadura por láser de CO2 de aceros de baja aleación, del 14 de Agosto de 2019, de MESSER GROUP GMBH: Procedimiento para la soldadura por láser de una pieza de trabajo constituida por acero no aleado o de baja aleación bajo empleo de un láser de CO2, en el […]
 Estructura de unión para resina reforzada con fibra y metal, y método de unión para resina reforzada con fibra y metal, del 29 de Mayo de 2019, de Subaru Corporation: Una estructura de unión para una resina reforzada con fibra y un metal, cuyas porciones de extremo de un plástico reforzado con fibra (12, […]
Estructura de unión para resina reforzada con fibra y metal, y método de unión para resina reforzada con fibra y metal, del 29 de Mayo de 2019, de Subaru Corporation: Una estructura de unión para una resina reforzada con fibra y un metal, cuyas porciones de extremo de un plástico reforzado con fibra (12, […]
Método de revestimiento y soldadura de fundición de superaleaciones usando polvo de relleno de material compuesto, del 22 de Mayo de 2019, de LIBURDI ENGINEERING LIMITED: Un método de revestimiento y soldadura por fusión de superaleaciones comprende las etapas de: a. aplicar un polvo de relleno de material compuesto que comprende […]
Reprocesamiento por soldadura por deposición láser de polvo para piezas fundidas de níquel soldables sin fusión del metal base pertenecientes a motores de turbina de gas, del 23 de Abril de 2019, de UNITED TECHNOLOGIES CORPORATION: Un método para reprocesar un componente, que comprende: eliminar un defecto (D) de un componente fabricado en una aleación base (B) soldable sin fusión […]