Procedimiento para el rectificado de los cojinetes principales y de elevación de un cigüeñal mediante rectificado de cilindrado exterior y dispositivo para la realización del procedimiento.
Procedimiento para el rectificado de los cojinetes principales y de elevación de un cigüeñal mediante rectificadode cilindrado exterior,
con las siguientes etapas de procedimiento:
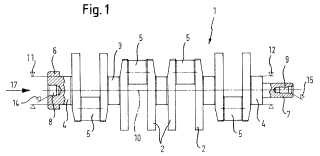
a) en una primera fijación se fija el cigüeñal (1) en dos puntos de apoyo no rectificados que se encuentrandistanciados entre sí en la extensión longitudinal común de los cojinetes principales (3, 4);
b) el cigüeñal (1) se acciona para el giro alrededor de un eje de giro (51) que está definido por los dos puntos deapoyo y difiere del eje longitudinal (10) geométrico, que discurre por los cojinetes principales, determinante delcigüeñal (1);
c) durante el giro alrededor del eje de giro (51) se rectifican todos los cojinetes de elevación (5) del cigüeñal (1)mediante rectificado de cilindrado exterior controlado por CNC en el procedimiento de rectificado de carreraoscilante hasta la dimensión final;
d) durante el procedimiento de rectificado de carrera oscilante se realiza la aproximación de las muelas derectificado de acuerdo con el eje longitudinal geométrico determinante (10), cuya desviación del eje de giro (51)se considera como función correctora en el ordenador del control CNC;
e) tras la terminación del rectificado de los cojinetes de elevación (5) se cambia la fijación del cigüeñal (1) y serealiza una segunda fijación en la que el cigüeñal (1) se fija en sus extremos axiales y se acciona para el giroalrededor de su eje longitudinal geométrico determinante (10);
f) en la segunda fijación se rectifican todos los cojinetes principales (3, 4) mediante rectificado de cilindradoexterior hasta la dimensión final.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2009/050321.
Solicitante: ERWIN JUNKER MASCHINENFABRIK GMBH.
Nacionalidad solicitante: Alemania.
Dirección: JUNKERSTRASSE 2 77787 NORDRACH ALEMANIA.
Inventor/es: HIMMELSBACH,GEORG.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B24B49/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › Aparatos de medida o de calibrado para el control del movimiento de avance del útil de amolar o de la pieza que va a ser amolada; Disposición de los aparatos de indicación o de medida, p. ej. para indicar el comienzo de la operación de amolado (B24B 33/06, B24B 37/005 tienen prioridad; si el aparato es utilizado entre otras máquinas-herramientas B23Q 15/00 - B23Q 17/00 tienen prioridad).
- B24B5/42 B24B […] › B24B 5/00 Máquinas o dispositivos para trabajar con muela superficies de revolución de piezas, incluyendo aquéllas que trabajan superficies planas adyacentes; Accesorios a este efecto (B24B 11/00 - B24B 21/00 tienen prioridad; máquinas o dispositivos de acabado que utilizan bloques abrasivos animados de un movimiento a la vez axial y rotativo B24B 33/00). › para rectificar cigüeñales o muñequillas de cigüeñales.
PDF original: ES-2409385_T3.pdf
Fragmento de la descripción:
Procedimiento para el rectificado de los cojinetes principales y de elevación de un cigüeñal mediante rectificado de cilindrado exterior y dispositivo para la realización del procedimiento La invención se refiere a un procedimiento para el rectificado de los cojinetes principales y de elevación de un cigüeñal mediante rectificado de cilindrado exterior, así como a un dispositivo para la realización del procedimiento.
Los cigüeñales compuestos de acero o materiales de fundición se fabrican en número de piezas elevado para los motores de combustión interna de vehículos. A este respecto, esto depende además de una producción a gran escala económica sobre todo de la exactitud mayor posible con respecto al diámetro, redondez, marcha concéntrica y centrado. En procedimientos de rectificado del tipo mencionado se plantean, por tanto, exigencias muy elevadas. De acuerdo con el documento EP 1181 132 B1 se había reconocido ya que el resultado de rectificado puede mejorarse rectificándose los cojinetes principales y de elevación de los cigüeñales en una sucesión muy
determinada.
Durante el rectificado de los cigüeñales en primer lugar únicamente mecanizados con arranque de virutas se liberan concretamente tensiones que conducen a la deformación de la pieza en bruto del cigüeñal durante el rectificado. Son especialmente fuertes las deformaciones tras el rectificado de los cojinetes de elevación. De acuerdo con el documento EP 1 181 132 B1 se ha propuesto por tanto terminar de rectificar los cojinetes de elevación de la manera más precipitada posible. Por tanto se proporciona la orden de rectificar previamente en primer lugar los cojinetes principales, después rectificar previamente y terminar de rectificar los cojinetes de elevación y por último terminar de rectificar los cojinetes principales. El procedimiento conocido tiene la ventaja de que las deformaciones del cigüeñal que resultan del rectificado de los cojinetes de elevación pueden eliminarse de nuevo en parte con la terminación del
rectificado de los cojinetes principales. Además, el procedimiento conocido puede realizarse en una única fijación del cigüeñal. En este procedimiento conocido se comenzó con el rectificado previo de los cojinetes principales, para que el cigüeñal estuviera fijado para el rectificado de los cojinetes de elevación en un eje de giro definido de manera exacta, concretamente su eje longitudinal geométrico determinante. Este eje longitudinal geométrico determinante debe estar a disposición como eje de referencia para el mecanizado de los cojinetes de elevación. En un cigüeñal terminado de rectificar deben estar alineados todos los cojinetes principales así como otras zonas dispuestas concéntricamente con respecto a los cojinetes principales del cigüeñal con respecto al diámetro, redondez, marcha concéntrica y centrado de manera exacta al eje longitudinal geométrico determinante del cigüeñal. Lo mismo se aplica para la línea central de los gorrones del cigüeñal que de nuevo es el eje longitudinal geométrico determinante para los cojinetes de elevación.
Para ello está establecido el eje longitudinal geométrico determinante por medio de perforaciones de centraje en los lados frontales del cigüeñal. El cigüeñal se fija entre puntas en sus perforaciones de centraje y se acciona para el giro mediante un dispositivo de arrastre. Este tipo de fijación tiene la desventaja de que debe ejercerse una cierta presión axial sobre el cigüeñal, de manera que existe el riesgo de deformaciones adicionales, ya que el cigüeñal se deforma con la acción de una presión axial. Por tanto es necesaria también la colocación de una o varias lunetas.
También se han hecho ya intentos de ejercer una tracción axial durante la fijación del cigüeñal sobre éste. Sin embargo sigue existiendo la desventaja de que pueden producirse deformaciones adicionales ya en la primera etapa del procedimiento de acuerdo con el documento EP 1 181 132 B1. Debido a ello, un resultado de rectificado óptimo 45 se dificulta de nuevo; además debido a ello se complica de nuevo el procedimiento conocido.
Por tanto, la invención se basa en el objetivo de mejorar el procedimiento conocido para el rectificado de los cojinetes principales y de elevación de cigüeñales de manera que en modo de proceder todavía económico se mejore más la precisión del resultado de rectificado.
La solución de este objetivo se realiza con un procedimiento con el conjunto de las características de la reivindicación 1.
El procedimiento de acuerdo con la invención para el rectificado de los cojinetes principales y de elevación tiene la 55 ventaja de que ya en la primera etapa de procedimiento se rectifican todos los cojinetes de elevación del cigüeñal mediante rectificado de cilindrado exterior controlado por CNC hasta la dimensión final. La deformación del cigüeñal más fuerte según muestra la experiencia, que procede de la liberación de tensiones, tiene lugar por consiguiente igualmente al inicio del rectificado. Las tensiones en el cigüeñal se han reducido después completamente, y ya no se efectúa ninguna otra deformación notable. Después de esto se comienza con el rectificado de los cojinetes principales, existiendo aún la posibilidad mayor de corrección. Durante el rectificado de los propios cojinetes principales resultan deformaciones ampliamente más pequeñas que durante el rectificado de los cojinetes de elevación.
La invención consigue este resultado de manera sorprendente debido a que se prescinde de girar el cigüeñal
durante el rectificado de los cojinetes de elevación ya alrededor del eje longitudinal geométrico determinante. En efecto, este eje longitudinal se conoce y está establecido por perforaciones de centraje que se encuentran en los lados frontales del cigüeñal. Sin embargo, el cigüeñal se fija en dos puntos de apoyo no rectificados que se encuentran distanciados entre sí en la extensión longitudinal común de los cojinetes principales. La fijación da buen resultado por ejemplo mediante platos de sujeción de cubierta que comprenden los dos puntos de apoyo no rectificados, en cualquier caso sin ejercer una presión axial sobre el cigüeñal. Estos dos puntos de apoyo definen un eje de giro real, cuya desviación del eje longitudinal geométrico determinante del cigüeñal se conoce mediante medición. La desviación conocida se considera durante el rectificado de los cojinetes de elevación como función correctora en el ordenador del control CNC de la rectificadora. Los cojinetes de elevación terminados de rectificar tienen entonces una relación exacta con los cojinetes principales del cigüeñal que se rectificarían estrictamente según el eje longitudinal geométrico determinante del cigüeñal.
A continuación de la terminación del rectificado de los cojinetes de elevación se cambia la fijación del cigüeñal y se realiza una segunda fijación, en la que el cigüeñal se fija en sus extremos axiales y se acciona para el giro alrededor de su eje longitudinal geométrico determinante; en esta segunda fijación se rectifican todos los cojinetes principales mediante rectificado de cilindrado exterior hasta la dimensión final.
En el procedimiento de acuerdo con la invención se prescinde, por consiguiente, de realizar el rectificado en una única fijación. Esta desventaja se compensa con mucho, sin embargo, mediante una precisión superior en el resultado de rectificado con respecto al diámetro, la redondez, la marcha concéntrica y el centrado. Ciertos ensayos comparativos de la parte solicitante han dado como resultado que una tolerancia de marcha concéntrica en los cojinetes principales centrales de cigüeñales habituales, que hasta ahora se ha situado en 0, 05 mm, pudo mejorarse mediante el procedimiento de acuerdo con la invención en aproximadamente 0, 03 mm.
En las reivindicaciones 2 a 13 están indicadas configuraciones ventajosas del procedimiento de acuerdo con la invención.
Ventajosamente, de acuerdo con la reivindicación 2, se desbastan las piezas en bruto del cigüeñal mediante mecanizado con arranque de virutas, después se miden los puntos de apoyo previstos para la primera fijación con respecto al diámetro, la redondez y el centrado y de la desviación de los valores medidos del eje longitudinal geométrico determinante se forma una función correctora para el procedimiento de rectificado de carrera oscilante de los cojinetes de elevación.
Para la realización práctica del procedimiento es ventajoso de acuerdo con la reivindicación 3 cuando se colocan para la determinación de la posición del eje longitudinal geométrico en los lados frontales del cigüeñal perforaciones de centraje en las que puede fijarse... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para el rectificado de los cojinetes principales y de elevación de un cigüeñal mediante rectificado de cilindrado exterior, con las siguientes etapas de procedimiento:
a) en una primera fijación se fija el cigüeñal (1) en dos puntos de apoyo no rectificados que se encuentran distanciados entre sí en la extensión longitudinal común de los cojinetes principales (3, 4) ; b) el cigüeñal (1) se acciona para el giro alrededor de un eje de giro (51) que está definido por los dos puntos de apoyo y difiere del eje longitudinal (10) geométrico, que discurre por los cojinetes principales, determinante del
cigüeñal (1) ; c) durante el giro alrededor del eje de giro (51) se rectifican todos los cojinetes de elevación (5) del cigüeñal (1) mediante rectificado de cilindrado exterior controlado por CNC en el procedimiento de rectificado de carrera oscilante hasta la dimensión final; d) durante el procedimiento de rectificado de carrera oscilante se realiza la aproximación de las muelas de rectificado de acuerdo con el eje longitudinal geométrico determinante (10) , cuya desviación del eje de giro (51) se considera como función correctora en el ordenador del control CNC; e) tras la terminación del rectificado de los cojinetes de elevación (5) se cambia la fijación del cigüeñal (1) y se realiza una segunda fijación en la que el cigüeñal (1) se fija en sus extremos axiales y se acciona para el giro alrededor de su eje longitudinal geométrico determinante (10) ;
f) en la segunda fijación se rectifican todos los cojinetes principales (3, 4) mediante rectificado de cilindrado exterior hasta la dimensión final.
2. Procedimiento según la reivindicación 1, con las siguientes otras etapas de procedimiento:
a) la pieza en bruto del cigüeñal (1) se desbasta antes del rectificado mediante mecanizado con arranque de virutas; b) en los puntos de apoyo desbastados previstos para la primera fijación se miden el diámetro, la redondez y centrado; c) de los valores medidos se determina la posición del eje longitudinal geométrico determinante (10) con respecto a los puntos de apoyo mencionados y se forma la función correctora para el procedimiento de rectificado de carrera oscilante.
3. Procedimiento según la reivindicación 1 y 2, en el que para la determinación de la posición del eje longitudinal
geométrico (10) en los lados frontales del cigüeñal (1) se colocan perforaciones de centraje (8, 9) en las que puede 35 fijarse el cigüeñal de manera centrada en una rectificadora.
4. Procedimiento según la reivindicación 3, en el que una línea recta que discurre radialmente que parte del eje longitudinal geométrico determinante (10) se establece como línea de referencia para la posición angular de los valores medidos y para ello se mide una perforación de referencia (16) en un lado frontal del cigüeñal (1) .
5. Procedimiento según las reivindicaciones 1 a 4, en el que el cigüeñal (1) se fija en la primera fijación en sus dos cojinetes principales exteriores (4) .
6. Procedimiento según las reivindicaciones 1 a 4, en el que el cigüeñal (1) se fija en la primera fijación en secciones
cilíndricas en el lado de extremo, que se encuentran en la misma extensión longitudinal común que los cojinetes principales (3, 4) .
7. Procedimiento según las reivindicaciones 1 a 6, en el que en la primera fijación los dos puntos de apoyo del
cigüeñal (1) están colocados en platos de sujeción de cubierta (43) de la rectificadora y el cigüeñal (1) se acciona 50 para el giro en sus dos extremos.
8. Procedimiento según las reivindicaciones 1 a 7, en el que el procedimiento de rectificado de carrera oscilante se realiza con varias muelas de rectificado (31) simultáneamente.
9. Procedimiento según las reivindicaciones 1 a 8, en el que se realiza también el rectificado de los cojinetes principales (3, 4) de manera controlada por CNC.
10. Procedimiento según las reivindicaciones 3 a 9, en el que el cigüeñal (1) se fija en la segunda fijación entre puntas de centraje (52, 53) y se acciona para el giro en su extremo en el lado de cabezal fijo portapieza mediante 60 dispositivos de arrastre y accionamiento.
11. Procedimiento según la reivindicación 1 a 10, en el que se rectifican los cojinetes principales (3, 4) en la segunda fijación mediante un conjunto de muelas de rectificado múltiples, cuyas muelas de rectificado (40) se encuentran en un eje accionado común (39) y tienen el mismo diámetro.
12. Procedimiento según la reivindicación 1 a 10, en el que se rectifican los cojinetes principales (3, 4) en la segunda fijación mediante una única muela de rectificado que se aproxima sucesivamente a los cojinetes principales individuales (3, 4) .
13. Procedimiento según la reivindicación 1 a 12, en el que en la segunda fijación durante el rectificado de los cojinetes principales (3, 4) en al menos uno de los cojinetes principales (3, 4) se aplica una luneta de centraje.
14. Dispositivo para la realización del procedimiento para el rectificado de los cojinetes principales y de elevación de un cigüeñal mediante rectificado de cilindrado exterior según las reivindicaciones 1 a 13, con las siguientes 10 características:
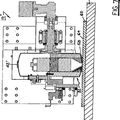
a) una primera estación de rectificado (22) con un cabezal fijo portapieza (26) y un cabezal móvil (27) , que están dotados los dos de platos de sujeción de cubierta (43) ; b) un carro cruzado (28) dispuesto en la primera estación de rectificado (22) con al menos un husillo portamuela (30) que porta al menos una muela de rectificado (31) accionada para el giro y puede desplazarse en dos direcciones (33, 34) de manera controlada por CNC, siendo la primera dirección (33) la dirección de aproximación de la muela de rectificado (31) y discurriendo perpendicularmente al eje de giro (51) formado por el cabezal fijo portapieza (26) y el cabezal móvil (27) , mientras que la segunda dirección (34) discurre paralelamente al eje de giro (51) ;
c) un control CNC de la primera estación de rectificado (22) que está configurado de manera que durante la aproximación de la muela de rectificado (31) al cojinete de elevación (5) de un cigüeñal (1) , que está colocado en la extensión longitudinal de sus cojinetes principales (3, 4) en los platos de sujeción de cubierta (43) y está accionado para el giro, se considera una desviación determinada computacionalmente entre el eje de giro (51) real dado por los cojinetes de cubierta (43) y el eje longitudinal geométrico determinante (10) del cigüeñal y se rectifican los cojinetes de elevación (5) de acuerdo con el eje longitudinal geométrico determinante (10) ; d) una segunda estación de rectificado (23) , con un cabezal fijo portapieza (36) y un cabezal móvil (37) , que están dotados los dos de puntas de centraje (52, 53) , estando adaptadas las puntas de centraje (52, 53) a perforaciones de centraje (8, 9) que están colocadas en los lados frontales del cigüeñal (1) de manera correspondiente al recorrido del eje longitudinal geométrico determinante (10) ;
e) un dispositivo para el accionamiento de giro al menos del cabezal fijo portapieza (36) en la segunda estación de rectificado (23) , mediante el cual se realiza el rectificado de los cojinetes principales (3, 4) del cigüeñal (1) con la rotación del cigüeñal (1) alrededor del eje longitudinal geométrico determinante (10) como eje de giro.
15. Dispositivo según la reivindicación 14, en el que una estación de medición (13) y una célula de rectificado (21)
que comprende la primera y la segunda estación de rectificado (22, 23) están agrupadas en una instalación y está previsto un dispositivo de transporte que suministra un cigüeñal (1) que va a rectificarse sucesivamente a la estación de medición (13) , lo transfiere de ésta a la primera estación de rectificado (22) , después a la segunda estación de rectificado (23) y a continuación transporta hacia fuera el cigüeñal (1) terminado de rectificar.
Patentes similares o relacionadas:
Máquina herramienta rectificadora sin centros dinámicamente amortiguada y método de rectificado, del 1 de Enero de 2020, de IDEKO, S. COOP: Máquina herramienta rectificadora sin centros dinámicamente amortiguada comprendiendo: • unas muelas entre las que es disponible una pieza a […]
Procedimiento y máquina rectificadora para rectificar piezas de trabajo que presenten ranuras, del 21 de Agosto de 2019, de ERWIN JUNKER MASCHINENFABRIK GMBH: Procedimiento para rectificar piezas de trabajo que presenten unas ranuras con un perfilado de una muela abrasiva , configurado de forma correspondiente a la sección […]
Dispositivo y método para transmitir y recibir señales ópticas alternas, del 14 de Agosto de 2019, de MARPOSS SOCIETA PER AZIONI: Dispositivo para transmitir y recibir señales ópticas alternas, que comprende: - una primera parte y una segunda parte aisladas eléctricamente entre sí; […]
Procedimiento para afilar una cuchilla, del 15 de Abril de 2019, de GEA Food Solutions Germany GmbH (100.0%): Procedimiento para afilar una cuchilla de una cortadora , que separa lonchas de un producto alimenticio , dotándose la cuchilla preferiblemente de […]
Procedimiento y rectificadora cilíndrica para el rectificado cilíndrico sin centros, del 15 de Febrero de 2017, de ERWIN JUNKER GRINDING TECHNOLOGY A.S: Procedimiento para el rectificado cilíndrico sin centros de piezas de trabajo con un contorno rotacionalmente simétrico, en el que la pieza de trabajo […]
Máquina herramienta con un cabezal de husillo así como procedimiento para posicionar un cabezal de husillo de una máquina herramienta, del 19 de Octubre de 2016, de FRITZ STUDER AG: Máquina herramienta para la mecanización de piezas de trabajo, en particular una máquina rectificadora, con un soporte de piezas de trabajo para el alojamiento […]
 Dispositivo de mecanización de superficie, del 19 de Enero de 2016, de VOGEL, JOSEF: Dispositivo para la mecanización controlada de superficies de piezas de trabajo comprendiendo unas herramientas de rectificado en forma de disco […]
Dispositivo de mecanización de superficie, del 19 de Enero de 2016, de VOGEL, JOSEF: Dispositivo para la mecanización controlada de superficies de piezas de trabajo comprendiendo unas herramientas de rectificado en forma de disco […]
 SISTEMA PARA EL ACABADO MAGNETOREOLOGICO DE SUSTRATOS, del 25 de Agosto de 2010, de QED TECHNOLOGIES INTERNATIONAL, INC: Un sistema para el acabado magnetoreológico de sustratos, que comprende:
a) una estructura (10'');
b) una rueda portadora montada de manera rotativa sobre dicha estructura, […]
SISTEMA PARA EL ACABADO MAGNETOREOLOGICO DE SUSTRATOS, del 25 de Agosto de 2010, de QED TECHNOLOGIES INTERNATIONAL, INC: Un sistema para el acabado magnetoreológico de sustratos, que comprende:
a) una estructura (10'');
b) una rueda portadora montada de manera rotativa sobre dicha estructura, […]