PROCEDIMIENTO PARA REFINAR Y DISTRIBUIR HOMOGENEAMENTE COMPONENTES DE UNA ALEACION, ASI COMO ELIMINAR PRODUCTOS DE REACCION INDESEADOS Y ESCORIAS EN O PROCEDENTES DE SOLDADURAS BLANDAS EN LA FABRICACION DE POLVO DE SOLDADURA MUY FINO.
Procedimiento para refinar y distribuir homogéneamente componentes de una aleación,
así como eliminar productos de reacción indeseados como óxidos y/o escorias procedentes de soldaduras blandas libres de plomo al fabricar polvo para soldadura muy fino, incluyendo las siguientes etapas:
a) fusión de la aleación de material de soldadura en un aceite vegetal y/o animal resistente a altas temperaturas, separando el aceite la masa de fusión de los productos de reacción y/o escorias, así como liberando estos últimos durante la fusión,
b) evacuación y enriquecimiento de los productos de reacción liberados y/o escorias en el aceite, debido a las diferencias de densidad entre la masa de fusión y los productos de reacción y/o escorias,
c) separación del aceite con los productos de reacción y/o escorias mediante evacuación de la masa de fusión a otro recipiente de aceite con una temperatura al menos 20ºC por encima de la temperatura de liquidus, agitación y tratamiento de cizallamiento múltiple de la masa de fusión y el aceite mediante rotores y estatores para formar una dispersión compuesta por bolas de material de soldadura y aceite y aspiración del aceite con los productos de reacción y/o escorias,
d) evacuación de los productos de reacción y/o escorias que aún quedan en el interior de la masa de fusión de material de soldadura mediante aumento de la superficie de la masa de fusión de material de soldadura al cizallar con una velocidad periférica de los rotores de 15,0 a 25 m/s manteniendo una relación de volúmenes entre masa de fusión y aceite de 1:20 a 1:50,
e) enriquecimiento de los productos de reacción y/o escorias evacuados del interior de la masa de fusión de material de soldadura al cizallar en el aceite debido a las diferencias de densidad entre los productos de reacción y/o las escorias y el aceite,
f) mezcla turbulenta de la masa de fusión de material de soldadura que queda y del aceite durante un espacio de tiempo de circulación de 10 a 30 minutos para distribuir homogéneamente los componentes de la aleación en el material de soldadura,
g) separación de los productos de reacción enriquecidos y/o escorias juntamente con el aceite tras la sedimentación de las bolas de material de soldadura
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05076782.
Solicitante: W.C. HERAEUS GMBH.
Nacionalidad solicitante: Alemania.
Dirección: HERAEUSSTRASSE 12 - 14,63450 HANAU.
Inventor/es: PROTSCH,WALTER,DIPL.-ING, SCHULZE,JURGEN,DIPL.-CHEM.
Fecha de Publicación: .
Fecha Solicitud PCT: 27 de Julio de 2005.
Fecha Concesión Europea: 14 de Octubre de 2009.
Clasificación Internacional de Patentes:
- B22F9/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22F TRABAJO DE POLVOS METALICOS; FABRICACION DE OBJETOS A PARTIR DE POLVOS METALICOS; FABRICACION DE POLVOS METALICOS (fabricación de aleaciones mediante metalurgia de polvos C22C ); APARATOS O DISPOSITIVOS ESPECIALMENTE ADAPTADOS PARA POLVOS METALICOS. › B22F 9/00 Fabricación de polvos metálicos o de sus suspensiones; Aparatos o dispositivos especialmente adaptados para ello. › a partir de un material líquido.
- B23K35/02D5
- B23K35/24 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 35/00 Varillas de soldar, electrodos, materiales o medios ambientes utilizado para la soldadura sin fusión, la soldadura o el corte. › Empleo de materiales específicos para la soldadura sin fusión o la soldadura (B23K 35/34 tiene prioridad).
- B23K35/26 B23K 35/00 […] › en los que el principal constituyente funde a menos de 400°C.
Clasificación PCT:
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento para refinar y distribuir homogéneamente componentes de una aleación, así como eliminar productos de reacción indeseados y escorias en o procedentes de soldaduras blandas en la fabricación de polvo de soldadura muy fino.
La invención se refiere a un procedimiento para refinar y distribuir homogéneamente componentes de una aleación, así como eliminar productos de reacción indeseados como óxidos y/o escorias en o procedentes de soldaduras blandas al fabricar polvo de soldadura muy fino, en el que la aleación de soldadura se funde en un aceite vegetal o animal resistente a altas temperaturas, llevándose la masa de fusión a otro recipiente de aceite con una temperatura de al menos 20ºC por encima de la temperatura de líquidus, se agita allí y se somete a un tratamiento de cizallamiento múltiple mediante rotores y estatores para formar una dispersión compuesta por bolas de material de soldadura y aceite, de la que se separan las bolas de material de soldadura mediante subsiguiente sedimentación.
Por el documento DE 101 61 826 A1 se conoce una soldadura blanda sin plomo sobre la base de una aleación de soldadura estaño-plata-cobre, en la que a una aleación de base con 5 a 20% en peso de plata, 0,8 a 1,2% en peso de cobre, el resto de estaño y las impurezas usuales se le añade siempre 0,8 a 1,2% en peso de indio y 0,01 y 0,2% en peso de un elemento de los lantánidos como por ejemplo lantano o neodimio.
Esta soldadura blanda libre de plomo conocida se comporta a partir de 214ºC eutécticamente, suprime la formación de grandes dentruros de estaño, asegura tras la fusión una superficie lisa y homogénea y tiene también buenas propiedades físicas y químicas, como por ejemplo una buena capacidad de humectación, buena resistencia bajo cargas alternativas, una buena resistencia a la corrosión, plasticidad y tenacidad y también una baja resistencia eléctrica.
No obstante, la fusión de la aleación y también el tratamiento de esta aleación conocida para formar bolas de material de soldadura muy finas da lugar, en particular debido a la muy elevada reactividad de los componentes de la aleación lantano o neodimio, a serios problemas, que se manifiestan en una aglomeración de productos de reacción del neodimio o lantano en las bolas de material de soldadura. El neodimio reacciona de manera extremadamente violenta, por ejemplo también con el oxígeno residual fijado en la masa de fusión, que siempre existe como indicios, y forma óxidos, que además se aglomeran en las bolas de material de soldadura para formar estructuras más grandes. Estos óxidos acumulan relativamente mucho neodimio, que falta entonces en la matriz o en los límites de los granos. Por lo demás, pueden presentarse fases intermetálicas del compuesto Ag3Sn y Cu6Sn5.
La posibilidad de tratamiento y las características eléctricas de tales soldaduras blandas quedan limitadas continuamente debido a estas oclusiones duras.
Por el documento DE 198 30 057 C2 se conoce también un procedimiento para la fabricación sin presión de polvo de soldadura blanda en un espectro de grano de 1 a 100 µm, en el que se funde el material de soldadura metálico en un aceite vegetal o animal resistente a altas temperaturas, se agita a continuación y se dispersa en un tratamiento de cizallamiento múltiple mediante rotores y estatores para formar bolas de material de soldadura de tamaño definido.
Según el documento US 5 411 602 A se funde el material de soldadura y se fracciona el material de soldadura fundido mediante gas inerte en gotas. Pese a la atmósfera de gas inerte, no puede excluirse que los metales reactivos como neodimio o lantano entren en reacción con el oxígeno fijado, con lo que la aleación de soldadura contiene más o menos óxidos de estos metales y la dotación por ejemplo con neodimio o lantano se pierde más o menos.
En el documento US 6 231 691 B1 se describe una aleación de soldadura libre de plomo sobre una base de estaño con 4,7% de peso en plata, 1,7% en peso de cobre y 0,15% en peso de níquel. Esta aleación conocida tiende a la formación incrementada de fases intermetálicas del tipo Cu3Sn y/o Cu6Sn5, que tienen repercusiones muy negativas sobre las características mecánico/físicas de la unión por soldadura.
Con este estado de la técnica, tiene la invención como tarea básica evitar con seguridad la reacción de los componentes reactivos de la aleación con oxígeno, nitrógeno y otros componentes de la reacción en el tratamiento de aleaciones de soldadura blanda libres de plomo para formar polvo de soldadura muy fino, evitar una aglomeración de los productos de reacción en la matriz de las bolas de material de soldadura y distribuir los componentes de la aleación en una dispersión fina y homogénea en la matriz de las bolas de material de soldadura.
Esta tarea se resuelve mediante un procedimiento del tipo citado al principio con las características de la reivindicación 1. Ventajosas configuraciones mejoradas del procedimiento pueden tomarse de las reivindicaciones subordinadas.
La solución correspondiente a la invención se caracteriza porque el aceite utilizado para fundir el material de soldadura es un medio inerte respecto a los componentes de la aleación, por ejemplo lantano o neodimio, en aleaciones de soldadura blanda y también es un medio separador para eliminar los productos de reacción contenidos en la aleación de material de soldadura, como óxidos y/o escorias.
El procedimiento correspondiente a la invención permite además refinar en cierta medida los componentes de la aleación en la aleación de material de soldadura y distribuir los mismos homogéneamente, así como dispersarlos finamente en la aleación. La compleja problemática de estos procesos se pondrá de manifiesto al presentar las propias bolas de material de soldadura cizalladas dimensiones que se aproximan mucho a la configuración de la estructura de los elementos.
Al eliminarse las oclusiones de óxidos de los lantánidos o de otros metales reactivos y de las perjudiciales escorias, formadas con el proceso de fusión o el tratamiento de estas soldaduras para la fabricación de polvo de soldadura muy fino, se pone a disposición un polvo de soldadura muy fino que cumple todas las exigencias de la toma de microcontacto.
Otras ventajas y particularidades resultan de la siguiente descripción con referencia a los dibujos adjuntos.
La invención se describirá a continuación más en detalle en base a un ejemplo de ejecución.
Se muestra en:
fig. 1 una foto REM (mapeado) de una aleación de soldadura libre de plomo con oclusiones de óxido de neodimio según el estado de la técnica,
fig. 2 una foto REM (mapeado) con la distribución del oxígeno según la figura 1,
fig. 3a y b una foto REM de una aleación de soldadura libre de plomo con fases intermetálicas de la composición Ag3Sn y Cu6Sn5 según la fig. 1,
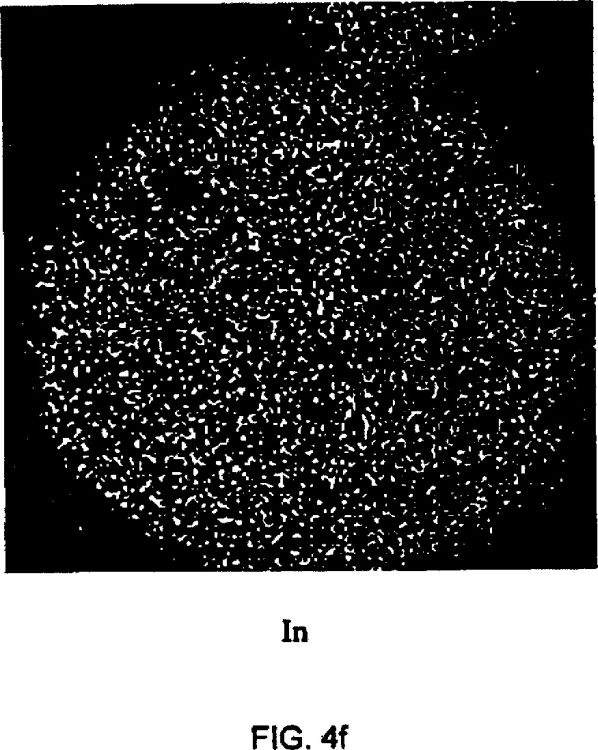
fig. 4a a f una foto REM de una bola de material de soldadura fabricada según la invención con distribución de los componentes de la aleación (plata, estaño, cobre, indio, neodimio y oxígeno) en la bola de material de soldadura.
Con el procedimiento correspondiente a la invención deben fabricarse bolas de material de soldadura muy finas de la aleación libre de plomo SnAg5Cu1In1Nd0,2 con un diámetro de 5 a 15 µm (tipo 6). Las figuras 1, 2, 3a y 3b muestran el estado de partida de la aleación de soldadura libre de plomo según el estado de la técnica, en el que pueden observarse muy claramente las oclusiones de óxido de neodimio (fig. 1) y las fases intermetálicas Ag3Sn y Cu6Sn5 (fig. 3a y 3b). En la figura 2 se muestra la distribución del oxígeno en la aleación, que aporta la prueba de que las oclusiones son óxidos (Nd2O3).
Las oclusiones de óxido tienen un punto de fusión de 2.272ºC, una densidad de 7,29 g/cm3 y son duras, no dúctiles y quebradizas. El óxido acumula además relativamente mucho neodimio elemental, con lo que el mismo falta en los límites de los granos, con lo que se ve afectada negativamente la resistencia a cambios de temperatura de los puntos de soldadura debido a grietas, así como a una rápida propagación de las grietas.
Las oclusiones dan lugar entonces a interrupciones en la unión por soldadura y a irregularidades en las características eléctricas, con lo que un tal material de soldadura ya no es...
Reivindicaciones:
1. Procedimiento para refinar y distribuir homogéneamente componentes de una aleación, así como eliminar productos de reacción indeseados como óxidos y/o escorias procedentes de soldaduras blandas libres de plomo al fabricar polvo para soldadura muy fino, incluyendo las siguientes etapas:
- a) fusión de la aleación de material de soldadura en un aceite vegetal y/o animal resistente a altas temperaturas, separando el aceite la masa de fusión de los productos de reacción y/o escorias, así como liberando estos últimos durante la fusión,
- b) evacuación y enriquecimiento de los productos de reacción liberados y/o escorias en el aceite, debido a las diferencias de densidad entre la masa de fusión y los productos de reacción y/o escorias,
- c) separación del aceite con los productos de reacción y/o escorias mediante evacuación de la masa de fusión a otro recipiente de aceite con una temperatura al menos 20ºC por encima de la temperatura de liquidus, agitación y tratamiento de cizallamiento múltiple de la masa de fusión y el aceite mediante rotores y estatores para formar una dispersión compuesta por bolas de material de soldadura y aceite y aspiración del aceite con los productos de reacción y/o escorias,
- d) evacuación de los productos de reacción y/o escorias que aún quedan en el interior de la masa de fusión de material de soldadura mediante aumento de la superficie de la masa de fusión de material de soldadura al cizallar con una velocidad periférica de los rotores de 15,0 a 25 m/s manteniendo una relación de volúmenes entre masa de fusión y aceite de 1:20 a 1:50,
- e) enriquecimiento de los productos de reacción y/o escorias evacuados del interior de la masa de fusión de material de soldadura al cizallar en el aceite debido a las diferencias de densidad entre los productos de reacción y/o las escorias y el aceite,
- f) mezcla turbulenta de la masa de fusión de material de soldadura que queda y del aceite durante un espacio de tiempo de circulación de 10 a 30 minutos para distribuir homogéneamente los componentes de la aleación en el material de soldadura,
- g) separación de los productos de reacción enriquecidos y/o escorias juntamente con el aceite tras la sedimentación de las bolas de material de soldadura.
2. Procedimiento según la reivindicación 1, caracterizado porque las soldaduras blandas libres de plomo son soldaduras blandas sobre la base de Sn, compuestas por Sn, Ag, Cu, In y lantánidos, así como productos de reacción de los lantánidos.
3. Procedimiento según la reivindicación 1,
caracterizado porque las soldaduras blandas libres de plomo son soldaduras blandas sobre la base de Sn, compuestas por Sn, Ag, In y Nd, así como productos de reacción en forma de óxido de neodimio y/o fases intermetálicas del tipo Ag3Sn y Cu6Sn5.
4. Procedimiento según la reivindicación 1,
caracterizado porque las soldaduras blandas libres de plomo son soldaduras blandas sobre la base de Sn, compuestas por Sn, Ag, Cu y Ni, así como productos de reacción en forma de fases intermetálicas del tipo Cu3Sn y/o Cu6Sn5.
5. Procedimiento según la reivindicación 1,
caracterizado porque las soldaduras blandas libres de plomo son soldaduras blandas sobre la base de Sn compuestas por Sn, y Ag, así como productos de reacción en forma de fases intermetálicas del tipo Ag3Sn.
6. Procedimiento según la reivindicación 1,
caracterizado porque las soldaduras blandas libres de plomo son soldaduras blandas sobre la base de Sn, compuestas por Sn y Cu, así como productos de reacción en forma de fases intermetálicas del tipo Cu3Sn y/o Cu6Sn5.
7. Procedimiento según la reivindicación 1,
caracterizado porque se fabrica polvo de soldadura muy fino con un diámetro entre 2,5 y 45 µm.
8. Procedimiento según la reivindicación 1 a 7, caracterizado porque la superficie de la masa de fusión de material de soldadura aumenta debido al cizallamiento a entre 2000 y 4000 veces más.
9. Procedimiento según la reivindicación 1,
caracterizado porque como aceite separador se utiliza aceite de ricino.
Patentes similares o relacionadas:
Procedimiento e instalación de transformación de un metal en estado líquido en un metal en estado sólido, del 19 de Febrero de 2020, de FAI Production: Procedimiento para la transformación de un metal en estado líquido en un metal en estado sólido y fragmentado, sobre al menos dos mesas que se suceden una a la otra, que […]
Auxiliar de prensado para la metalurgia en polvo, del 29 de Enero de 2020, de GKN Sinter Metals Engineering GmbH: Auxiliar de prensado para la pulvimetalurgia que comprende al menos una amida de un ácido carboxílico con 18 a 22 átomos de C y cera montana.
Implante, del 6 de Septiembre de 2017, de FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.: Implante que se compone de magnesio o de una aleación a base de magnesio, que se caracteriza porque se compone de fibras de magnesio o de una aleación a base de magnesio […]
Método para producir un polvo de carburo cementado o de metal cerámico usando un mezclador acústico resonante, del 4 de Enero de 2017, de SANDVIK INTELLECTUAL PROPERTY AB: Un método para producir una pieza de carburo cementado o de metal cerámico, que comprende las etapas de: - formar una mezcla de polvo que comprende polvos que forman […]
Método para producir un polvo de carburo cementado o de metal cerámico usando un mezclador acústico resonante, del 3 de Agosto de 2016, de SANDVIK INTELLECTUAL PROPERTY AB: Un método para producir un polvo aglomerado de carburo cementado o de metal cerámico sin molienda, donde los constituyentes en polvo se someten […]
MEZCLA DE PARTICULAS DE METALES Y/O ALEACIONES Y DE UN MEDIO ELECTROLITICO LIQUIDO, ASI COMO PROCEDIMIENTO PARA SU PREPARACION., del 1 de Julio de 2003, de GRILLO-WERKE AG: Mezcla de partículas de metales y/o aleaciones y de un medio electrolítico líquido, estando las partículas de metales y/o aleaciones conformadas de […]
PROCEDIMIENTO DE OBTENCION DE GRANULADOS A PARTIR DE ESCORIA DE ACERIA., del 16 de Diciembre de 1984, de COMPAGNIE INDUSTRIELLE DE RECUPERATION METALLURGIQ: PROCEDIMIENTO PARA LA OBTENCION DE GRANULADOS A PARTIR DE ESCORIA DE ACERIA, EN PARTICULAR DE ACERIA L.D.COMPRENDE LAS SIGUIENTES OPERACIONES: […]
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICAR PARTICULAS METALICAS, Y PARTICULAS METALICAS FABRICADAS., del 16 de Marzo de 2007, de PHILD CO., LTD.: Un procedimiento para producir partículas metálicas, que comprende llenar de gas inerte el espacio superior de un tanque de agua a alta presión; […]