Procedimiento para recubrir una superficie de aluminio de un elemento de aluminio, elemento de aluminio y suela de plancha de aluminio.
Procedimiento para recubrir una superficie de aluminio de un elemento de aluminio,
elemento de aluminio y suela de plancha de aluminio.
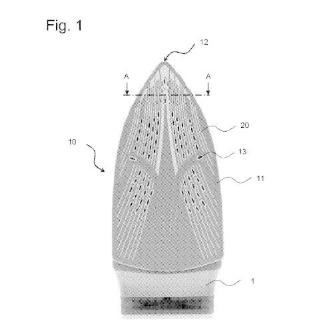
La presente invención se refiere a un procedimiento para la fabricación de una suela de plancha (10), caracterizado porque comprende los pasos de: aplicar un gráfico de esmalte (20) sobre parte de una superficie (11) de aluminio de la suela; superficie prevista para deslizarse sobre los artículos que han de ser planchados durante el planchado, cocer la suela de plancha (10) para curar el esmalte (20), y anodizar la superficie (11) de aluminio recubierta del gráfico de esmalte (20) para incrementar la dureza superficial del aluminio no cubierto por el esmalte.
La presente invención mejora de manera sorprendente el estado de la técnica de las suelas de planchado (10) en las que al menos la superficie (11) se componga de aluminio anodizado con esmalte.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201130556.
Solicitante: BSH ELECTRODOMESTICOS ESPAÑA S.A..
Nacionalidad solicitante: España.
Inventor/es: ALBANDOZ RUIZ DE OCENDA,CARMELO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- C25D11/04 QUIMICA; METALURGIA. › C25 PROCESOS ELECTROLITICOS O ELECTROFORETICOS; SUS APARATOS. › C25D PROCESOS PARA LA PRODUCCION ELECTROLITICA O ELECTROFORETICA DE REVESTIMIENTOS; GALVANOPLASTIA (fabricación de circuitos impresos por deposición metálica H05K 3/18 ); UNION DE PIEZAS POR ELECTROLISIS; SUS APARATOS (protección anódica o catódica C23F 13/00; crecimiento de monocristales C30B). › C25D 11/00 Revestimientos electrolíticos por reacción superficial, es decir, que forman capas de conversión. › de aluminio o sus aleaciones.
- D06F75/38 TEXTILES; PAPEL. › D06 TRATAMIENTO DE TEXTILES O SIMILARES; LAVANDERIA; MATERIALES FLEXIBLES NO PREVISTOS EN OTRO LUGAR. › D06F LAVANDERIA, SECADO, PLANCHADO, PRENSADO O PLEGADO DE ARTICULOS TEXTILES. › D06F 75/00 Planchas metálicas manuales. › Suelas (D06F 75/20 tiene prioridad).
Fragmento de la descripción:
Procedimiento para recubrir una superficie de aluminio de un elemento de aluminio, elemento de aluminio y suela de plancha de aluminio
La presente invención se refiere a un procedimiento para recubrir una superficie de aluminio de un elemento de aluminio, en especial, para una suela de aluminio de una plancha a vapor, cuya superficie prevista para aplicarse sobre los artículos que han de ser planchados se compone de aluminio anodizado y/o está cubierta con una capa de aluminio anodizado.
Es conocido realizar suelas de plancha de metal, cuya superficie prevista para aplicarse sobre los artículos que han de ser planchados esté pulida. Se partía precisamente de que el mejor medio para obtener una elevada calidad de planchado consiste en utilizar una suela cuya superficie sea tan poco áspera como sea posible, para obtener una buena transmisión térmica entre la suela y los artículos que han de ser planchados y, a la vez, reducir el coeficiente de fricción, lo cual mejora el “deslizamiento” de la plancha sobre los artículos.
Tales suelas pulidas son, no obstante, sensibles frente a rozaduras y manchas, en especial, si se componen de aluminio o están cubiertas de una capa de aluminio.
Para evitar roces y manchas, es conocido cubrir las suelas de plancha con una capa de color o capa de esmalte plana.
Se consigue una protección similar frente a las rozaduras, si se emplea aluminio anodizado, puesto que el aluminio anodizado posee propiedades más duras que el aluminio no anodizado.
Para mejorar las propiedades de deslizamiento y/o la impresión óptica o referente al diseño de una suela de plancha, finalmente, es conocido estampar sobre la suela de plancha gráficos en color en relieve, en especial, si la suela presenta una capa de color o capa de esmalte.
Cuando se intentó estampar gráficos en color también en suelas de aluminio anodizado, se mostró rápidamente que, debido a las muchas operaciones de planchado, el gráfico en color no se adhiere de manera suficientemente duradera, de modo que, en la práctica, no se encuentran suelas de aluminio anodizado con gráficos en color estampados debido a esta calidad deficiente.
La presente invención se basa en la tarea de superar la desventaja conocida a partir del estado de la técnica.
La solución de esta tarea se consigue mediante un procedimiento para recubrir una superficie de aluminio de un elemento de aluminio, un elemento de aluminio recubierto según dicho procedimiento y una suela de plancha producida mediante un procedimiento de tal tipo con las características de las reivindicaciones independientes. Objeto de las reivindicaciones dependientes son configuraciones y perfeccionamientos ventajosos que puedan utilizarse por separado, o en combinación unos con otros.
Procedimiento para recubrir una superficie de aluminio de un elemento de aluminio, en especial de una suela de planchado donde la superficie está prevista para deslizarse sobre los artículos que han de ser planchados durante el planchado, caracterizado porque comprende los pasos de:
a) aplicar un gráfico de esmalte (20) sobre parte de una superficie (11) de aluminio de la suela,
b) cocer la suela de plancha (10) para curar el esmalte (20) , y
c) anodizar la superficie (11) de aluminio para incrementar la dureza superficial de la superficie de aluminio.
De una manera muy ventajosa, la superficie del elemento de aluminio tratado según el procedimiento de la invención es más resistente, de modo que, al aplicar gráficos de esmalte en relieve, ya no se requiere (tal y como es habitual en el estado de la técnica) la aplicación previa por toda la superficie de una capa previa de esmalte, lo cual ahorra complejidad de fabricación y costes. No obstante, los gráficos de esmalte en relieve posibilitan reducir la superficie de contacto de la suela con los tejidos a planchar y, en consecuencia, el coeficiente de fricción, lo cual facilita ventajosamente el planchado y mejora la calidad de planchado. En el caso de una plancha a vapor, los gráficos de esmalte en relieve mejoran adicionalmente la distribución del vapor entre la suela y el tejido, o en general, reducen el contacto de la superficie de aluminio con cualquier contacto al apoyar dicha superficie.
De manera sorprendente, se ha mostrado precisamente que el esmalte es más resistente si se cuece sobre aluminio sin anodizar y posteriormente el conjunto es anodizado, de modo que, al aplicar gráficos de esmalte en relieve,
El gráfico de esmalte está aplicado mediante serigrafía y/o tampografía y/o litografía y/o calcomanía sobre la superficie de aluminio del elemento de aluminio. Estas técnicas posibilitan obtener gráficos de esmalte con evolución muy exacta y precisa, es decir, sin cantos que puedan menoscabar el deslizamiento de la suela.
El elemento de aluminio se cuece en un horno industrial a una temperatura entre 450º C y 650º C, preferiblemente entre 500º C y 600º C durante al menos 10 minutos, especialmente durante al menos 15 minutos.
Durante el paso de anodizado se obtiene una capa de aluminio anodizado de entre 5 micras y 40 micras, especialmente de entre 10 micras y 30 micras.
El paso del proceso de anodizado es un anodizado duro para alcanzar una dureza superficial del aluminio entre 750 y 950 Vickers, especialmente entre 800 y 900 Vickers. Han dado buen resultado en especial configuraciones en las cuales la dureza de la suela de plancha que yace debajo del gráfico de esmalte, medida con una punta Vickers, sobre la cual es aplicada una fuerza de 0’3 daN, se encuentre preferiblemente entre 750 y 950, mientras que el gráfico de esmalte en relieve puede presentar preferiblemente una dureza alrededor de aproximadamente 1.000.
Después del paso de anodizado, se pule la superficie para abrillantarla preferiblemente con un trapo o similar.
Si el gráfico de esmalte debe contrastar cromáticamente, a modo de ejemplo, por motivos relativos al diseño, ha dado buen resultado un gráfico de esmalte que contenga pigmentos de color.
Según la invención, los pigmentos de color están escogidos del grupo de las pinturas al silicato, las cuales están compuestas de dos componentes y, por tanto, también se denominan pinturas al silicato de dos componentes
o pinturas al silicato puro. Uno de los componentes es el llamado fijador, se compone de vidrio soluble líquido. El otro componente se compone de pigmentos y sustancias de relleno. Ambos componentes son unidos no hasta poco antes de su procesamiento, y son removidos uno con otro. Por tanto, las pinturas al silicato tienen sólo un tiempo de procesamiento y de almacenamiento limitado.
Para la aplicación que aquí interesa, han dado buen resultado en especial las pinturas al silicato (SIL) poco viscosas (tixotrópicas) , estables térmicamente (resistentes a la temperatura) .
Una adherencia especialmente buena de los gráficos de esmalte sobre suelas de plancha de aluminio anodizado pudo alcanzarse con pigmentos de color de una pintura al silicato, en la que los componentes de silicio fueron sustituidos por aluminio. Los silicatos en los que esto sucede son llamados alumosilicatos. En la incorporación del aluminio (Al3+, en lugar de Si4+) a la red mineral, únicamente debe tenerse en cuenta el equilibrio de las cargas mediante incorporación de otros iones de carga positiva (cationes) , en lo que la relación Al:Si no puede sobrepasar el valor 1.
Según una configuración preferida de la invención, el gráfico de esmalte está configurado estrechándose hacia la punta de la suela de planchado. Esto reduce ventajosamente además el coeficiente de fricción, en especial, en dirección longitudinal de la suela de plancha, es decir, en la dirección en la que la suela debe ser desplazada principalmente, para obtener mejorar calidad de planchado.
Según otra configuración de la invención, ha dado buen resultado configurar redondeados los bordes del gráfico de esmalte. Estas redondeces mejoran también el deslizamiento de manera notable y, de hecho, de manera independiente de una dirección de deslizamiento.
También de manera preferida, los gráficos de esmalte se obtienen mediante vitrificación de una composición de partículas de esmalte. Esta vitrificación, o bien, sinterización, provoca un redondeo de los bordes del gráfico, y un alisado...
Reivindicaciones:
1. Procedimiento para recubrir una superficie (11) de aluminio de un elemento de aluminio (10) , en especial de una suela de planchado donde la superficie (11) está prevista para deslizarse sobre los artículos que han de ser planchados durante el planchado, caracterizado porque comprende los pasos de:
a) aplicar un gráfico de esmalte (20) sobre parte de una superficie (11) de aluminio de la suela,
b) cocer la suela de plancha (10) para curar el esmalte (20) , y
c) anodizar la superficie (11) de aluminio para incrementar la dureza superficial de la superficie de aluminio.
2. Procedimiento para recubrir una superficie (11) de aluminio de un elemento de aluminio (10) según la reivindicación 1, caracterizado porque el paso c) se realiza en primer lugar antes del paso a) .
3. Procedimiento para recubrir una superficie (11) de aluminio de un elemento de aluminio (10) según la reivindicación 1, caracterizado porque el paso c) se realiza después del paso b) y en el paso c) se anodiza la superficie (11) de aluminio recubierta del gráfico de esmalte (20) curado para incrementar la dureza superficial de al menos la superficie de aluminio no cubierto por el esmalte.
4. Procedimiento para recubrir una superficie (11) de aluminio de un elemento de aluminio (10) según una de las reivindicaciones anteriores, caracterizado porque el gráfico de esmalte (20) está aplicado mediante serigrafía y/o tampografía y/o litografía y/o calcomanía sobre la superficie (11) de aluminio.
5. Procedimiento para recubrir una superficie (11) de aluminio de un elemento de aluminio (10) según una de las reivindicaciones anteriores, caracterizado porque la suela se cuece en un horno industrial a una temperatura entre 450º C y 650º C, preferiblemente entre 500º C y 600º C durante al menos 10 minutos, especialmente durante al menos 15 minutos.
6. Procedimiento para recubrir una superficie (11) de aluminio de un elemento de aluminio (10) según una de las reivindicaciones anteriores, caracterizado porque durante el paso de anodizado se obtiene una capa de aluminio anodizado mayor de 5 micras, preferiblemente mayor de 10 micras, especialmente preferible mayor de 20 micras y especialmente ventajosa mayor de 30 micras.
7. Procedimiento para recubrir una superficie (11) de aluminio de un elemento de aluminio (10) según una de las reivindicaciones anteriores, caracterizado porque el paso del proceso de anodizado es un anodizado duro para alcanzar una dureza Vickers superficial del aluminio mayor de 700 HV 25, preferiblemente mayor de 800 HV 25 y especialmente ventajosa mayor de 900 HV 25.
8. Procedimiento para recubrir una superficie (11) de aluminio de un elemento de aluminio (10) según una de las reivindicaciones anteriores, caracterizado porque después de los pasos a) , b) y c) , se pule la superficie para abrillantarla, preferiblemente con un trapo o similar.
9. Elemento de aluminio como por ejemplo una suela de plancha, un utensilio de cocina, un recipiente, un elemento calefactor o una encimera con una superficie (11) exterior recubierta mediante el procedimiento según una de las reivindicaciones anteriores.
10. Elemento de aluminio según la reivindicación 9, caracterizada porque el gráfico de esmalte (20) contiene pigmentos de color.
11. Elemento de aluminio según la reivindicación 10, caracterizada porque los pigmentos de color están escogidos del grupo de las pinturas al silicato.
12. Elemento de aluminio según la reivindicación 11, caracterizada porque la pintura al silicato es una pintura al silicato poco viscosa, estable térmicamente.
13. Elemento de aluminio según la reivindicación 11 ó 12, caracterizada porque la pintura al silicato contiene aluminio.
14. Elemento de aluminio según una de las reivindicaciones 9 a 13, caracterizada porque el gráfico de esmalte
(20) está formado mediante sinterización de una composición de partículas de esmalte.
15. Elemento de aluminio según una de las reivindicaciones 9 a 14, caracterizada porque los bordes (21) del gráfico de esmalte (20) están configurados redondeados.
16. Suela de plancha (10) fabricada mediante un procedimiento según una de las reivindicaciones anteriores, en especial, para una plancha a vapor (1) , sobre parte de cuya superficie (11) de aluminio, prevista para aplicarse sobre los artículos que han de ser planchados, está aplicado un gráfico de esmalte (20) en relieve y donde al menos la superficie (11) no cubierta por esmalte se compone de aluminio anodizado y/o está cubierta con una capa de aluminio anodizado, en especial anodizado duro.
17. Suela de plancha (10) según una de las reivindicaciones enunciadas anteriormente, caracterizada porque el gráfico de esmalte (20) está configurado estrechándose hacia la punta de la suela de planchado (12) .
Patentes similares o relacionadas:
Una placa de tratamiento de un electrodoméstico para el tratamiento de prendas, del 13 de Marzo de 2019, de KONINKLIJKE PHILIPS N.V: Una placa de tratamiento de un electrodoméstico para el tratamiento de prendas , cuya placa de tratamiento tiene una superficie de contacto que, en uso, se desliza […]
Una placa de planchado recubierta y un método para conformar una placa de planchado recubierta, del 7 de Marzo de 2019, de KONINKLIJKE PHILIPS N.V: Una placa de planchado recubierta que comprende: - una placa de planchado; y - un recubrimiento compuesto aplicado sobre la placa de planchado, en donde […]
Aparato para planchar o desarrugar la ropa que comprende un depósito de aditivo, del 18 de Febrero de 2019, de ROWENTA WERKE GMBH: Aparato para planchar o desarrugar la ropa que comprende un dispositivo para esparcir un aditivo sobre la ropa que comprende un depósito de aditivo […]
Una plancha de vapor para recibir un cartucho de fragancia, del 18 de Enero de 2019, de KONINKLIJKE PHILIPS N.V: Una plancha de vapor que comprende una placa de suela , dicha placa de suela que comprende un canal de vapor para el paso de vapor, una superficie […]
Zapata de planchado, del 12 de Octubre de 2016, de KONINKLIJKE PHILIPS N.V: Una zapata de planchado que comprende un laminado que tiene al menos una abertura de laminado (15, 115, 215, […]
Una plancha de vapor, del 14 de Septiembre de 2016, de KONINKLIJKE PHILIPS N.V: Una plancha de vapor que comprende un cuerpo principal , caracterizada por que comprende además una unidad generadora de vapor y una porción de suela , comprendiendo […]
Electrodoméstico que comprende un agente antimicrobiano, del 4 de Mayo de 2016, de KONINKLIJKE PHILIPS N.V: La unidad generadora de vapor para uso en un electrodoméstico , en el que la superficie de la unidad generadora de vapor está al menos parcialmente […]
Suela y plancha que comprende tal suela, del 11 de Marzo de 2015, de POLNE, S.L: Suela para plancha que tiene un elemento calentador electrico integrado en un sustrato de la suela caracterizada porque el sustrato de la suela esta fabricado de una […]