Procedimiento y sistema para controlar flujos de productos.
Un procedimiento de tratamiento de un flujo (F) de productos (P) que avanzan en una disposición desordenada,
incluyendo el procedimiento la operación de disposición en cascada a lo largo de dicho flujo (F) de productos (P) una pluralidad de estaciones (12) que deben ser atravesadas por dicho flujo (F) de productos (P), derivando dichas estaciones de extracción (12) de dicho flujo (F) de productos (P) que las atraviesa de los flujos derivados respectivos (F1, F2, ..., Fj) de productos (P) y teniendo una velocidad de funcionamiento ajustable (122) para regular las intensidades de los respectivos flujos derivados (F1, F2, ..., Fj), estando el procedimiento caracterizado por las operaciones de:
- mantener, al menos temporalmente, para dichos flujos derivados (F1, F2, ..., Fj) en la salida de dichas estaciones de extracción (12), el carácter de disposiciones desordenadas de productos que avanzan;
- detectar (130), con la inspección de dichas disposiciones desordenadas de productos que avanzan en dichos flujos derivados, las intensidades de dichos flujos (F1, F2, ..., Fj) derivados en la salida de dichas estaciones de extracción (12); y
- regular (K, 122) las velocidades de funcionamiento de dichas estaciones de extracción (12) como una función de las intensidades de dichos flujos derivados detectados por dicha inspección.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08425115.
Solicitante: CAVANNA S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA MATTEOTTI, 104 28077 PRATO SESIA (NO) ITALIA.
Inventor/es: GUIDETTI, DARIO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65G43/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 43/00 Dispositivos de control, p. ej. de seguridad, de alarma, de corrección de errores. › Dispositivos de control accionados por la alimentación, el desplazamiento o la descarga de objetos o materiales.
PDF original: ES-2376953_T3.pdf
Fragmento de la descripción:
Procedimiento y sistema para controlar flujos de productos Campo de la invención La presente invención se refiere al campo de las técnicas para controlar flujos de producto.
La invención ha sido desarrollada prestando especial atención al posible uso en plantas para el embalaje automático de productos, como por ejemplo de productos alimenticios.
Descripción de la técnica anterior En contextos aplicativos como pueden ser, por ejemplo, plantas para el embalaje automático de productos, teniendo en cuenta la gran velocidad de embalaje requerida, con frecuencia sucede que es necesario alimentar una o más máquinas de embalaje con dos o más flujos de producto procedentes de la misma cadena de producción, sobre la cual existe un flujo original de productos.
Por ejemplo, el documento US-A-5 170 877 describe un sistema que es capaz de llevar a cabo dicha función sobre un flujo de productos dispuestos en una formación ordenada regular en sucesivas filas de productos.
Los problemas operativos, sin embargo, se complican cuando el flujo de productos a la entrada del sistema ofrece el carácter de una disposición genéricamente “desordenada” (o “no ordenada”) , en la cual unas formaciones ordenadas, por ejemplo en hileras o filas de productos, de alguna manera alineadas entre sí, no son reconocibles: en otras palabras es un flujo de productos dispuesto de una forma sustancialmente aleatoria.
Para satisfacer la necesidad expuesta es conocida la posibilidad de acudir a un procedimiento de acuerdo con el preámbulo de la Reivindicación 1. Dicho procedimiento regula el funcionamiento de un sistema que , por el momento se encuentra disponible en la compañía B.V. Houdijk Holland de Vlaardingen (Holanda) .
Esta solución es algo imprecisa y presenta determinadas inconvenientes de importancia.
El control del avance de los productos comprendidos en los flujos “derivados” generalmente presupone la formación de una acumulación de productos bastante larga, y algunos productos, como por ejemplo determinados productos alimenticios por su propia naturaleza y / o configuración no permiten dicha acumulación, lo que hace impracticable dicha solución.
Los sistemas para el control de la acumulación son situados a cierta distancia del área en la cual los flujos derivados son “sangrados” del flujo original.
La cantidad de productos que se desplaza entre el área de la formación de los flujos derivados y los sistemas de control no está cuantificada y, por tanto, puede variar en contraste con la acción que se busca mediante la acumulación.
Los tiempos entre la acción y la reacción son demasiados largos en proporción con las velocidades requeridas.
Objetivo y sumario de la invención Los inconvenientes señalados con anterioridad se traducen en la gran dificultad en la regulación adecuada del flujo de productos en las diversas secciones del sistema.
El objetivo de la presente invención es, por tanto, resolver los inconvenientes referidos.
De acuerdo con la presente invención, el objetivo expuesto se alcanza gracias a un procedimiento que ofrece las características definidas en las reivindicaciones posteriores. La invención, así mismo, se refiere a un correspondiente sistema de acuerdo con lo definido en la reivindicación 4.
Las reivindicaciones forman parte integrante de la divulgación técnica ofrecida en la presente memoria.
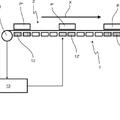
En una posible forma de realización, la solución propuesta contempla la colocación, lo más cerca posible al punto de formación de los flujos derivados, de una estación de inspección que observa la detección y el conteo de los productos que se desplazan por unidad de tiempo. Haci3endo que el dato del conteo interactúe con una función de control de la acción de extracción de productos del flujo original, es posible regular la cantidad de productos enviados dentro de los distintos flujos derivados, obteniendo, por ejemplo, un preciso equilibro de dichos flujos y / o una adaptación prácticamente en tiempo real a las posibles variaciones requeridas en los flujos derivados (por ejemplo, debido a que una estación de procesamiento / tratamiento alimentada con uno de dichos flujos esté momentáneamente en condiciones de parada) .
Las posibles formas de realización de la solución propuesta presentan diversas ventajas.
Por ejemplo, es posible desarrollar una regulación automática de las velocidades de funcionamiento de las unidades (por ejemplo, paletas) que extraen los flujos derivados del flujo original para obtener un número determinado de productos por minuto para cada flujo derivado.
Las unidades referidas son, por tanto, capaces de responder de una forma prácticamente inmediata a la solicitud de un número de productos mayor o menor mediante el sistema de control.
Así mismo, es posible reducir (y eliminar de hecho) las acumulaciones de productos, en particular cuando los productos son delicados.
Es posible obtener un equilibrio automático entre los dos o más flujos derivados que, por ejemplo, alimentan solo una máquina de embalaje.
El efecto anterior se obtiene al mismo tiempo que se proporciona la posibilidad de alimentación del sistema de forma bidireccional para extraer los productos para constituir el flujo derivado, situado en la posición más alejada corriente abajo con respecto a la dirección de avance del flujo original, para poder reciclar los productos que se han dejado pasar hacia delante (por ejemplo, en el caso de detención de una estación servida por uno de los flujos derivados) .
Formas de realización del sistema de conteo descrito en la presente memoria pueden encontrar aplicación en otras situaciones, en particular cuando se requiebra el equilibro de llegada de productos entre dos o más secciones de una máquina de embalaje.
El sistema puede resultar muy ventajoso porque, dado que la cantidad de productos varía por unidad de tiempo, actúa de una manera rápida reduciendo a pocas unidades (y virtualmente eliminando) la diferencia entre los flujos.
Breve descripción de los dibujos adjuntos A continuación se describirá la invención únicamente a modo de ejemplo no limitativo, con referencia a la lámina de dibujo adjunta compuesta por una sola figura. Dicha figura es una vista en perspectiva general de un sistema para el transporte de productos.
- Descripción detallada de formas de realización ejemplares
En la descripción subsecuente se ofrecen numerosos detalles específicos para obtener una comprensión cabal de las formas de realización. Las formas de realización pueden ser puestas en práctica sin uno o más de los detalles específicos, o con otros procedimientos, componentes, materiales, etc. En otros ejemplos, no se muestran o describen con detalle estructuras, materiales u operaciones conocidas con el fin de no oscurecer determinados aspectos de las formas de realización.
La referencia a lo largo de la presente memoria descriptiva a “una forma de realización” significa que un concreto elemento distintivo, estructura o característica descrita en conexión con la forma de realización se incluye en al menos una forma de realización. De esta manera, las apariciones de la frase “en una forma de realización” en diversos puntos a lo largo de la presente memoria descriptiva no se refieren necesariamente todos a la misma forma de realización. Así mismo, los elementos distintivos, estructuras o características concretas pueden ser combinados de cualquier forma apropiada en una o más formas de realización.
Los encabezamientos incorporados en la presente memoria se deben a razones de comodidad y no interpretan el alcance y el significado de las formas de realización.
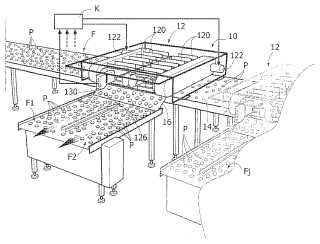
En la figura adjunta, el número de referencia 10 designa, como un todo, un sistema para formar, partiendo de un flujo original F de productos P (por ejemplo, productos alimenticios, como por ejemplo galletas tumbadas “planas”) una pluralidad de flujos derivados F1, F2, … que van a ser alimentados hacia unas respectivas estaciones de procesamiento, tales como, de nuevo a modo de ejemplo, máquinas de embalaje (máquinas “flow-pack”, máquinas de embalaje en cajas, etc.) no específicamente ilustradas.
El original flujo F de productos P, el cual puede imaginarse como entrante, de nuevo a modo de... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento de tratamiento de un flujo (F) de productos (P) que avanzan en una disposición desordenada, incluyendo el procedimiento la operación de disposición en cascada a lo largo de dicho flujo (F) de productos (P) una pluralidad de estaciones (12) que deben ser atravesadas por dicho flujo (F) de productos (P) , derivando dichas estaciones de extracción (12) de dicho flujo (F) de productos (P) que las atraviesa de los flujos derivados respectivos (F1, F2, …, Fj) de productos (P) y teniendo una velocidad de funcionamiento ajustable (122) para regular las intensidades de los respectivos flujos derivados (F1, F2, …, Fj) , estando el procedimiento caracterizado por las operaciones de:
- mantener, al menos temporalmente, para dichos flujos derivados (F1, F2, …, Fj) en la salida de dichas estaciones de extracción (12) , el carácter de disposiciones desordenadas de productos que avanzan;
- detectar (130) , con la inspección de dichas disposiciones desordenadas de productos que avanzan en dichos flujos derivados, las intensidades de dichos flujos (F1, F2, …, Fj) derivados en la salida de dichas estaciones de extracción (12) ; y
- regular (K, 122) las velocidades de funcionamiento de dichas estaciones de extracción (12) como una función de las intensidades de dichos flujos derivados detectados por dicha inspección.
2. El procedimiento de acuerdo con la Reivindicación 1, que incluye la operación de detectar las intensidades de dichos flujos (F1, F2, …, Fj) derivados en la salida de dichas estaciones de extracción (12) por medio de una inspección visual (130) de dichas disposiciones desordenadas de productos que avanzan en dichos flujos derivados (F1, F2, …, Fj) .
3. El procedimiento de acuerdo con la Reivindicación 2, en el que dicha inspección visual (130) incluye las operaciones de:
- iluminar dichas disposiciones desordenadas de productos que avanzan (P) con un haz de luz ortogonal con respecto a la disposición;
- detectar la traza de iluminación de los productos (P) de la formación de acuerdo con una dirección oblicua con respecto a dicho haz de luz ortogonal con respecto a la formación, presentando dicha traza unas irregularidades correspondientes a los productos (P) iluminados; y
- analizar dicha traza mediante la detección de dichas irregularidades y deducir de aquélla el número de productos de flujo.
4. Un sistema de tratamiento de un flujo (F) de productos (P) que avanzan en una formación desordenada, comprendiendo el sistema una pluralidad de estaciones de extracción (12) dispuestas en cascada a lo largo de dicho flujo (F) de productos (P) ; pudiendo dichas estaciones de extracción (12) ser atravesadas por dicho flujo (F) de productos (P) para derivar de dicho flujo (F) de productos (P) que las atraviesa unos respectivos flujos derivados (F1, F2, …, Fj) de productos (P) y teniendo una velocidad de funcionamiento ajustable para regular las intensidades de los respectivos flujos derivados (F1, F2, …, F) , estando el producto caracterizado porque incluye:
- al menos una estación de inspección (130) acoplada a dichas estaciones de extracción (12) para detectar las intensidades de dichos flujos derivados (F1, F2, …, Fj) en la salida de dichas estaciones de extracción
(12) mientras dichos flujos derivados (F1, F2, …. Fj) son mantenidos, al menos temporalmente, como disposiciones desordenadas de productos que avanzan; y
- una unidad de control (K) conectada operativamente a dicha al menos una estación de inspección (130) y a dichas estaciones de extracción (12) para regular las velocidades de funcionamiento (122) de dichas estaciones de extracción (12) como una función de las intensidades de dichos flujos derivados (F1, F2, …, Fj) detectados por dicha al menos una estación de inspección (130) .
5. El sistema de acuerdo con la Reivindicación 4, que incluye al menos una estación de extracción (12) , en el que los productos (P) de dicho flujo (F) son empujados (120) lateralmente hacia una bandeja (16) de recepción o recuperación para la constitución de al menos uno (F1, F2) de dichos flujos derivados (F1, F2, …, Fj) , y en el que dicha al menos una estación de inspección (130) actúa en una posición correspondiente a dicha bandeja (16) de recepción o recuperación.
6. El sistema de acuerdo con las Reivindicaciones 4 o 5, que incluye un par de estaciones de extracción combinadas (12) para derivar dicho flujo (F) de productos (P) que las atraviesa dos flujos derivados combinados (F1, F2) de productos (P) y en el que dicha al menos una estación de inspección (130) actúa sobre ambos dichos flujos derivados combinados (F1, F2) de productos (P) .
7. El sistema de acuerdo con una cualquiera de las Reivindicaciones 4 a 6, que incluye un par de estaciones de extracción combinadas (12) para derivar de dicho flujo (F) de productos (P) que las atraviesa dos flujos derivados combinados (F1, F2) de productos (P) y en el que, asociado con dicho par de estaciones de extracción combinadas (12) se encuentra un solo transportador de salida (126) para transportar dichos dos flujos derivados combinados (F1, 5 F2) de productos (P) .
8. El sistema de acuerdo con una cualquiera de las Reivindicaciones 4 a 7, que incluye al menos una estación de extracción (12) con unas estructuras de paletas (120) coextensivas con dicho flujo (F) de productos (P) , siendo dichas formaciones de paletas (120) energizadas por motor (122) para ejercer sobre los productos (P) que deben constituir dichos flujos derivados (F1, F2, …, Fj) un movimiento de empuje lateral con respecto a dicho flujo (F) de productos (P) .
9. El sistema de acuerdo con la Reivindicación 8, en el que dichas formaciones de paletas (120) están montadas en una estructura de raíl energizada por motor (122) .
10. El sistema de acuerdo con una cualquiera de las Reivindicaciones 4 a 9, en el que dicha al menos una estación de inspección (130) es una estación de inspección visual (130) .
1.
11. El sistema de acuerdo con la Reivindicación 10, en el que dicha estación de inspección visual (130) incluye:
- una fuente de luz para iluminar dichas disposiciones desordenadas de productos que avanzan (P) con un haz de luz ortogonal con respecto a la disposición; y
- un detector para detectar la traza de iluminación de los productos (P) de la disposición de acuerdo con una dirección oblicua con respecto a dicho haz de luz ortogonal con respecto a la disposición, presentando
dicha traza unas irregularidades correspondientes a los productos (P) iluminados y representando así el número de productos del flujo.
12. El sistema de acuerdo con la Reivindicación 11, en el que dicha fuente de luz es una fuente láser.
Patentes similares o relacionadas:
 Procedimiento de representación del estado del producto para productos transportados sobre un dispositivo de transporte lineal, del 29 de Julio de 2020, de Selmatec Systems GmbH: Procedimiento de representación del estado de productos (P) transportados sobre un dispositivo de transporte lineal , en el que sobre un dispositivo de transporte […]
Procedimiento de representación del estado del producto para productos transportados sobre un dispositivo de transporte lineal, del 29 de Julio de 2020, de Selmatec Systems GmbH: Procedimiento de representación del estado de productos (P) transportados sobre un dispositivo de transporte lineal , en el que sobre un dispositivo de transporte […]
Procedimiento y sistema para determinar la masa de materia prima en un transportador, del 22 de Abril de 2020, de Arcelormittal: Un procedimiento para determinar una masa de materia prima descargada por un transportador durante un primer intervalo de tiempo Δt en un horno metalúrgico , […]
Estación automática para recoger artículos y procedimientos relacionados para usar, del 26 de Febrero de 2020, de CT PACK S.R.L.: Una estación automática para recoger artículos (A) que comprende: - un sistema de movimiento que comprende un transportador que define una superficie […]
INSTALACIÓN PARA FABRICAR RECIPIENTES POR TERMOFORMADO, del 16 de Enero de 2020, de ERCA: La instalación comprende varios puestos de tratamiento (14A, 14B, 14C, 16, 18, 20, 22, 24) para fabricar recipientes a partir de un sustrato termoplástico. Para transportar […]
Sistema para transportar y transferir productos alimenticios, del 21 de Agosto de 2019, de Marel Meat Processing Inc: Sistema para transportar productos alimenticios para envasado, que comprende: - una cinta transportadora que transporta productos alimenticios […]
Línea de fabricación provista de uno o varios módulos para transportar recipientes para suministrar piezas o componentes a puestos de montaje a lo largo de la línea, del 21 de Agosto de 2019, de COMAU S.P.A.: Línea de fabricación , que comprende: - como mínimo un puesto de montaje , - un dispositivo transportador de cadena que comprende una cadena […]
Dispositivo de inversión, del 14 de Agosto de 2019, de TOYO JIDOKI CO., LTD.: Un dispositivo de inversión que comprenda: una unidad de alimentación que incluya una correa de alimentación que se desplaza continuamente […]
Disposición de identificación por radiofrecuencia para un transportador de cadenas para mercancía en piezas y transportador de cadenas con una disposición de identificación por radiofrecuencia de este tipo, del 10 de Abril de 2019, de Flexlink AB: Disposición de identificación por radiofrecuencia para un transportador de cadenas para mercancía en piezas con una cadena de eslabones accionada, que comprende […]