Un procedimiento para realizar preformas a medida para cajas.
Un procedimiento para realizar cajas a medida, caracterizado porque comprende las siguientes etapas:
recogida de al menos una hoja (10) de material de empaquetado de al menos un depósito (1) de material (1) no procesado constituido por hojas (10) de material de empaquetado que tienen dimensiones predeterminadas y dispuestas para formar una pila;
transferir la al menos una hoja (10) recogida del depósito (1) a una estación de corte (2) en donde la propia hoja (10) se corta de tal forma que se obtenga de la misma una pluralidad de piezas (11, 12, 13, 14), pluralidad de piezas (11, 12, 13, 14) que presentan una dimensión común y otras dimensiones que difieren entre sí de acuerdo con relaciones predeterminadas;
transferir, por instrucción, piezas (11, 12, 13, 14) hacia al menos una pluralidad de depósitos (31, 32, 33, 34) alineados entre sí, cada uno de los cuales está predispuesto para alojar piezas dimensionalmente homogéneas en pilas;
recoger, por instrucción, desde uno de los depósitos (31, 32, 33, 34) que se preselecciona de acuerdo con una de las dimensiones de la caja a formar, piezas individuales para formar un fondo de una caja y dos primeras paredes laterales (24) opuestas de la misma;
recoger, por instrucción, desde uno de los depósitos (31, 32, 33, 34) que se preselecciona de acuerdo con otra de las dimensiones de la caja a formar, dos segundas paredes laterales (24) opuestas de la misma;
realizar, cuando sea necesario, una unión de una o más piezas dimensionalmente homogéneas una tras otra con el fin de formar, en cada ciclo de formación, al menos una pieza más larga con respecto a las piezas dimensionalmente homogéneas alojadas en un depósito (31, 32, 33, 34) correspondiente, donde la realización de la pieza más larga es realizada, cuando sea necesario, al menos papra una pieza destinada a constituir la pieza de fondo (20), que comprende el fondo y al menos dos primeras paredes laterales (24) opuestas de la caja que está siendo formada;
cortar a medida la pieza "de fondo" (20);
cortar a medida las otras piezas laterales (21), dimensionalmente homogéneas entre sí y destinadas a formar las dos segundas paredes laterales (25) opuestas;
transferir las piezas de fondo y laterales (20, 21) sobre un plano de trabajo (4) situado junto a un flanco de la pluralidad de depósitos (31, 32, 33, 34);
un primer marcado o ranurado, aplicado únicamente, ya sea en las piezas laterales (21) o en la pieza de fondo (20) individual con el fin de realizar, en posiciones predeterminadas de cada pieza, líneas de ranurado o debilitado (para un posterior plegado de las mismas) paralelas a una dirección de movimiento de transferencia de las piezas al plano de trabajo (4);
el plano de trabajo (4) está motorizado con el fin de realizar también, por instrucción, un movimiento de transporte de las piezas de fondo y laterales (20, 21) en una dirección perpendicular a la dirección de movimiento de transferencia de las piezas (11, 12, 13, 14) desde los depósitos (31, 32, 33, 34) al plano de trabajo (4);
un segundo marcado o ranurado, para realizar ya sea en la pieza de fondo (20) y/o en las piezas laterales (21), en posiciones predeterminadas, líneas de ranurado o debilitado que son perpendiculares a la dirección del movimiento de transferencia de las piezas (11, 12, 13, 14) desde los depósitos (31, 32, 33, 34) al plano de trabajo (4);
posible eliminación de trozos de las esquinas de algunas de las piezas de fondo y/o laterales (20, 21) previamente cortadas a medida;
una composición destinada a unir las piezas de fondo y laterales (20, 21), previamente cortadas a medida, con el fin de formar un cuerpo individual que constituye la preforma (40), plana, completa y lista para ser plegada y encolada para formar la caja.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2011/054618.
Solicitante: SYSTEM S.P.A..
Inventor/es: TORO,ANDREA.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B31B1/74
- B31B17/00
PDF original: ES-2528375_T3.pdf
Fragmento de la descripción:
Un procedimiento para realizar preformas a medida para cajas Campo técnico
La presente invención se refiere un procedimiento para la realización de preformas para fabricar cajas a medida.
La presente invención se refiere también a una instalación para la fabricación de cajas a medida.
La aplicación de la invención se extiende a todos aquellos casos en los que es necesario empaquetar objetos en cajas que por lo general tienen una forma de paralelepípedo y hechas predominantemente de cartón, pero también de otros materiales adecuados para el propósito.
Estado de la técnica anterior
De acuerdo con el estado de la técnica anterior, para empaquetar productos de distinta naturaleza y sobre todo de distintas dimensiones, es necesario tener a disposición por ejemplo cajas de tipo americano, de varios tamaños con el fin de usar el tamaño de caja más adecuado para cada unidad que va a ser empaquetada. Obviamente, donde exista una gran variedad en las dimensiones de los productos que van a ser empaquetados en cajas es necesario tener a disposición una adecuada variedad de cajas en las que meter los distintos productos.
La necesidad de tener una gran variedad de cajas disponibles es una fuente de no pocos problemas en la fase de empaquetado, ya que implica la creación de una instalación adecuada de almacenamiento de las cajas, así como hacer la elección de la caja correcta en el momento del empaquetado.
Precisamente la necesidad de limitar el numero de cajas de distintos tamaños que serán usadas para empaquetar hace necesario, siempre que la caja correcta no esté disponible, emplear cajas de mayor tamaño que el estrictamente requerido para el empaquetamiento de muchos productos y rellenar los espacios que quedan vacíos con material de relleno, de forma que los productos no tengan libertad para moverse dentro de las cajas en cuestión y por lo tanto no estén sometidos a posibles daños.
Esto también implica costes de empaquetamiento más altos comparados con la solución ideal de poder emplear una caja hecha a medida, es decir, una que está dimensionada exactamente con el fin de contener el producto a medida.
Otro incremento en el coste de los paquetes realizados de la forma anteriormente descrita está determinado por el coste de la mayor cantidad de material de relleno amortiguador así como el mayor coste de transporte principalmente atribulóle al mayor volumen ocupado por los paquetes y, en parte, al mayor peso.
Además de los problemas que se acaban de describir, debe mantenerse en mente con claridad lo que está Implícito en el hecho de tener una cierta cantidad de cajas disponibles con el fin de cumplir con la variedad de demandas.
El problema también se plantea en los casos en los que la formación de una caja se lleva a cabo en el sitio, es decir, poco antes del empaquetado, en una máquina de formación específica a partir de una preforma plana o troquelada, a menudo de cartón, que consta de una figura conformada plana, provista de líneas de plegado predeterminadas y está diseñada específicamente para ser formada dando lugar a una caja. Véase por ejemplo el documento JP 632755.
Obviamente, correspondiendo a diferentes tipos y/o tamaños de cajas hay un número igual de preformas diferentes, que requieren no solo la creación de depósitos especializados, sino también una gestión precisa de las mismas dependiendo de las necesidades de empaquetado de los diferentes productos.
El objeto principal de la presente invención es obviar las limitaciones e inconvenientes enumerados arriba del estado de la técnica anterior por medio de un procedimiento de formación de cajas "a medida", es decir, capaz de formar una caja, que debe ser empleada para empaquetar un producto Individual específico, y está hecha dlmenslonalmente a medida para ese producto individual específico partiendo de una preforma Inicial semlelaborada, usada como material sin procesar, que, al menos en términos de características morfológicas y dimensionales, es Igual a la utilizada para el empaquetado "a medida" de todas las otras cajas que difieren entre sí en tamaño (también en una dimensión solamente).
Una ventaja de la Invención se representa por la reducción muy sustancial de residuos en comparación con el estado de la técnica anterior.
Otra ventaja también puede ser seguramente encontrada aguas arriba, es decir en la producción de las hojas, por ejemplo de cartón, de las que puede ser obtenida la preforma. De hecho, de acuerdo a la Invención, tal producción
está simplificada y limitada a un simple tamaño estándar para el material sin procesar, o más bien la preforma (hoja) inicial semielaborada para la formación de cajas de diferentes tamaños.
Descripción de la invención
Otras características y ventajas de la presente invención se harán más evidentes a partir de la siguiente descripción detallada de un modo de realización de la presente invención, ilustrado a modo de ejemplo no limitativo en las figuras adjuntas, en las que:
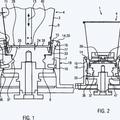
La figura 1 es una vista en planta desde arriba de las características de una instalación de acuerdo con la invención;
La figura 2 es una vista en perspectiva de la instalación mostrada en la figura 1.
En las figuras mencionadas anteriormente se representa esquemáticamente una instalación en la que se lleva a cabo un procedimiento para realizar cajas a medida, dicho procedimiento comprende las siguientes fases:
- recoger al menos una hoja 1 de material de empaquetado de al menos un depósito 1 de material 1 no
procesado constituido por hojas 1 de material de empaquetado que tienen dimensiones predeterminadas y
dispuestas para formar una pila;
- transferir la hoja 1 recogida del depósito 1 a una estación de corte 2 en donde la propia hoja 1 se corta de tal forma que se obtenga de la misma una pluralidad de piezas 11, 12, 13, 14, que presentan una dimensión común y otras dimensiones que difieren entre sí de acuerdo con relaciones predeterminadas;
- transferir, por instrucción, las piezas 11, 12, 13, 14 hacia al menos una pluralidad de depósitos 31, 32, 33, 34
alineados consecutivamente entre sí, cada uno de los cuales está predispuesto para alojar piezas
dimensionalmente homogéneas en pilas;
- recoger, por instrucción, desde uno de los depósitos 31, 32, 33, 34 que se preselecciona de acuerdo con una de las dimensiones de la caja a formar, piezas 2 individuales para formar el fondo de la caja y al menos dos primeras paredes laterales 24 opuestas de la misma;
- recoger, por instrucción, desde uno de los depósitos 31, 32, 33, 34 que se preselecciona de acuerdo con otra de las dimensiones de la caja a formar, piezas 21 individuales para formar la dos segundas paredes laterales 25 opuestas de la caja;
- unir, cuando sea necesario, una o más piezas dimensionalmente homogéneas una tras otra con el fin de formar, en cada ciclo de formación de la caja, al menos una pieza que es más larga que las piezas dimensionalmente homogéneas alojadas en un depósito 31, 32, 33, 34 correspondiente, donde dicha pieza más larga es realizada, cuando sea necesario, al menos cuando esté destinada a constituir la pieza "de fondo" 2, que comprende el fondo y al menos dos primeras paredes laterales 24 opuestas de la caja que está siendo formada;
- cortar a medida la pieza de fondo 2;
- cortar a medida otras piezas laterales 21, dlmenslonalmente homogéneas entre sí y destinadas a formar las dos segundas paredes laterales 25 opuestas;
- transferir las piezas de fondo y laterales 2, 21 sobre un plano de trabajo 4 situado junto a la pluralidad de depósitos 31, 32, 33, 34;
- un primer marcado o ranurado, aplicado únicamente, ya sea en las piezas laterales 21 o en la pieza de fondo 2 con el fin de realizar, en posiciones predeterminadas de cada pieza, líneas de ranurado o debilitado 15 (para un posterior plegado de las mismas) paralelas a la dirección de movimiento en la que las piezas se transfieren al plano de trabajo 4, donde el plano de trabajo 4 está motorizado con el fin de realizar también, por Instrucción, un movimiento de transporte de las piezas de fondo y laterales 2, 21 en una dirección perpendicular a la dirección de movimiento en el que las piezas 11, 12, 13, 14 son transportadas desde los depósitos 31, 32, 33, 34 al plano de trabajo 4;
- un segundo marcado o ranurado, para realizar ya sea en la pieza de fondo 2 y/o en las piezas laterales 21, en posiciones predeterminadas, líneas de ranurado o debilitado 22 o 23, que son perpendiculares a la dirección del movimiento de transferencia desde los depósitos 31, 32, 33, 34 al plano de trabajo 4;
- eliminar, si... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento para realizar cajas a medida, caracterizado porque comprende las siguientes etapas:
recogida de al menos una hoja (1) de material de empaquetado de al menos un depósito (1) de material (1) no procesado constituido por hojas (1) de material de empaquetado que tienen dimensiones predeterminadas y dispuestas para formar una pila;
transferir la al menos una hoja (1) recogida del depósito (1) a una estación de corte (2) en donde la propia hoja (1) se corta de tal forma que se obtenga de la misma una pluralidad de piezas (11, 12, 13, 14), pluralidad de piezas (11, 12, 13, 14) que presentan una dimensión común y otras dimensiones que difieren entre sí de acuerdo con relaciones predeterminadas;
transferir, por instrucción, piezas (11, 12, 13, 14) hacia al menos una pluralidad de depósitos (31, 32, 33, 34) alineados entre sí, cada uno de los cuales está predispuesto para alojar piezas dimensionalmente homogéneas en pilas;
recoger, por instrucción, desde uno de los depósitos (31, 32, 33, 34) que se preselecciona de acuerdo con una de las dimensiones de la caja a formar, piezas individuales para formar un fondo de una caja y dos primeras paredes laterales (24) opuestas de la misma;
recoger, por instrucción, desde uno de los depósitos (31, 32, 33, 34) que se preselecciona de acuerdo con otra de las dimensiones de la caja a formar, dos segundas paredes laterales (24) opuestas de la misma; realizar, cuando sea necesario, una unión de una o más piezas dimensionalmente homogéneas una tras otra con el fin de formar, en cada ciclo de formación, al menos una pieza más larga con respecto a las piezas dimensionalmente homogéneas alojadas en un depósito (31, 32, 33, 34) correspondiente, donde la realización de la pieza más larga es realizada, cuando sea necesario, al menos papra una pieza destinada a constituir la pieza de fondo (2), que comprende el fondo y al menos dos primeras paredes laterales (24) opuestas de la caja que está siendo formada; cortar a medida la pieza de fondo (2);
cortar a medida las otras piezas laterales (21), dimensionalmente homogéneas entre sí y destinadas a formar las dos segundas paredes laterales (25) opuestas;
transferir las piezas de fondo y laterales (2, 21) sobre un plano de trabajo (4) situado junto a un flanco de la pluralidad de depósitos (31, 32, 33, 34);
un primer marcado o ranurado, aplicado únicamente, ya sea en las piezas laterales (21) o en la pieza de fondo (2) individual con el fin de realizar, en posiciones predeterminadas de cada pieza, líneas de ranurado o debilitado (para un posterior plegado de las mismas) paralelas a una dirección de movimiento de transferencia de las piezas al plano de trabajo (4);
el plano de trabajo (4) está motorizado con el fin de realizar también, por Instrucción, un movimiento de transporte de las piezas de fondo y laterales (2, 21) en una dirección perpendicular a la dirección de movimiento de transferencia de las piezas(11, 12, 13, 14) desde los depósitos (31,32, 33, 34) al plano de trabajo (4); un segundo marcado o ranurado, para realizar ya sea en la pieza de fondo (2) y/o en las piezas laterales (21), en posiciones predeterminadas, líneas de ranurado o debilitado que son perpendiculares a la dirección del movimiento de transferencia de las piezas (11, 12, 13, 14) desde los depósitos (31, 32, 33, 34) al plano de trabajo (4);
posible eliminación de trozos de las esquinas de algunas de las piezas de fondo y/o laterales (2, 21) previamente cortadas a medida;
una composición destinada a unir las piezas de fondo y laterales (2, 21), previamente cortadas a medida, con el fin de formar un cuerpo Individual que constituye la preforma (4), plana, completa y lista para ser plegada y encolada para formar la caja.
2. El procedimiento de la reivindicación 1, caracterizado porque las piezas (2) individuales para formar el fondo de la caja y al menos dos primeros lados laterales (24) opuestos de la misma pueden comprender también una o más paredes (26) que tienen una función de tapa, que, una vez que se ha completado la composición de la caja con la pared de fondo y las paredes laterales (24, 25), se pliegan para formar la tapa y son fijadas a solapas (18), adecuadamente plegadas en las líneas de debilitado o ranurado de las paredes laterales (21).
3. El procedimiento de la reivindicación 1 o 2, caracterizado porque las hojas (1) de material de empaquetado que tienen dimensiones predeterminadas y dispuestas para formar una pila son idénticas entre sí al menos en referencia a la mayor dimensión de las mismas, es decir, largo y ancho.
4. El procedimiento de la reivindicación 1 o 2, caracterizado porque la realización de una unión de una o más de las piezas dimensionalmente homogéneas consecutivamente unas a otras, como una tira continua, se hace mediante la unión de las piezas por los extremos de menores dimensiones de la misma.
5. El procedimiento de la reivindicación 4, caracterizado porque la unión de las piezas por los extremos de las mismas se hace superponiendo parcialmente y fijando recíprocamente los extremos.
6. El procedimiento de la reivindicación 5, caracterizado porque la unión de las piezas por los extremos se hace por la superposición parcial y el encolando relativo de las partes superpuestas.
7. Una instalación para realizar preformas para fabricar cajas a medida, caracterizada porque comprende:
al menos un depósito (1) de materiales no procesados que está constituido por hojas (1) de material para ser ensambladas que tienen dimensiones predeterminadas y que están dispuestas para formar una pila; medios para recoger las hojas (1) de al menos un depósito (1) y para transferir las hojas (1) a una estación de corte (2) en la que las hojas (1) se cortan de tal manera que de cada hoja son diseñadas una pluralidad de piezas (11, 12, 13, 14), piezas que presentan una dimensión común y otras dimensiones diferentes de acuerdo con relaciones predeterminadas; al menos una pluralidad de depósitos (31, 32, 33, 34), cada uno predispuesto para alojar piezas (11, 12, 13, 14) que son dimensionalmente homogéneas y dispuestas en pilas; los depósitos (31, 32, 33, 34) están alineados consecutivamente unos a otros y son servidos por un dispositivo de transporte (5) destinado a depositar por instrucción las diferentes piezas (11, 12, 13, 14) en los respectivos depósitos (31, 32, 33, 34); al menos una unidad de trabajo (6) destinada a recoger por instrucción, desde cada uno de los depósitos, (31, 32, 33, 34) piezas (11, 12, 13, 14) individuales y realizar, por instrucción, al menos para algunas piezas, una unión de vahas piezas dimensionalmente homogéneas unas consecutivas a otras, para formar piezas más largas con respecto a las piezas dimensionalmente homogéneas alojadas en el depósito correspondiente (31, 32, 33, 34) y transferir las piezas sobre un plano de trabajo (4) ubicado en un costado de los depósitos (31, 32, 33, 34); el plano de trabajo (4) dotado por instrucción de un movimiento de transporte que es perpendicular al movimiento de la unidad de trabajo (6), es decir en una dirección perpendicular a la dirección del movimiento de transferencia de las piezas (11, 12, 13, 14) desde los almacenes (31, 32, 33, 34) al plano de trabajo (4); un cortador destinado a realizar el corte a medida de las piezas (11, 12, 13, 14);
un primer dispositivo destinado a operar un primer marcado o ranurado, en al menos algunas de las piezas, con el fin de realizar, en posiciones predeterminadas en cada pieza, líneas de debilitado o ranurado (para su posterior plegado) paralelas a la dirección de movimiento de transferencia de las piezas al plano de trabajo (4); un segundo dispositivo para operar un segundo marcado o ranurado, para la realización, en posiciones predeterminadas, líneas de debilitado o ranurado que son perpendiculares a la dirección de movimiento de transferencia desde los depósitos (31, 32, 33, 34) al plano de trabajo (4);
un dispositivo para realizar, si es necesario, una eliminación de trozos de esquinas de algunas de las piezas previamente cortadas a medida;
una estación (9) para realizar la composición destinada a unir las piezas, previamente cortadas a medida, y marcadas con líneas de debilitado o ranurado con el fin de formar un único cuerpo que constituye la preforma (4) que es plana, completa y lista para ser doblada y encolada para formar la caja.
8. La instalación de la reivindicación 6, caracterizada porque el cortador está destinado a realizar, para la formación de cada caja, tanto un corte a medida de una pieza de fondo (2) que comprende el fondo y al menos dos primeras paredes laterales (24) opuestas de una caja (2) en formación, y un corte a medida de piezas laterales (21) adicionales, dimensionalmente homogéneas entre sí y destinadas a formar dos segundas paredes laterales (25) opuestas.
9. La instalación de la reivindicación 7, caracterizada porque el primer dispositivo está destinado a operar un primer marcado o ranurado en al menos las piezas laterales (21) con el fin de realizar, en posiciones predeterminadas de cada pieza, líneas de debilitado o ranurado para una siguiente operación de plegado, líneas que son paralelas a la dirección de movimiento de transferencia de las piezas del plano de trabajo (4).
1. La instalación de la reivindicación 7, caracterizada porque el segundo dispositivo realiza un segundo marcado o ranurado con el fin de realizar, en porciones predeterminadas, líneas de debilitado o ranurado que son perpendiculares a la dirección del movimiento de transferencia desde los depósitos (31, 32, 33, 34) al plano de trabajo (4) en la pieza de fondo (2) y/o en las piezas laterales (21).
11. La instalación de la reivindicación 6, caracterizada porque el cortador y el primer dispositivo están asociados a la unidad de trabajo (6).
Patentes similares o relacionadas:
APARATO Y METODO PARA LA FABRICACION DE CHAROLAS PARA EMPAQUE CON DIFERENTES ESTRUCTURAS Y PRODUCTO OBTENIDO, del 22 de Noviembre de 2018, de HERRERO PEREZ RIOJA, Juan Antonio: Un método y aparato para producir charolas que están o no recubiertas con una película plástica y que retienen atmósferas modificadas y a las […]
Método para formar un rollo de boca en una taza de cartón recubierto de plástico y una taza hecha con el método, del 28 de Septiembre de 2016, de STORA ENSO OYJ: Un método para formar un rollo de boca en una taza hecha de cartón de taza recubierto de plástico, en donde el rollo se genera en la boca […]
 Método de producción de un saliente para apilado y herramienta correspondiente, del 9 de Marzo de 2016, de SEDA INTERNATIONAL PACKAGING GROUP SPA: Método de producción de un saliente de apilado que sobresale hacia dentro de una pared de un vaso con las siguientes etapas:
i) insertar un mandril […]
Método de producción de un saliente para apilado y herramienta correspondiente, del 9 de Marzo de 2016, de SEDA INTERNATIONAL PACKAGING GROUP SPA: Método de producción de un saliente de apilado que sobresale hacia dentro de una pared de un vaso con las siguientes etapas:
i) insertar un mandril […]
Envase y procedimiento de producción del mismo, del 7 de Enero de 2015, de SEDA S.P.A.: Un envase para recibir alimentos o bebidas deshidratadas que comprende una pared circundante del envase, una abertura superior del envase y una parte […]
Cadena de producción de artículos de cartón, del 4 de Junio de 2014, de HUHTAMAKI OYJ: Cadena de producción de artículos de cartón que comprende, en línea, una máquina cortadora , que corta piezas semiacabadas (7, 7') de una banda de cartón , y una […]
Dispositivo de deformación de la pared periférica de vasos de cartón apilables, del 16 de Abril de 2014, de JENNER, ERNEST: Dispositivo de deformación de la pared periférica de vasos apilables, comprendiendo cada vaso un zócalo que define un espacio hueco bajo el vaso delimitado […]
Recipiente de cartón y método de fabricación del mismo, del 2 de Abril de 2014, de Emerson & Renwick Ltd: Un método para formar un recipiente de cartón que incluye un miembro de funda, incluyendo dicho método las etapas de situar una pieza en tosco del […]
 PROCEDIMIENTO E INSTALACION PARA LA CONFECCION DE UNA CAJA COMPUESTA, del 31 de Agosto de 2010, de SIDEL PARTICIPATIONS: Procedimiento de confección de una caja compuesta de cartón donde la caja comprende dos partes: una media caja americana sin fondo y - una bandeja que sirve […]
PROCEDIMIENTO E INSTALACION PARA LA CONFECCION DE UNA CAJA COMPUESTA, del 31 de Agosto de 2010, de SIDEL PARTICIPATIONS: Procedimiento de confección de una caja compuesta de cartón donde la caja comprende dos partes: una media caja americana sin fondo y - una bandeja que sirve […]